

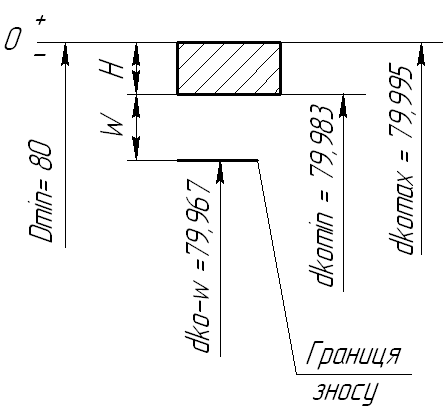
5.3 Розмір по елементного прохідного гранично зношеного калібру визначається по гост 16085 за формулами:
Найменший граничний розмір вимірювального елемента нового калібру
dKOmin = dGo-W - НО , (5.3)
dKO-W = dGo-W - НО – WO , (5.4)
де dKOmin - найменший граничний розмір вимірювального елемента
нового калібру, мм;
dKO-W - розмір гранично зношеної базової пробки, мм;
dKOmin = 79,995 – 0,012 = 79,983 мм
dKO-W = 79,995 – 0,012 – 0,016 = 79,967 мм
На кресленику калібру буде вказано виконавчий розмір базової пробки
Ø79,995-0,012 .
Для вимірювальних пробок граничні розміри визначаємо по формулі:
Найбільший граничний розмір вимірювального елемента нового калібру
dKmax = Dmin – ТР + F + HO , (5.5)
dKmin = dKmax – H , (5.6)
dK-W = dKmax – H – W , (5.7)
де dKmax - найбільший граничний розмір вимірювального елемента нового калібру, мм;
Dmin – найменший граничний розмір отвору виробу. Dmin = 11 мм;
dKmin - найменший граничний розмір вимірювального елемента нового калібру, мм;
dK-W - розмір зношеної вимірювальної пробки, мм.
dKmax = 11 – 0,5 + 0,053 + 0,012 = 10,565 мм ,
dKmin = 10,565 – 0,012 = 10,553 мм ,
dK-W = 10,565 – 0,012 – 0,016 = 10,537 мм .
На кресленику виконавчий розмір для контролюючих пробок буде
Ø 10,565-0,012 .
5.4 Визначаємо позиційний допуск ТPk для осей вимірювальних пробок, табл. 1 ГОСТ 16085
ТPk = 0,025 мм .
5.5 Встановлюємо технічні вимоги до калібру по ГОСТ 16085.
а) граничні відхилення розміру між віссю кожної пробки і віссю базової пробки , що дорівнює радіусу 60 мм по табл. 4а, п.3, табл. 4б.
± δRK = 0,08 мм
б) граничні відхилення центрального кута між осями двох любих вимірювальних пробок розташованих на колі діаметром 120 мм
±δα∑К = 1' , тоді кут 60˚± 50".
5.6 Будуємо схему розташування полів допусків, с.3 ГОСТ 16085.
а) базової пробки М1000:1
б) вимірювальних пробок М 500:1
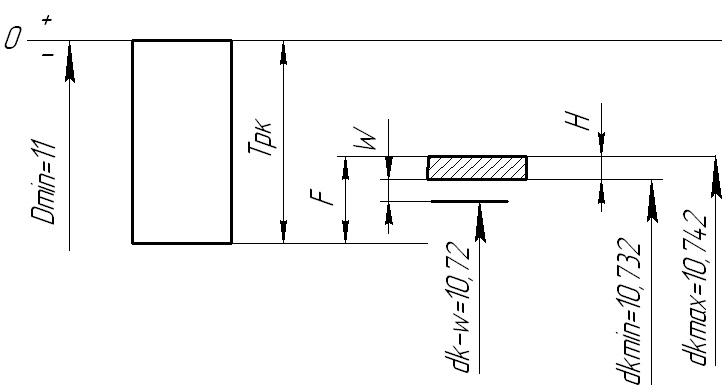
Рисунок 5.2 – Схема розташування полів допусків калібрів для
контролю розташування декількох отворів.
5.7 Виконуємо кресленик калібр-пробки для розташування двох отворів з позначенням виконавчих розмірів. Приклад креслення калібр-пробки дивись Додаток Г.
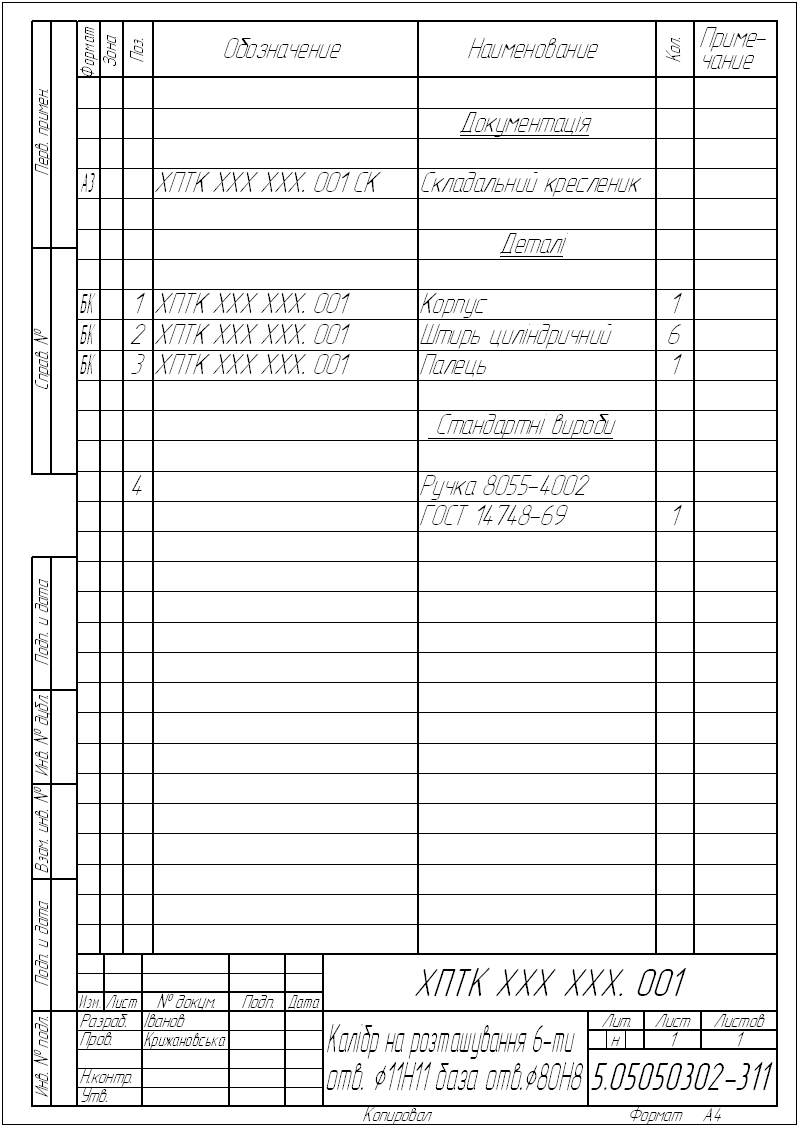
Рисунок 5.3 – Специфікація до калібру на розташування 6-ти отворів.
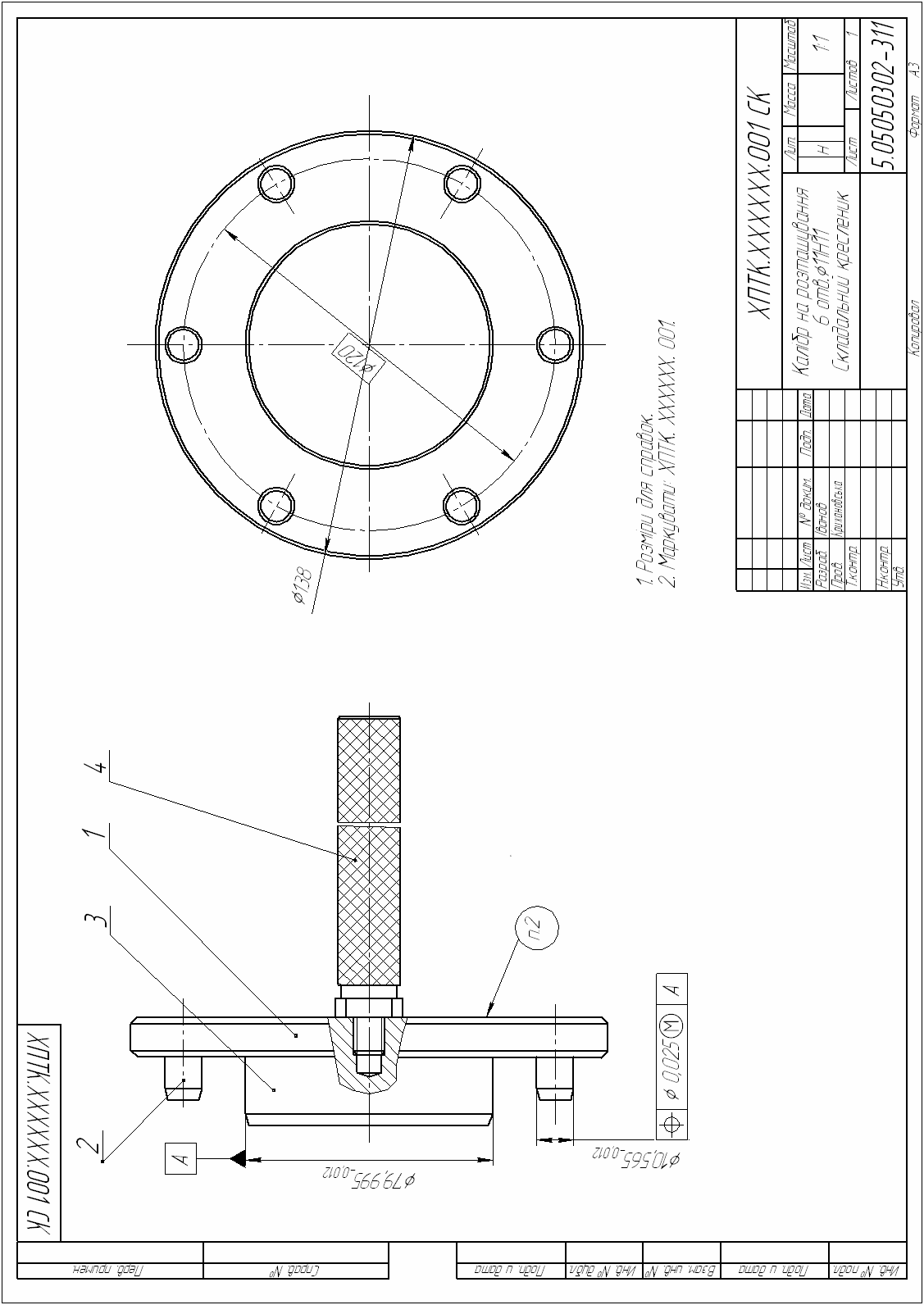
Рисунок 5.4 – Складальний кресленик калібру на розташування
6-ти отв. Ø11Н11.
Приклад 6. Розрахувати калібр-пробки для контролю шпонкового паза в отворі Ø18Н7. Ширина пазу 6Js9 (± 0,015). Допуск симетричності відносно бази А дорівнює 0,05 мм.
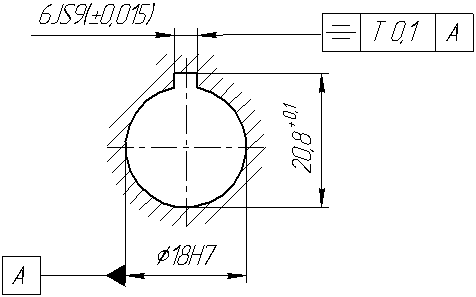
Рисунок 6.1 – Ескіз шпонкового паза в отворі.
6.1 Розміри шпонкового калібру-пробки визначаємо по ГОСТ 24109, Додаток 3, табл. 1:
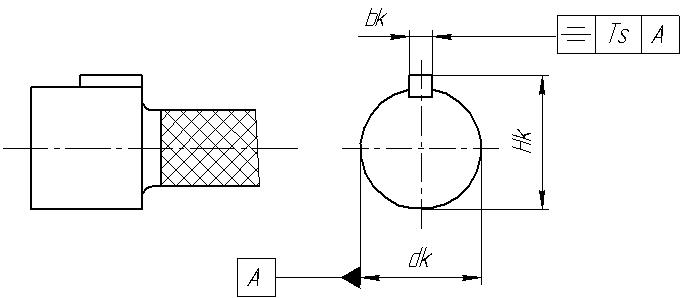
Рисунок 6.2 – ескіз шпонкового калібр-пробки.
Виконавчий розмір bк :
bк = 5,981-0,004 мм .
Граничний розмір bк знос зношеного калібру по ширині шпонки :
bк знос = 5,973 мм .
Виконавчий розмір dк діаметра калібру-пробки табл. 2 :
dк = 17,9980-0,003 мм .
Граничний розмір dк знос зношеного калібру по діаметрі :
dк знос = 17,9920 мм .
Виконавчий розмір Нк вибираємо по табл. 8 у графі ГОСТ 23360, тому що шпонка призматична :
Нк = 20,5 h12 (-0,210) мм .
6.2 Вибираємо допуск симетричності шпонки калібру відносно вісі поверхні dк шпонкового калібру-пробки с.6, табл. 3 ГОСТ 24109 :
Тs = 0,016 мм.
6.3 Будуємо схеми розташування полів допусків.
6.3.1 Будуємо схему розташування полів допусків отвору і шпонкового калібру-пробки по параметру bк . Для цього вибираємо с.4, табл. 2 ГОСТ 24109 :
zb = 6 мкм = 0,006 мм
ув = 12 мкм = 0,012 мм
Нв = 4 мкм = 0,004 мм
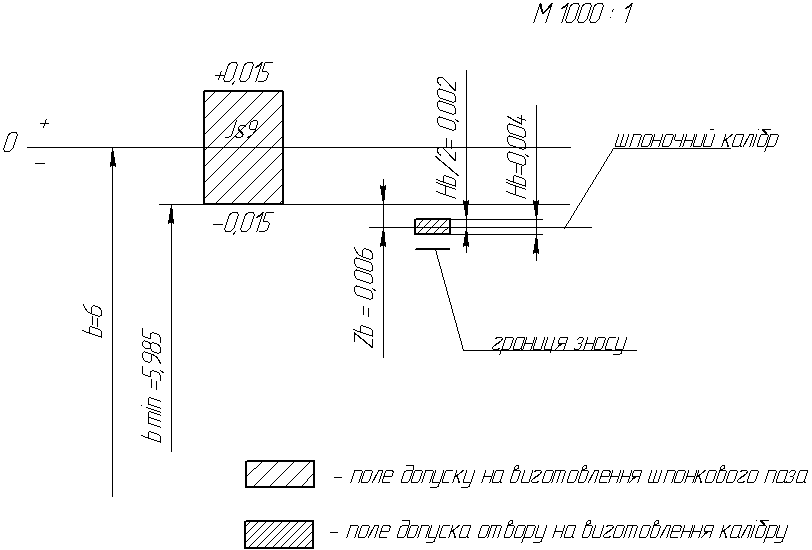
Рисунок 6.3 – схема розташування полів допусків отвору і
шпонкового калібру-пробки по параметру bк.
6.3.2 Будуємо схему розташування полів допусків отвору і шпонкового калібру-пробки по параметру dк . Для цього вибираємо а = z – величина визначальна границю зносу, вибирається по ГОСТ 24109.
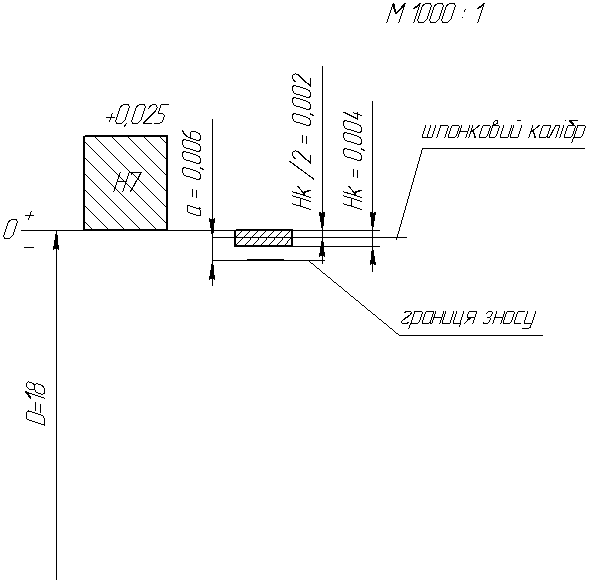
Рисунок 6.4 - схему розташування полів допусків отвору і
шпонкового калібру-пробки по параметру dк .
6.4 Конструкція і розміри калібру по ГОСТ 24110. Приклад виконання кресленика калібру дивись Додаток Д.
Приклад 7. Розрахувати виконавчі розміри шпонкового калібр-призми для контролю паза розміром 8Н9 вала діаметром 25h9.
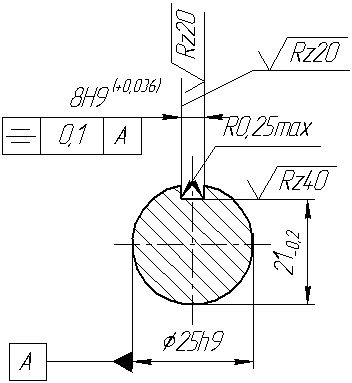
Рисунок 7.1 – Ескіз шпонкового паза на валу.
Шпонковий калібр-призма контролює допуск симетричності розташування шпонкового паза 8Н9 щодо зовнішньої поверхні діаметром 25h9.
bк – номінальна товщина контрольної шпонки калібр-призми;
С – величина, що визначає глибина входження шпонкового калібр-призми в шпонковий паз вала.
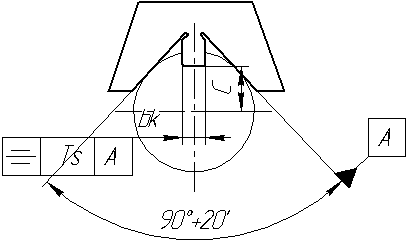
Рисунок 7.2 – Ескіз шпонкового калібр-призма.
7.1 Виконавчі розміри калібру визна чаємо по формулах приведеним у таблиці 1 ГОСТ 24109.
Hb
bк = bміп – Zb + -------- , (7.1)
2
bк знош = bміп – Yb , (7.2)
де bк - найбільший граничний розмір нового калібру, мм;
bміп – найменша ширина шпонкового паза вала, мм. bміп = 8 мм;
Zb – відстань від середини поля допуску на виготовлення калібру до найменшого розміру паза вала, ГОСТ 24109, с.4, табл. 2. Zb = 0,006 мм;
Hb – допуск на виготовлення калібр-призми по товщині шпонки bк.
ГОСТ 24109, с.4, табл. 2. Hb = 0,004 мм;
Yb – припустимий вихід зношеного розміру bк за межи поля допуску розміру паза В. ГОСТ 24109, с.4, табл. 2. Yb = 0,012 мм.
Тоді
0,004
bк = 8 – 0,006 + ---------- = 7,996 мм
2
bк знош = 8 – 0,012 = 7,988 мм
Виконавчий розмір bк = 7,996-0,004 мм.
7.2 Визначаємо розмір С :
d
С = ----- - t1 + r , (7.3)
2
де d= 25 мм – номінальний діаметр вала;
t1 = 4 мм – глибина паза вала, див. рисунок 7.1;
r = 0,25 мм – максимальне значення радіуса заокруглення шпонкового паза вала.
С = 25 / 2 – 4 + 0,25 = 8,75 мм .
Граничні відхилення на величину С встановлюємо по ГОСТ 24109, табл. 1 - js12 .
Отже, С = 8,75 js12 (±0,075) .
7.3 Допуск симетричності шпонки калібру щодо площини симетрії базових поверхонь А шпонкового калібр-призми визначаємо по ГОСТ 24109, с.6, табл. 3 і проставляємо на рисунку 7.2
TS = 0,006 мм .
7.4 Будуємо схему розташування полів допусків ширини паза вала і ширини калібру по bк .
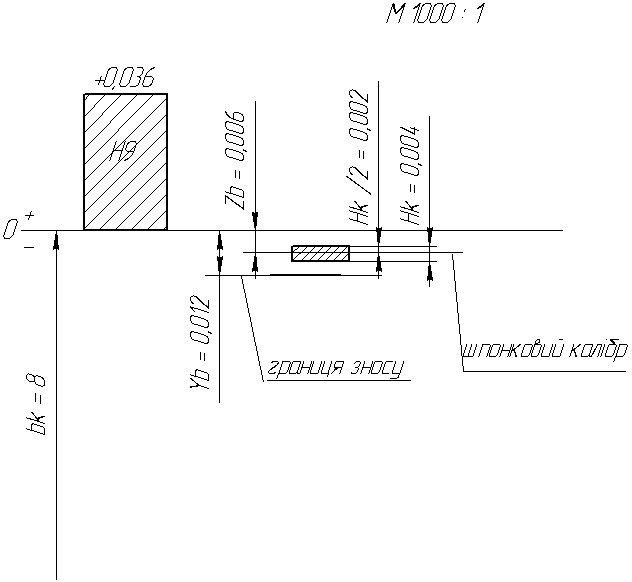
Рисунок 7.3 – Схема розташування полів допусків.
7.5 Конструкція і розміри шпонкового калібр-призми встановлюється ГОСТ 24114. Приклад виконання кресленика дивись рисунок 7.4 і 7.5.
Рисунок 7.4 – Специфікація калібр-призьми для перевірки шпонкового пазу.
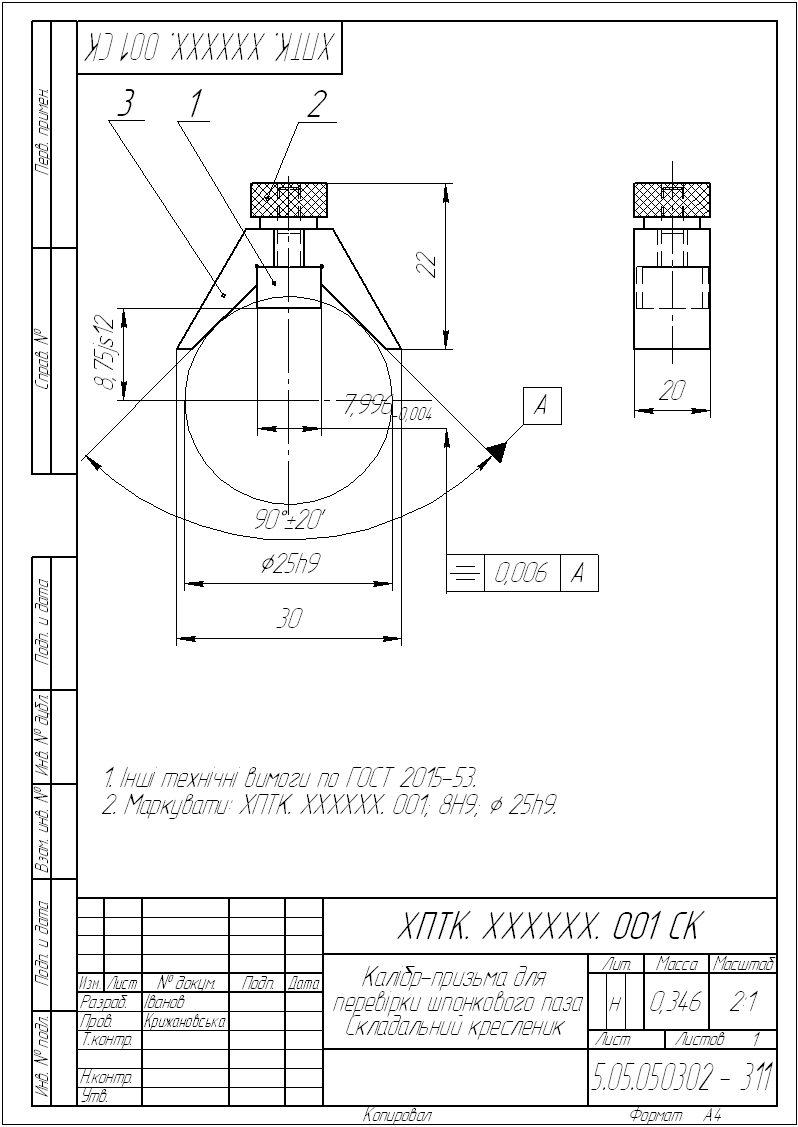
Рисунок 7.5 – Складальний кресленик калібр-призьми для перевірки
шпонкового паза.

Рисунок 6.5 – Специфікація калібр-пробки для контролю
розташування паза.
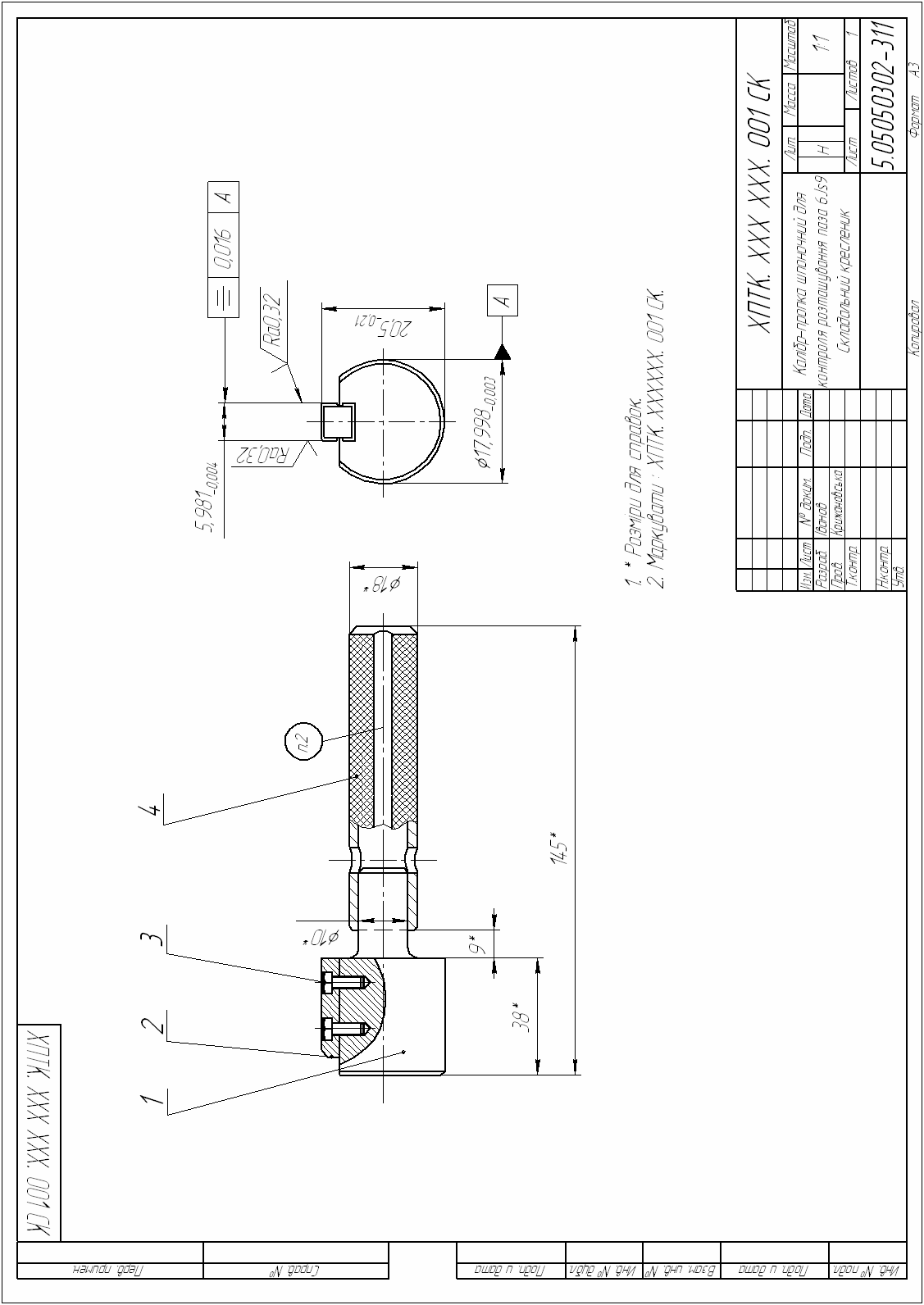
Рисунок 7.6 – Складальний кресленик калібр-пробки шпонкового для
контроля розташування паза.
Приклад 8.Розрахувати виконавчі розміри шліцьового калібр-пробки для контролю шліцьового отвору зображеного на рисунку 8.1:
d – 8 x 36H7 x 40H12 x 7D9
звідкіля центруючий внутрішній діаметр d , z = 8; d = 36H7; D = 40H12; b = 7D9
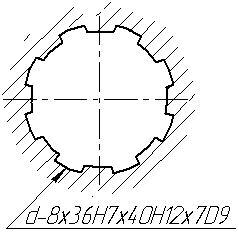
Рисунок 8.1 – Ескіз шліцьового отвору.
Для контролю заданого отвору застосовують шліцьовий комплексний калібр-пробку у відповідності з ГОСТ 7951, рис.1.
8.1 Розміри калібр-пробки визначаємо за формулами, вказаними в ГОСТ 7951, с.3, табл. 1:
Hd
dk = dmin – Zd граничні відхилення ±------- , (8.1)
2
dk-w = dmin – Yd , (8.2)
HD’
Dk = Dmin – ZD’ граничні відхилення ±------- , (8.3)
2
HB
Bk = Bmin – ZB граничні відхилення ±------- , (8.4)
2
Bk-w = Bmin – YB , (8.5)
де dk - номінальний внутрішній діаметр калібр-пробки, мм;
dmin = 36 мм – найменший діаметр отвору;
Zd , ZD’ , ZB – відстані від середини поля допуску на виготовлення калібр-пробки до відповідного граничного розміру отвору, мм. Визначають по ГОСТ 7951, с. 4,6,9 табл.2
Zd = 0,0085 мм, ZD’ = 0,080 мм, ZB = 0,012 мм;
Yd , YB – допустимий вихід розміру зношеного калібр-пробки за межу поля допуску отвору, мм. Вибираємо ГОСТ 7951, с. 4,6 по табл. 2,3.
Yd = 0,019мм, YB = 0,018 мм;
Hd = 0,007 мм – допуск на виготовлення калібр-пробки по центруючому діаметру;
HD’ = 0,025 мм – допуск на виготовлення калібр-пробки по нецентруючому діаметру D. ГОСТ 7951, с.9, табл. 6;
HB = 0,004 мм – допуск на виготовлення калібр-пробки по товщині зубців. ГОСТ 7951, с.5, табл. 3;
dk-w – граничний розмір виготовлення внутрішнього діаметру калібр-пробки, мм;
Bk-w – граничний розмір зношеної товщини зубця калібр-пробки,мм;
Dk – номінальний зовнішній діаметр калібр-пробки, мм;
Bk – номінальна товщина зубця калібр-пробки, мм.
Тоді
dk = 36 – 0,0085 = 35,9915 ± 0,0035 мм ,
dk-w = 36 – 0,019 = 35,981 мм ,
Dk = 40 – 0,080 = 39,92 ± 0,0125 мм ,
Bk = 7,04 – 0,012 = 7,028 ± 0,002 мм ,
Bk-w = 7,04 – 0,018 = 7,022 мм .
8.2 Визначаємо виконавчі розміри.
Виконавчим розміром для калібр-пробки є найбільший граничний розмір з допуском в мінус.
Тоді
dk викон = 35,9915 + 0,0035 = 35,995-0,007 мм ,
Dk викон = 39,92 + 0,0125 = 39,932-0,025 мм ,
Bk викон = 7,028 + 0,002 = 7,03-0,004 мм .
8.3 Будуємо схему розташування полів допусків. Дивись рисунок 8.3.
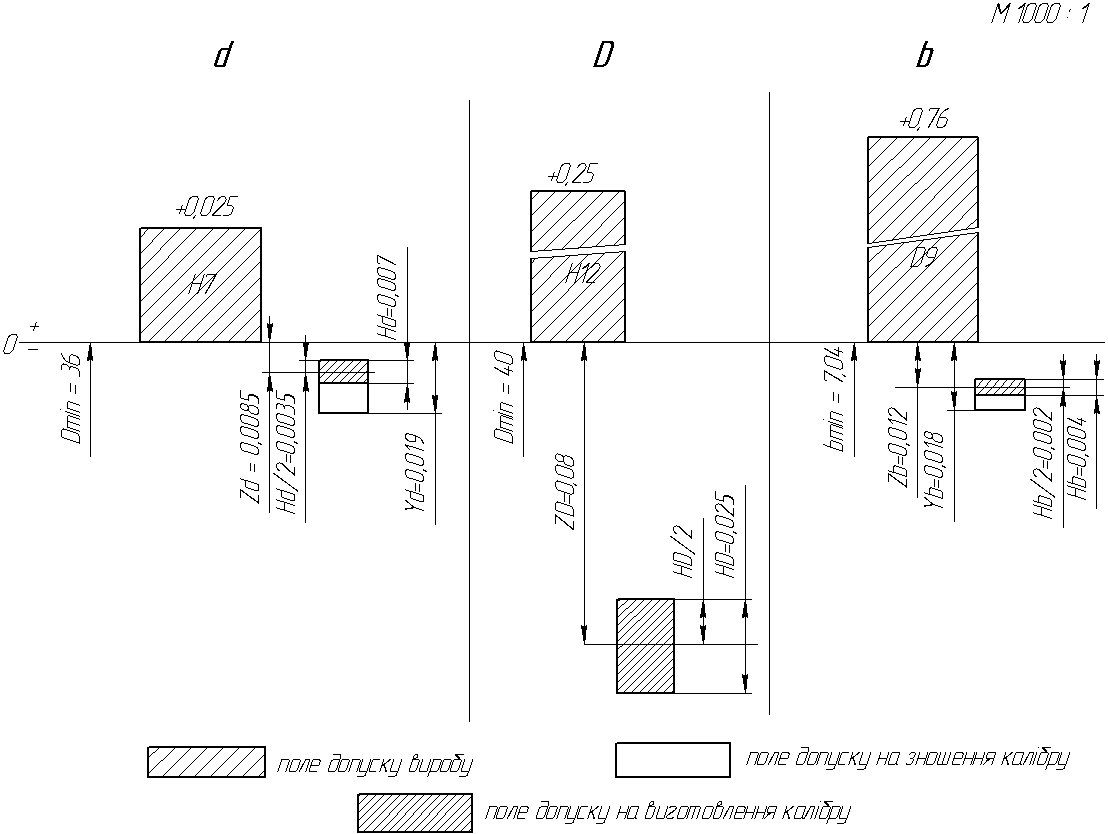
Рисунок 8.2 – Схема розташування полів допусків.
8.4 Конструкція і розміри шліцьового калібр-пробки встановлюємо по ГОСТ 24960. Приклад виконання кресленика шліцьової калібр-пробки рисунок 8.4 і 8.5.
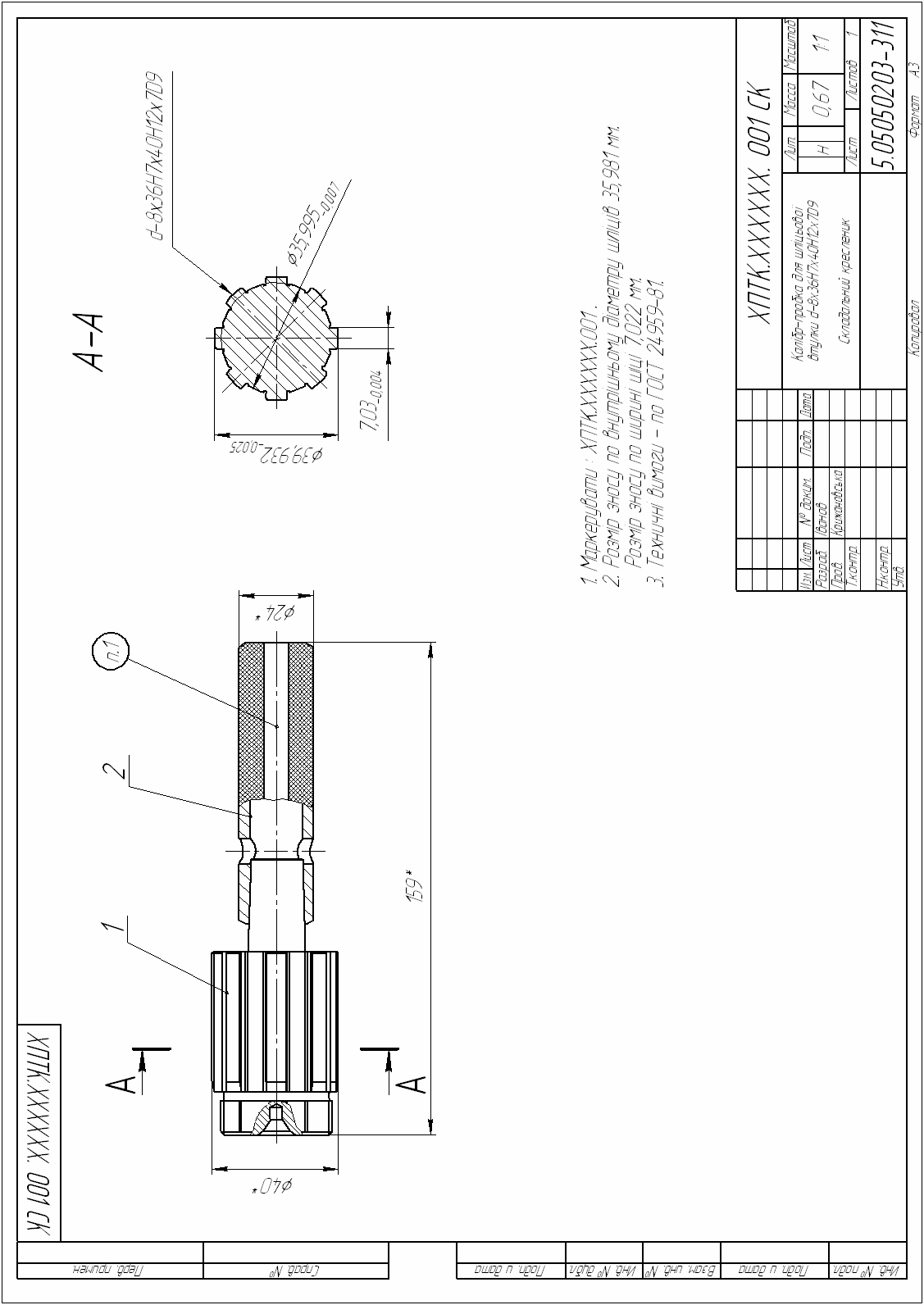
Рисунок 8.3 – Складальний кресленик калібр-пробки шліцьової
прямобічної для шліцьової втулки d-8x36H7x40H12x7D9.
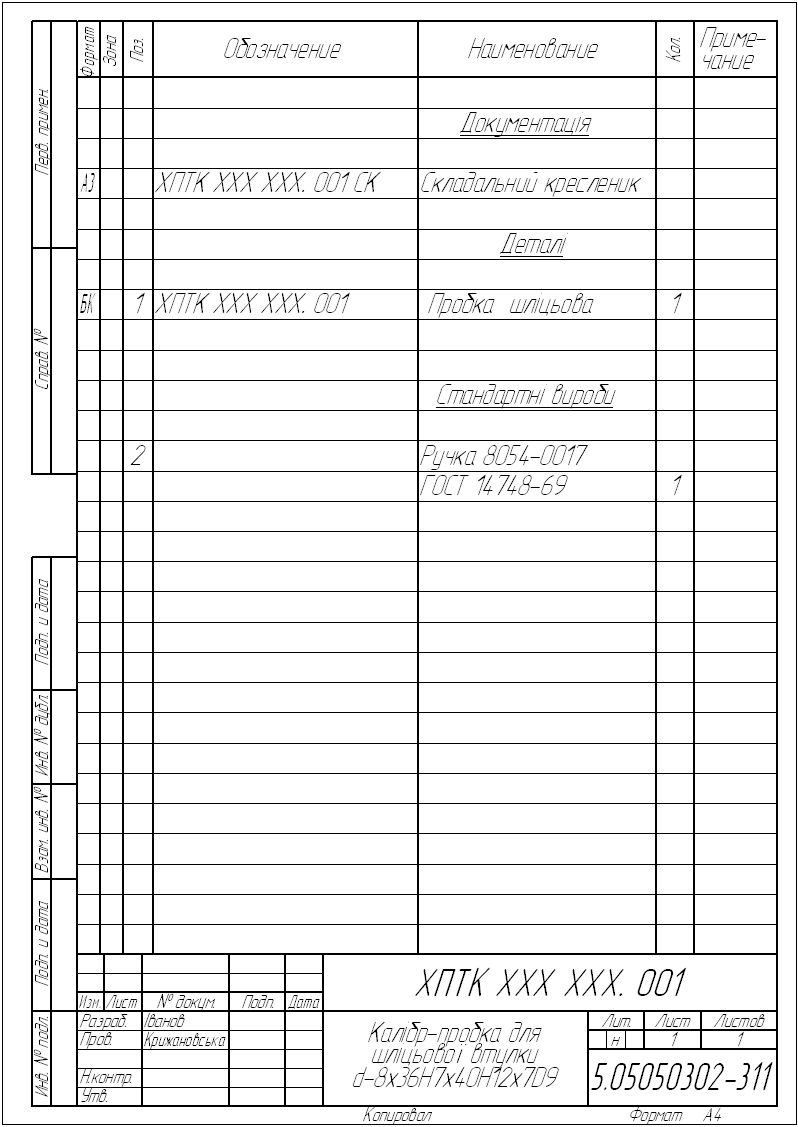
Рисунок 8.4 – Специфікація калібр-пробки шліцьової
прямобічної для шліцьової втулки d-8x36H7x40H12x7D9.