

Посадки. Общие сведения
Посадки образуются путем сочетания полей допусков отверстия и вала. Посадки делятся на три группы: 1) посадки с зазором, при которых обеспечивается зазор в соединении;
2) посадки с натягом, при которых обеспечивается натяг в соединении; 3) переходные посадки, при которых возможно получение как натягов, так и зазоров.
На рис. 3 показано положение полей допусков отверстия и вала при различных посадках в системе отверстия.
При графическом изображении поле допуска отверстия для посадок с зазором расположено над полем допуска вала, для посадок с натягом поле допуска отверстия расположено под полем допуска вала.
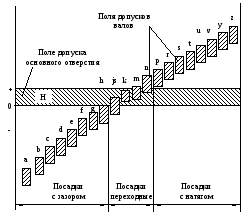
Рис. 3. Положение полей допусков отверстия и вала
в системе отверстия
Обозначают посадку в виде дроби после указания номинального размера соединения. В числителе ставят обозначение поля допуска отверстия, в знаменателе – обозначение поля допуска вала. Расположение поля допуска относительно нулевой линии принято обозначать буквой (или двумя буквами) латинского алфавита. Ширина поля допуска определена указанием номера квалитета (степени точности) цифрой рядом с буквенным обозначением поля допуска.
Например: 15H7/h6 или 20G7/h6. Первая посадка принята в системе отверстия, вторая – в системе вала. Отверстие в системе отверстия называют основным и его поле допуска обозначают буквойHпри обозначении любых посадок. В системе вала вал называют основным и его поле допуска обозначают буквойhпри обозначении любых посадок.
Допуск посадки – это разность между наибольшим и наименьшим зазором (в посадках с зазором) или наибольшим и наименьшим натягом (в посадках с натягом). Допуск посадки всегда положительное число. Для любых посадок допуск посадки равен сумме допусков отверстия и вала:
TS = Smax – Smin = TD + Td ;
TN = Nmax – Nmin = TD + Td .
Для переходных посадок допуск посадки можно вычислить по формуле
TS = TN = TD + Td.
1.1. Расчет и выбор посадок с зазором
Разнообразны условия работы подвижных соединений, например, шейка коленчатого вала – вкладыш; поршень – гильза; поршневой палец – втулка шатуна одного и того же двигателя внутреннего сгорания заметно отличаются одно от другого по характеру взаимного перемещения деталей, температурному режиму, способу подвода смазки, направлению действия нагрузки.
В состоянии покоя под действием силы тяжести вал находится в крайнем положении. При вращении силы трения увлекают смазку в узкую клинообразную щель между валом и отверстием.
Под действием возникающего в клине давления при определенном соотношении размеров соединения (частоты вращения, вязкости смазки и давления) вал как бы всплывает, опираясь на масляный клин и несколько смещаясь в сторону вращения.

|
Рис. 4. Положение вала в соединении вал-подшипник скольжения |
Рис. 5. Процесс увеличения зазора во времени |
Соотношение между величинами hиSв подшипниках конечной длины выражается зависимостью
![]() ,
,
где h– толщина масляного слоя в месте наибольшего сближения поверхностей вала и подшипника в рабочем состоянии,м;
S– зазор между валом и подшипником в состоянии покоя,м;
dном– номинальный диаметр соединения,м;
ℓ – длина подшипника, м;
ω– угловая скорость, 1/с;
η – абсолютная вязкость смазочного масла при рабочей температуре,Па·с;
Р– среднее удельное давление в подшипнике,Па, определяемое через нагрузкуR, Н, на цапфу из выражения
![]() .
.
Известно, что если при установившемся движении
h= 0,25S,
то коэффициент трения получается min, следовательно, и тепловой режим работы подшипника будет наилучшим. Подставив это значениеhв формулу, найдем значение наивыгоднейшего зазора,м:
 .
.
Следует учитывать, что в процессе работы изнашиваются поверхности вала и отверстия, в результате чего зазор увеличивается:
t1– период приработки – зазор быстро нарастает из-за сглаживания шероховатостей, выравнивания погрешностей формы.
t2– время нормальной работы сопряжения. Зазор в это время нарастает сравнительно медленно, прямо пропорционально времени работы.
t3– резкое увеличение зазора, нарушается нормальная работа сопряжения, что может привести к аварии. Окончание периода нормальной работы (эксплуатация) сопряжения называется предельно допустимым зазором (Sпред. доп.).
Долговечность соединения может быть увеличена за счет уменьшения начального зазора (Sнач.). Поэтому целесообразно начальный зазор уменьшить на сумму высот шероховатостей вала и отверстия, что обеспечит больший технический ресурс сопряжения.
Учитывая, что в процессе приработки высота шероховатости уменьшается на 0,7 от первоначальной, расчетный зазор, по которому следует выбирать посадку, можно определить из выражения
Sрасч =Sнаивыч – 1,4 (RzD+Rzd).
Чтобы большая часть сопряжений при сборке имела зазор, близкий к расчетному, при выборе стандартной посадки необходимо выдержать условие
Sср.ст. ≈Sрасч.,
поскольку в этом случае средний зазор в сопряжении будет являться наиболее вероятным. Однако условие выбора посадки должно быть записано так:
Sср.ст. ≤Sрасч.
Посадку выбирают в первую очередь из числа предпочтительных, помня, что для соединения вал – подшипник скольжения посадки с Smin= 0 применять нельзя.
Выбранную посадку необходимо проверить, исходя из условия обеспечения minслоя смазки при наиболее неблагоприятных условиях. В этом случае
![]() .
.
Чтобы избежать сухого трения, minтолщина масляного слоя должна быть больше суммы высот шероховатостей вала и отверстия
hmin >RzD +Rzd.
Если оба условия выдерживаются, посадка выбрана правильно. Если посадка не удовлетворяет второму условию, нужно выбрать другую посадку и вновь произвести проверку. Только если ни одна из предпочтительных посадок не удовлетворяет обоим условия, следует выбирать посадку из числа рекомендуемых. Шероховатости для сопряжений типа вал – подшипник скольжения имеют оптимальные значения Rz = =1.6 ÷ 6.3мкм.
Таблица 1
Варианты заданий для расчета посадки с зазором
|
№ вар.
|
d
|
1
|
п
|
R
|
Rzr
|
RzA
|
Тип масла
|
t°C
|
Материал
| |
|
мм
|
мм
|
об/мин
|
кН
|
MKM
|
MKM
|
вала
|
втул-ки
| |||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
1
|
35
|
30
|
500
|
1,25
|
1,25
|
1,5
|
Индуст. 12
|
50
|
Сталь 30 |
Бронза БрОЦС 6-6-3 |
|
2
|
35
|
35
|
500
|
1,25
|
1,25
|
1,5
|
-
|
50
| ||
|
3
|
35
|
40
|
500
|
1,30
|
1,30
|
1,5
|
-
|
50
| ||
|
4
|
40
|
35
|
550
|
1,30
|
1,30
|
1,5
|
Индуст. 20
|
50
| ||
|
5
|
40
|
40
|
550
|
1,30
|
1,30
|
2,0
|
-
|
55
| ||
|
6
|
45
|
45
|
550
|
1,30
|
1,30
|
2,0
|
-
|
55
| ||
|
7
|
45
|
40
|
600
|
1,40
|
1,40
|
2,0
|
Индуст. 30
|
60
|
Сталь 35 |
Бронза БрАЖ 9-4 |
|
8
|
50
|
45
|
600
|
1,40
|
1,40
|
2,0
|
-
|
60
| ||
|
9
|
50
|
50
|
600
|
1,40
|
1,45
|
2,5
|
-
|
60
| ||
|
10
|
55
|
45
|
650
|
1,50
|
1,45
|
2,5
|
-40
|
65
| ||
|
11
|
55
|
50
|
650
|
1,50
|
1,50
|
2,5
|
-
|
65
| ||
|
12
|
60
|
55
|
650
|
1,50
|
1,50
|
2,5
|
-
|
65
| ||
|
13
|
60
|
60
|
700
|
2,00
|
1,60
|
3,0
|
Индуст. 50
|
70
|
Сталь 40 |
Латунь ЛАЖМц 66-6-3-2 |
|
14
|
65
|
55
|
700
|
2,00
|
1,60
|
3,0
|
-
|
70
| ||
|
15
|
65
|
60
|
700
|
2,00
|
1,65
|
3,0
|
-
|
70
| ||
|
16
|
70
|
65
|
750
|
2,00
|
1,65
|
3,0
|
Турб.22
|
50
| ||
|
17
|
70
|
70
|
750
|
3,00
|
1,70
|
3,5
|
-
|
50
| ||
|
18
|
75
|
75
|
750
|
4,00
|
1,70
|
3,5
|
-
|
50
| ||
|
19
|
75
|
80
|
800
|
5,00
|
1,75
|
3,5
|
Турб. 30
|
55
|
Сталь 45 |
Латунь ЛМц 58-2-2 |
|
20
|
80
|
85
|
800
|
6,00
|
1,75
|
3,5
|
-
|
55
| ||
|
21
|
80
|
90
|
800
|
8,00
|
1,80
|
4,0
|
-
|
55
| ||
|
22
|
85
|
95
|
850
|
10,0
|
1,80
|
4,0
|
Турб.46
|
60
| ||
|
23
|
85
|
100
|
850
|
12,0
|
1,85
|
4,0
|
-
|
60
| ||
|
24
|
90
|
105
|
850
|
13,0
|
1,85
|
4,0
|
-
|
60
| ||
|
Продолжение табл. 1 | ||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
25
|
90
|
110
|
900
|
15,0
|
1,9
|
3,5
|
Турб.57
|
65
|
Сталь 50 |
Бронза БрОЦС 6-6-3 |
|
26
|
95
|
115
|
900
|
17,0
|
1,9
|
3,5
|
-
|
65
| ||
|
27
|
95
|
120
|
900
|
18,0
|
2,0
|
3,5
|
-
|
65
| ||
|
28
|
100
|
125
|
950
|
19,0
|
2,0
|
4,0
|
Моторн. Т |
70
| ||
|
29
|
100
|
130
|
950
|
20,0
|
2,5
|
4,0
|
-
|
70
| ||
|
30
|
110
|
135
|
950
|
21,0
|
2,5
|
4,0
|
-
|
70
| ||
|
31
|
45
|
30
|
500
|
1,35
|
1,20
|
1,40
|
Индуст. 20
|
50
|
Сталь 50 |
Бронза БрАЖ 9-4 |
|
32
|
40
|
35
|
500
|
1,35
|
1,20
|
1,40
|
50
| |||
|
33
|
40
|
40
|
500
|
1,30
|
1,20
|
1,40
|
50
| |||
|
34
|
35
|
35
|
450
|
1,30
|
1,30
|
1,80
|
-
|
55
| ||
|
35
|
35
|
40
|
450
|
1,25
|
1,30
|
1,80
|
-
|
55
| ||
|
36
|
35
|
45
|
450
|
1,25
|
1,30
|
1,80
|
-
|
55
| ||
|
37
|
60
|
40
|
550
|
1,50
|
1,30
|
1,80
|
Индуст. 50
|
60
|
Сталь 45 |
Бронза БрОЦС 6-6-3 |
|
38
|
55
|
45
|
550
|
1,50
|
1,35
|
1,90
|
60
| |||
|
39
|
55
|
50
|
550
|
1,50
|
1,35
|
1,90
|
60
| |||
|
40
|
50
|
45
|
600
|
1,40
|
1,35
|
1,90
|
-
|
65
| ||
|
41
|
50
|
50
|
600
|
1,40
|
1,40
|
2,00
|
-
|
65
| ||
|
42
|
45
|
55
|
600
|
1,40
|
1,40
|
2,00
|
-
|
65
| ||
|
43
|
75
|
60
|
650
|
4,00
|
1,50
|
2,5
|
Турб. 22
|
50
|
Сталь 40 |
Бронза БрОЦС 6-6-3 |
|
44
|
70
|
55
|
650
|
3,00
|
1,50
|
2,5
|
50
| |||
|
45
|
70
|
60
|
650
|
2,00
|
1,50
|
2,5
|
-
|
50
| ||
|
46
|
65
|
65
|
700
|
2,00
|
1,60
|
3,0
|
-
|
60
| ||
|
47
|
65
|
70
|
700
|
2,00
|
1,60
|
3,0
|
-
|
60
| ||
|
48
|
60
|
75
|
700
|
2,00
|
1,60
|
3,0
|
-
|
60
| ||
|
49
|
90
|
80
|
750
|
13,0
|
1,70
|
3,0
|
Турб. 46
|
70
|
Сталь 35 |
Латунь ЛМцОС 58-2-2-2 |
|
50
|
85
|
85
|
750
|
12,0
|
1,70
|
3,0
|
70
| |||
|
51
|
85
|
90
|
750
|
10,0
|
1,70
|
3,0
|
-
|
70
| ||
|
52
|
80
|
95
|
800
|
8,00
|
1,80
|
3,5
|
-
|
60
| ||
|
53
|
80
|
100
|
800
|
6,00
|
1,80
|
3,5
|
-
|
60
| ||
|
54
|
75
|
105
|
800
|
5,00
|
1,80
|
3,5
|
-
|
60
| ||
|
Продолжение табл. 1 | ||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
55
|
110
|
110
|
850
|
21,0
|
1,80
|
3,5
|
Моторн. Т
|
70
|
Сталь 30 |
Латунь ЛМцОС 58-2-2-2 |
|
56
|
100
|
115
|
850
|
20,0
|
1,80
|
3,5
|
70
| |||
|
57
|
100
|
120
|
850
|
19,0
|
1,80
|
3,5
|
-
|
70
| ||
|
58
|
95
|
125
|
900
|
18,0
|
1,90
|
4,0
|
-
|
50
| ||
|
59
|
95
|
130
|
900
|
17,0
|
1,90
|
4,0
|
-
|
50
| ||
|
60
|
90
|
135
|
900
|
15,0
|
1,90
|
4,0
|
-
|
50
| ||
|
61
|
45
|
60
|
400
|
1,50
|
1,30
|
1,50
|
Моторн. Т
|
70
|
Сталь 50 |
Латунь ЛМцОС 58-2-2-2 |
|
62
|
50
|
65
|
400
|
1,50
|
1,30
|
1,50
|
70
| |||
|
63
|
55
|
65
|
450
|
1,50
|
1,30
|
1,30
|
-
|
70
| ||
|
64
|
60
|
65
|
450
|
2,00
|
1,40
|
1,60
|
-
|
60
| ||
|
65
|
60
|
70
|
450
|
2,00
|
1,40
|
1,60
|
-
|
60
| ||
|
66
|
70
|
75
|
500
|
2,00
|
1,40
|
1,60
|
-
|
60
| ||
|
67
|
70
|
80
|
500
|
2,00
|
1,40
|
1,60
|
-
|
65
| ||
|
68
|
70
|
85
|
500
|
2,50
|
1,50
|
1,70
|
-
|
65
| ||
|
69
|
75
|
90
|
600
|
2,50
|
1,50
|
1,70
|
Индуст. 50
|
50
|
Сталь 30 |
Бронза БрАЖ 9-4 |
|
70
|
75
|
95
|
600
|
2,50
|
1,50
|
1,70
|
60
| |||
|
71
|
75
|
100
|
600
|
2,50
|
1,60
|
1,80
|
70
| |||
|
72
|
75
|
105
|
650
|
2,50
|
1,60
|
1,80
|
-
|
60
| ||
|
73
|
80
|
110
|
650
|
3,00
|
1,60
|
1,80
|
-
|
50
| ||
|
74
|
80
|
115
|
650
|
3,00
|
1,80
|
1,90
|
-
|
70
| ||
|
75
|
80
|
120
|
700
|
3,00
|
1,80
|
2,00
|
-
|
60
| ||
|
76
|
35
|
30
|
500
|
1,25
|
1,25
|
1,5
|
Индуст. 12
|
50
|
Сталь 30 |
Бронза БрОЦС 6-6-3 |
|
77
|
35
|
35
|
500
|
1,25
|
1,25
|
1,5
|
-
|
50
| ||
|
78
|
35
|
40
|
500
|
1,30
|
1,30
|
1,5
|
-
|
50
| ||
|
79
|
40
|
35
|
550
|
1,30
|
1,30
|
1,5
|
Индуст. 20
|
50
| ||
|
80
|
40
|
40
|
550
|
1,30
|
1,30
|
2,0
|
-
|
55
| ||
|
81
|
45
|
45
|
550
|
1,30
|
1,30
|
2,0
|
-
|
55
| ||
|
82
|
45
|
40
|
600
|
1,40
|
1,40
|
2,0
|
Индуст. 30
|
60
|
Сталь 35 |
Бронза БрАЖ 9-4 |
|
83
|
50
|
45
|
600
|
1,40
|
1,40
|
2,0
|
-
|
60
| ||
|
84
|
50
|
50
|
600
|
1,40
|
1,45
|
2,5
|
-
|
60
| ||
|
85
|
55
|
45
|
650
|
1,50
|
1,45
|
2,5
|
-40
|
65
| ||
|
86
|
55
|
50
|
650
|
1,50
|
1,50
|
2,5
|
-
|
65
| ||
|
87 |
60 |
55 |
650 |
1,50 |
1,50 |
2,5 |
- |
65 | ||
|
|
|
|
|
|
|
|
|
|
|
|
|
Окончание табл. 1 | ||||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
88
|
60
|
60
|
700
|
2,00
|
1,60
|
3,0
|
Индуст.50
|
70
|
Сталь 40 |
Латунь ЛАЖМц 66-6-3-2 |
|
89
|
65
|
55
|
700
|
2,00
|
1,60
|
3,0
|
-
|
70
| ||
|
90
|
65
|
60
|
700
|
2,00
|
1,65
|
3,0
|
-
|
70
| ||
|
91
|
70
|
65
|
750
|
2,00
|
1,65
|
3,0
|
Турб.22
|
50
| ||
|
92
|
70
|
70
|
750
|
3,00
|
1,70
|
3,5
|
-
|
50
| ||
|
93
|
75
|
75
|
750
|
4,00
|
1,70
|
3,5
|
-
|
50
| ||
|
94
|
75
|
80
|
800
|
5,00
|
1,75
|
3,5
|
Турб. 30
|
55
|
Сталь 45 |
Латунь ЛМц 58-2-2 |
|
95
|
80
|
85
|
800
|
6,00
|
1,75
|
3,5
|
-
|
55
| ||
|
96
|
80
|
90
|
800
|
8,00
|
1,80
|
4,0
|
-
|
55
| ||
|
97
|
85
|
95
|
850
|
10,0
|
1,80
|
4,0
|
Турб.46
|
60
| ||
|
98
|
85
|
100
|
850
|
12,0
|
1,85
|
4,0
|
-
|
60
| ||
|
99
|
90
|
105
|
850
|
13,0
|
1,85
|
4,0
|
-
|
60
| ||
|
100
|
90
|
ПО
|
900
|
15,0
|
1,9
|
3,5
|
Турб.57
|
65
|
Сталь 50 |
Бронза БрОЦС 6-6-3 |
Пример
Подобрать стандартную
посадку с зазором при следующих условиях:
номинальный диаметр соединения d
= 0,045м; длина подшипника (соединения)ℓ = 0,06м;ω = 100рад/c;
динамическая вязкость смазочной жидкости![]() ;
среднее давление на цапфу
;
среднее давление на цапфу![]() ;
высота микронеровностей отверстия
;
высота микронеровностей отверстия![]() ;
высота микронеровностей
;
высота микронеровностей![]() .
.
Решение
1.Определяем значение самого выгодного зазора по формуле

2.Найдем значение расчетного зазора по формуле
![]() .
.
По ГОСТ 25347-92
подберем посадку, удовлетворяющую
условию
![]() .
Из числа предпочтительных посадок в
7-м квалитете наиболее близка к выполнению
условия
.
Из числа предпочтительных посадок в
7-м квалитете наиболее близка к выполнению
условия![]() посадка
посадка
45
 ,
в которой
,
в которой![]()
Средний зазор
![]() .
.
3.Проверим
посадку при неблагоприятных условиях,
т.е. когда зазор наибольший![]() :
:
4.Выполняем проверку на достаточность толщины слоя смазки:
![]()
что свидетельствует о правильно выбранной посадке.
Величину допуска, величину и знаки основных и предельных отклонений сводим в табл. 2.
Таблица 2
|
Параметры размера |
Отверстие |
Вал |
|
Допуск, мкм |
ТД = 25 |
Td = 39 |
|
Основное отклонение, мкм |
EJ = 0 |
es = - 50 |
|
Верхнее отклонение, мкм |
ES = + 25 |
es = - 50 |
|
Нижнее отклонение, мкм |
EJ = 0 |
ei= - 89 |
Обозначение посадки
45 .
.
Предельные размеры вала и отверстия:
Dmax = D+ ES= 45 + 0,025 = 45,025мкм;
Dmin = D+ EJ= 45 + 0 = 45мкм;
dmax = d+ es = 45 – 0,050 = 44,950 мкм;
dmin = d+ ei = 45 – 0,089 = 44,911 мкм.
Допуски размеров вала и отверстия:
TD = ES – EJ= 25 – 0 = 25мкм;
TD = D max – D min= 45,025 – 45 = 0,025мкм;
Td =es – ei = -50 – (- 89) = 39 мкм;
Td = d max – d min = 44,950 – 44,911 = 0,039 мм.
Величины предельных зазоров:
Smax = D max – dmin= 45,025 – 44,911 = 0,114мм;
Smax = ES – ei = + 25 – (- 89) = 114 мкм;
Smax = Dmin – dmax= 45 – 44,950 = 0,050 мм;
Smin=EJ – es = 0 – (- 50) = 50 мкм.
Допуск посадки:
TS = Smax – Smin = 114 – 50 = 64 мм;
TS = TD + Td = 25 + 39 = 64 мм;
Характеристика посадки:
посадка 45 с номинальным размером соединения45 выполнена в системе отверстия, с
зазором, комбинированная по квалитетам
(отверстиеН7, вале8).
с номинальным размером соединения45 выполнена в системе отверстия, с
зазором, комбинированная по квалитетам
(отверстиеН7, вале8).