

Контрольные вопросы
В каких квалитетах предусмотрены переходные посадки и почему?
2. Перечислите области техники, в которых предпочтительно предусматривать переходные посадки.
3. Выполните анализ посадок H/n; H/m; H/k и H/js для квалитета и номинального размера вашего задания. Что для них характерно?
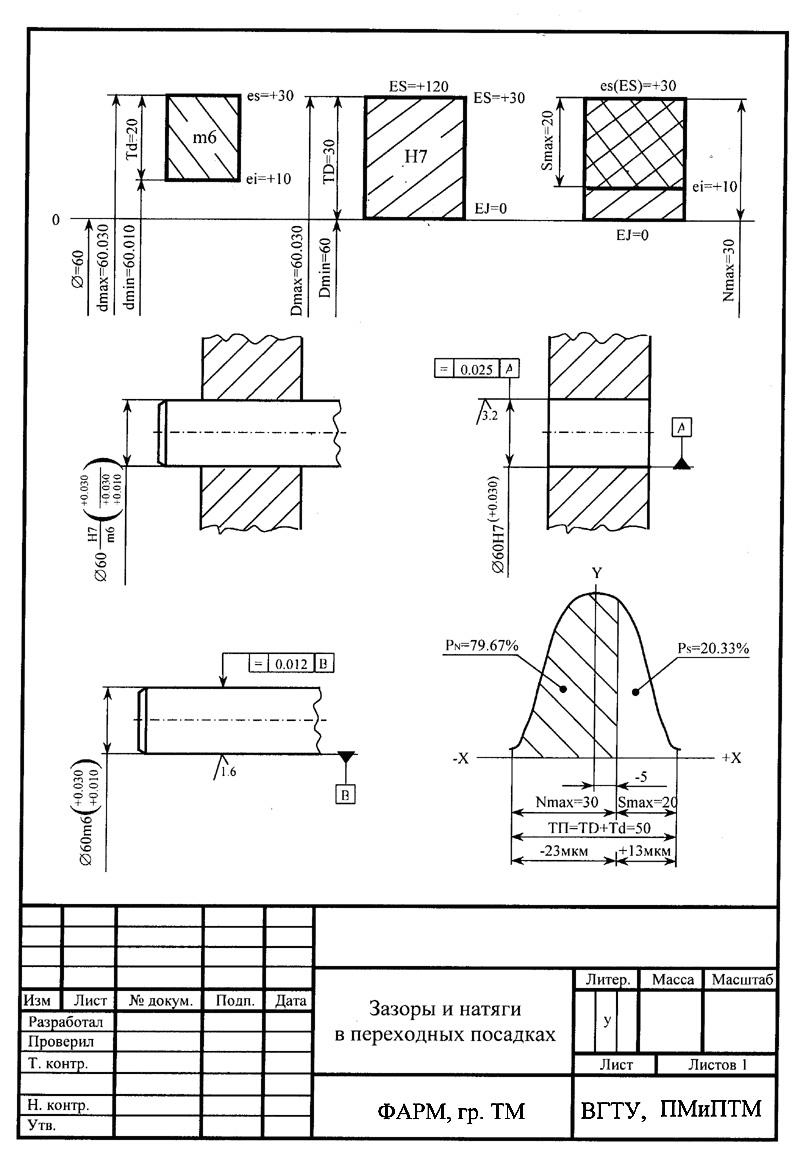
Рис. 10. Схема полей допусков, зазоры и натяги в переходных посадках, эскизы сопряжения и его деталей
2. Определение элементов соединений, подвергаемых селективной сборке
Сущность метода селективной сборки заключается в изготовлении деталей со сравнительно широкими допусками, выбираемых из стандартов, с последующей их сортировкой на равное число групп с более узкими групповыми допусками и сборке деталей (после комплектования) по одноименным группам.
Селективную сборку целесообразно применять при равенстве допусков отверстия и вала, т.е. TD = Td.
В этом случае
![]() ,
,
где n– число групп сортировки;
![]() –групповые допуски
отверстия и вала.
–групповые допуски
отверстия и вала.
Селективную сборку
применяют в сопряжениях деталей как с
зазором, так и с натягом. Практически
число групп сортировки ограничивают
величиной
![]() ,
т.к. дальнейшее их увеличение усложняет
контроль (требуется большой штат
контролеров, более точные измерительные
средства), растет трудоемкость процесса
сборки.
,
т.к. дальнейшее их увеличение усложняет
контроль (требуется большой штат
контролеров, более точные измерительные
средства), растет трудоемкость процесса
сборки.
Применение селективной сборки целесообразно в массовом и крупносерийном производствах для соединений высокой точности, когда дополнительные затраты на сортировку, маркировку, сборку и хранение деталей по группам окупаются высоким качеством изделий.
Цель работы:
1. Усвоить сущность метода селективной сборки соединений.
2. Научиться определять предельные размеры деталей, входящих в каждую размерную группу, групповые зазоры, натяги и допуски деталей.
Вариант задания выбирается из табл. 8.
Таблица 8
|
Посадка |
H10/d10 |
H11/p11 |
H10/cd10 |
H9/r9 |
D11/h11 | |||||
|
n–кол-во групп сортировки |
4 |
5 |
4 |
5 |
4 | |||||
|
Вариант |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
0 |
|
1 |
120 |
130 |
80 |
83 |
50 |
55 |
250 |
255 |
400 |
410 |
|
2 |
125 |
135 |
85 |
87 |
53 |
60 |
230 |
235 |
420 |
430 |
|
3 |
140 |
145 |
90 |
93 |
62 |
65 |
240 |
245 |
440 |
450 |
|
4 |
150 |
155 |
100 |
103 |
67 |
70 |
250 |
255 |
460 |
470 |
|
5 |
160 |
165 |
105 |
107 |
72 |
73 |
300 |
310 |
480 |
490 |
|
6 |
170 |
175 |
110 |
114 |
75 |
78 |
315 |
320 |
405 |
415 |
|
7 |
180 |
123 |
115 |
82 |
80 |
85 |
325 |
330 |
425 |
435 |
|
8 |
168 |
133 |
116 |
86 |
90 |
95 |
335 |
340 |
445 |
455 |
|
9 |
152 |
138 |
88 |
92 |
100 |
105 |
345 |
350 |
465 |
475 |
|
0 |
128 |
142 |
120 |
17 |
110 |
120 |
355 |
360 |
485 |
500 |
Пример расчета
Дано:
номинальный размер соединения
75 мм,
поле допуска отверстия Н10
 ,
поле допуска валаd10
,
поле допуска валаd10 ,
количество группn
= 4.
,
количество группn
= 4.
Величины допусков, величина и знаки основных и предельных отклонений размеров вала и отверстия (прил. ) даны в табл. 9.
Таблица 9
|
Допуск |
TD = 120 мкм |
Td = 120 мкм |
|
Основное отклонение |
EJ = 0 |
es = - 100 мкм |
|
Верхнее отклонение |
ES = + 120 мкм |
es = - 100 мкм |
|
Нижнее отклонение |
EJ = 0 |
ei = - 220 мкм |
Обозначение
посадки: 75 .
.
Предельные размеры и допуски вала и отверстия:
Smax = D + ES = 75 + 0,120 = 75,120 мм;
Smin = D + EJ = 75 + 0 = 75 мм;
dmax = d + es = 75 – 0,100 = 74,900 мм;
dmin = d + ei = 75 – 0,220 = 74,780 мм;
TD = Dmax - Dmin = 75,120 – 75 = 0,120 мм;
Td = dmax – dmin = 74,900 – 74,780 = 0,120 мм.
Предельные зазоры:
Smax = Dmax - dmin = 75,120 – 74,780 = 0,340 мм;
Smax = ES – ei = +120 – (-220) = 340 мкм = 0,340 мм;
Smin = Dmin - dmin = 75 – 74, 900 = 0,100 мм;
Smin = EJ - es = 0 – (-100) = 100 мкм = 0,100 мм.
Групповые допуски вала и отверстия:
![]() мкм= 0,030мм;
мкм= 0,030мм;
![]() мкм= 0,030мм.
мкм= 0,030мм.
Вычислив групповые допуски и построив схему полей допусков исходной посадки (рис. 11), разбиваем каждое поле допуска на 4 группы.
По схеме поля допуска определяем предельные групповые размеры деталей и заполняем карту сортировщика (табл. 10).
Групповые зазоры:
![]() =
75,030 – 74,780 = 0,250 мм;
=
75,030 – 74,780 = 0,250 мм;
 = 75 – 74, 810 = 0,190 мм.
= 75 – 74, 810 = 0,190 мм.
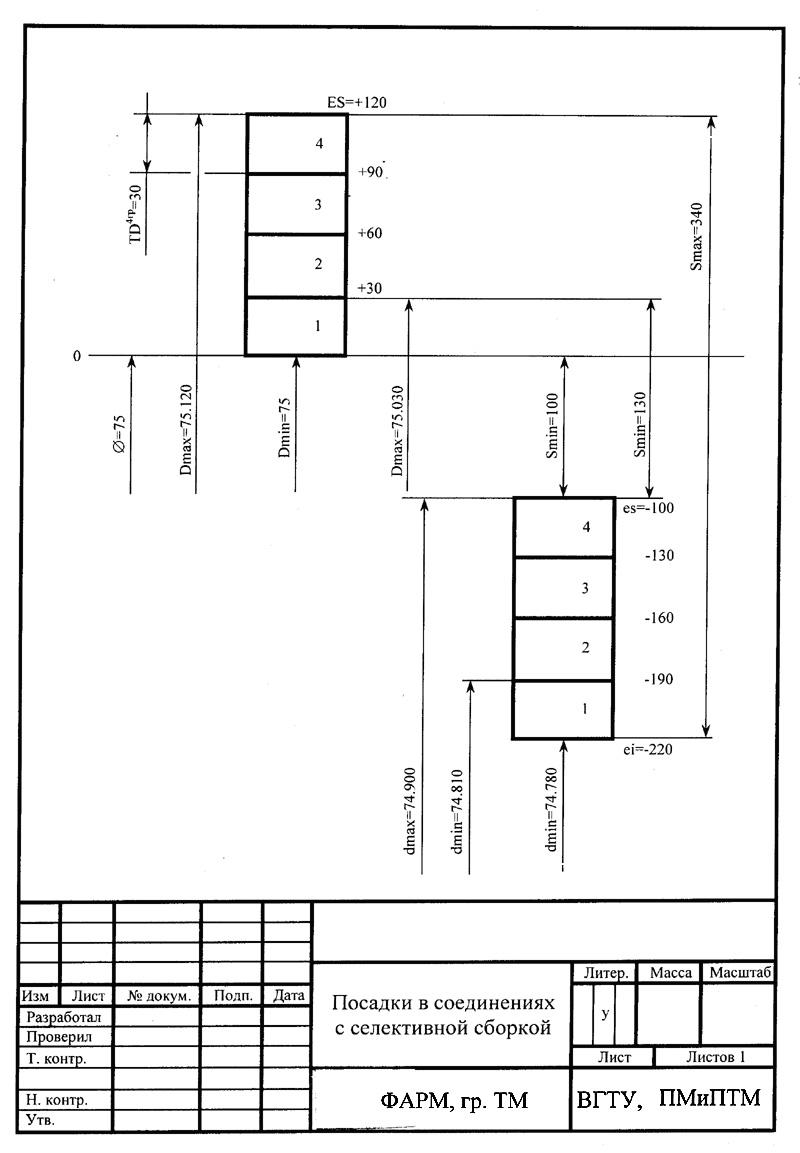
Рис. 11. Посадки в соединениях с селективной сборкой
Для остальных групп зазоры будут иметь такую же величину, например для группы № 3:
![]() = 75,090 – 74,840 = 0,250
мм;
= 75,090 – 74,840 = 0,250
мм;
 = 75,060 – 74,870 = 0,190
мм.
= 75,060 – 74,870 = 0,190
мм.
Таблица 10