

Задача № 14
Ремонтное предприятие, занимающееся восстановлением коленчатых валов двигателя наплавкой под слоем флюса, планирует внедрить новую технологию – восстановление коренных и шатунных шеек плазменной наплавкой порошка.
Проведенные испытания показали, что средний ресурс вала при этом может возрасти с 6800 до 8300 мото-ч. Себестоимость восстановления вала увеличится с 12400 до 14500 р.
Предприятие реализует валы, восстановленные наплавкой под слоем флюса, по цене 16000 р. После внедрения новой технологии планируется поднять цену реализации вала до 21000 р. Средний ресурс и цена нового вала составляют соответственно 10 тыс. мото-ч. и 27000 р. Для внедрения новой технологии необходимо приобрести новое оборудование стоимостью 680 тыс. р. Производственную программу восстановления планируется увеличить с 2200 до 2800 штук в год. Требуется:
1. Определить, какой вал предпочтет купить потребитель: новый, восстановленный наплавкой под флюсом, или восстановленный плазменной наплавкой.
2. Определить, выгодна ли для ремонтного предприятия замена наплавки под слоем флюса на плазменную наплавку. Определить рентабельность производства в том и другом случае.
3. Определить срок окупаемости оборудования для плазменной наплавки.
4. Определить коэффициент загрузки установки для плазменной наплавки при ее работе в одну смену, если норма времени на наплавку одного вала составляет 0,4 ч.
5. Сделать вывод о целесообразности замены технологии восстановления коленчатого вала.
6. Разработать структурную схему разборки прихвата:
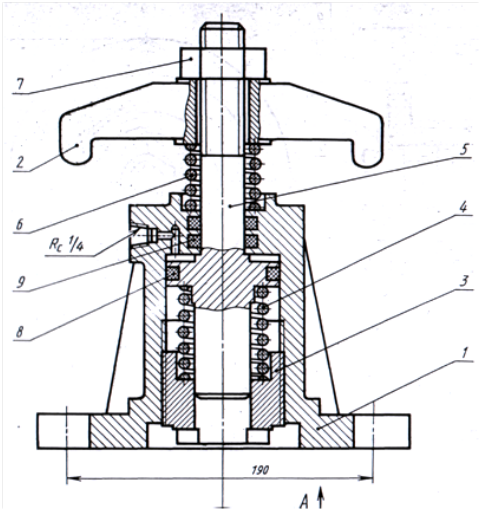
Рис. Прихват
1 – корпус, 2 – прижим, 3 – стакан, 4 – пружина, 5 – поршень, 6 – пружина,
7 – гайка, 8 – кольцо, 9 – кольцо
Задача № 15
Определить допустимый диаметр оси промежуточной шестерни КП трактора Т-54В (деф.2), коэффициент повторяемости дефекта и коэффициент повторяемости годных деталей по данной поверхности. Разработать технологический маршрут устранения дефекта наплавкой в среде СО2.
Исходные данные:
- межремонтный ресурс КП-6000 мото-ч.;
- интенсивность изнашивания оси – 1,2·10-5 мм/ч;
- твердость поверхности оси – HRC40.
Эскиз детали, размеры изнашиваемой поверхности и характер распределения ее износа представлены в табл. 1.
Таблица 1 – Эскиз детали
|
Эскиз детали |
Контролируемый дефект |
Размеры | |
|
номинальный |
предельный | ||
|
|
Износ поверхности под втулку |
|
24,80 |

Характер распределения износов оси по результатам дефектации на ремонтном предприятии представлен в табл. 2.
Таблица 2 – Исходные данные
|
Интервал, мкм |
0…28 |
28…56 |
56…84 |
84…112 |
112…140 |
140…168 |
|
Частота |
5 |
10 |
15 |
20 |
10 |
5 |
Требуется:
1. Построить кривую накопленной опытной вероятности износа оси.
2. Определить предельный износ оси.
3. Определить допустимый износ и допустимый диаметр оси.
4. Определить коэффициент повторяемости дефекта (коэффициент повторяемости деталей, износ которых больше допустимого и требующих ремонта) и коэффициент повторяемости годных деталей.
5. Разработать технологический маршрут устранения дефекта.
6. Выбрать марки наплавочной проволоки из числа имеющихся на складе, которые можно использовать для наплавки:
Нп – 60 Нп – 65 Г
Нп – 60 С Св – 10 .
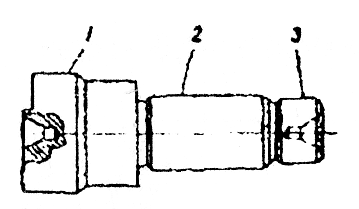
7. Разработать структурную схему разборки амортизатора:
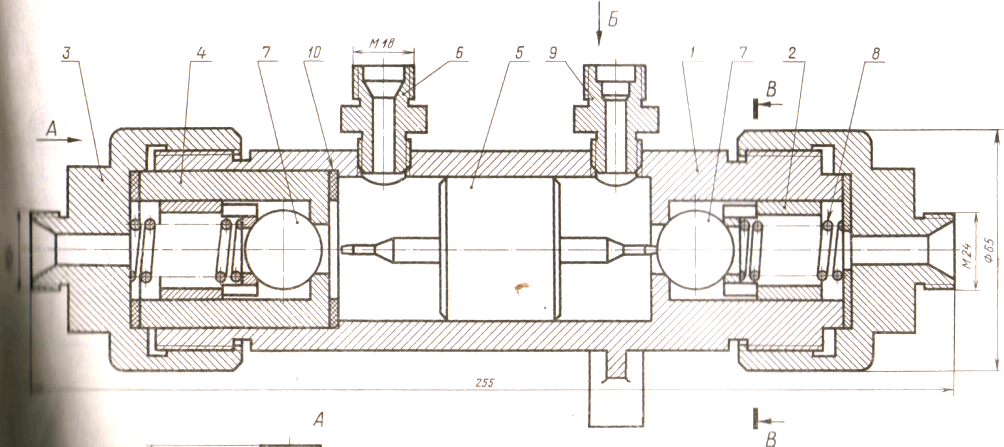
Рис. Гидрозамок
1 – корпус, 2 – седло, 3 – штуцер, 4 – цилиндр, 5 – золотник,
6 – штуцер, 7 – клапан, 8 – пружина, 9 – штуцер, 10 – резиновое уплотнение