

Основные технико-экономические показатели процесса сварки под слоем флюса представлены ниже в таблице.
|
Показатели |
Сварка одной проволокой |
Сварка несколькими проволоками |
|
Диаметр электрода, мм |
1 - 6 |
2 - 6 |
|
Количество электродов |
1 |
2 - 4 |
|
Вылет электрода, мм |
12 - 30 |
15 - 80 |
|
Сила тока, А |
100 - 2000 |
400 - 4600 |
|
Скорость сварки, м/ч |
5 -105 |
12 - 300 |
|
Сварочное напряжение, В |
18 -55 |
18 - 60 |
|
Характеристика источника питания |
жесткая или полого-падающая |
жесткая или пологопадающая |
|
н, г/(ач) |
14 - 20 |
14 - 30 |
|
Количество наплавленного металла, кг/ч |
1 -20 |
2 - 80 |
|
Потери на угар и разбрыз- |
|
|
|
гивание, % |
1 - 3 |
1 - 3 |
Лекция № 20
8.3 Сварочные головки для сварки под слоем флюса
Сварочные головки для сварки под слоем флюса могут работать в режиме принудительного регулирования. В этом случае скорость подачи проволоки изменяется в процессе сварки по определенному закону, в зависимости от колебаний тока в сварочной цепи, напряжения или от другого параметра. Скорость подачи проволоки - не независимый параметр и в типовом блоке режимов может не проставляться или проставляться в виде широкого диапазона, как справочная величина. Широкое распространение получили сварочные головки для сварки под флюсом, работающие по принципу саморегулирования сварочной дуги. При этом методе скорость подачи сварочной проволоки устанавливается заранее и в процессе сварки не меняется (независимый параметр).
При саморегулировании скорость подачи проволоки всегда равна скорости ее плавления. При случайном уменьшении или увеличении длины дуги соответственно изменяется сила сварочного тока.
Проволока начинает плавиться быстрее или медленнее и дуговой промежуток восстанавливается. Влияние остальных параметров процесса сварки под флюсом аналогично процессу РДС. Сварочный ток - не независимый параметр.
Лекция № 21
8.4 Технологические приемы выполнения соединений сваркой под флюсом
Детали собираются под сварку и фиксируются сварочным приспособлением, непосредственно в котором производится сварка или узел собирается под сварку в сборочно-сварочном приспособлении, где детали фиксируются прихватками или технологическими швами.
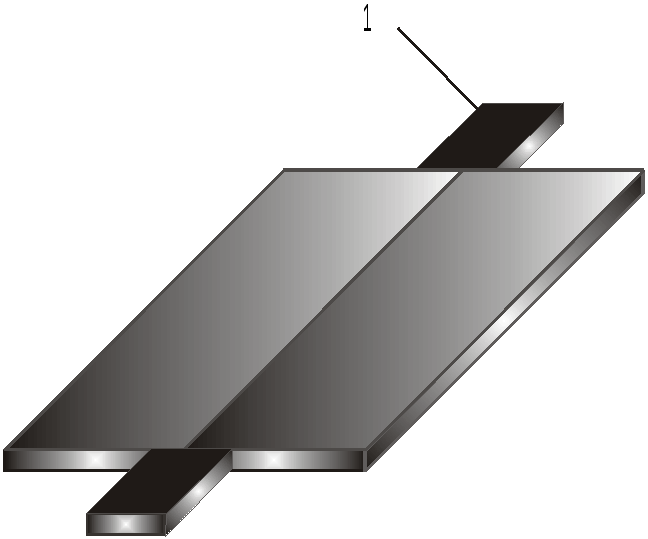
Сечение прихваток или технологических швов не должно превышать 1/3 толщины свариваемых деталей. Начало и окончание шва обязательно выводятся на специальные технологические (выводные) планки 1 (рис. 8.6). После сварки основного шва выводные планки удаляются.
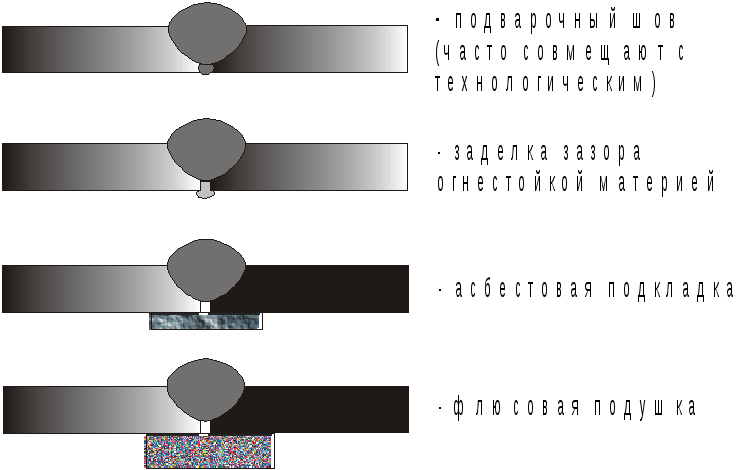
Сварка стыковых швов. Сварку односторонних стыковых швов ведут с использованием съемных или остающихся подкладок (медных, флюсомедных, флюсовых подушек и т.д.). При выполнении первого шва или при двусторонней сварке могут быть использованы различные приемы (см. рис. 8.7, 8.8).
|
|
Рис. 8.6. Схема сварки с выводными планками |
При сварке многослойных швов в первом шве из-за большой скорости остывания, сложности направления электрода по стыку велика вероятность образования трещин, непроваров, пор и т.д. Поэтому первый шов многослойного шва при сварке ответственных конструкций переваривают при наложении последующего шва.
|
|
Рис. 8.7. Схемы сварки стыковых швов |
Угловые швы. Сборку под сварку производится аналогично стыковым швам. Сварку ведут в “лодочку” или наклонным электродом. Скорость сварки угловых швов не превышает 100 м/ч (при большей скорости - подрезы).
|
|
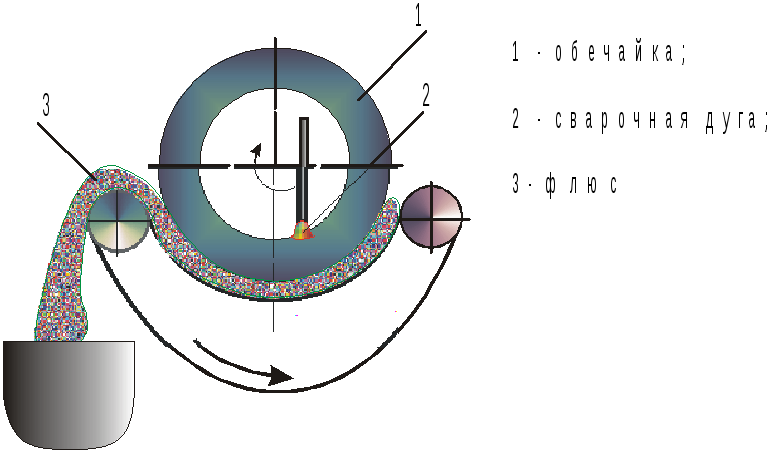
Рис. 8.8. Сварка обечайки на флюсовой подушке |
Лекция № 22