

10.1 Классификация способов сварки в защитных газах. Сущность способа сварки неплавящимся электродом
По типу защитных газов различают сварку в инертных газах: Ar, He и их смесях. В смеси активных и инертных газов - Ar+N2, Ar + CO2, Ar +H2, Ar +O2, Ar +O2 +CO2. В активных газах - CO2, N2, H2, H2O (пары), CO2 + O2.
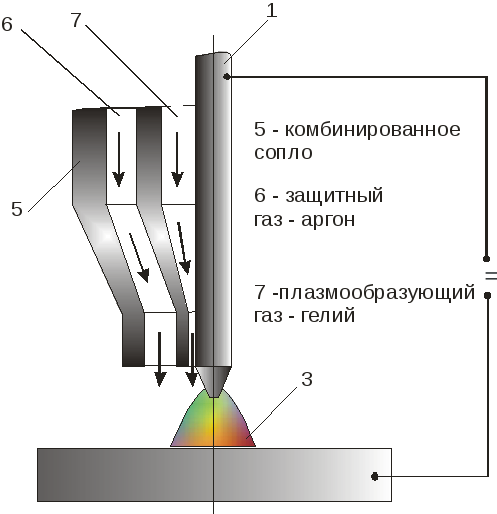
По характеру газовой защиты различают (см. Рис. 10.1):
Иногда отдельно защищают корень шва. При сварке особо ответственных конструкций из специальных сталей и сплавов процесс ведут в камерах с контролируемой атмосферой.
По типу дуги и типу электрода различают сварку постоянным током и импульсной дугой, неплавящимся и плавящимся электродами.
По степени механизации различают ручную (неплавящимся электродом), механизированную, полуавтоматическую, автоматическую и роботизированную сварку.
Сварка в инертных газах легко автоматизируется, удобна для выполнения сварных соединений во всех пространственных положениях и имеет довольно высокую производительность, достигающую, например, при автоматической сварке 200 м/ч.
В основном в качестве инертных газов применяют аргон, гелий и их смеси. Аргон - бесцветный, неядовитый, без запаха газ, который почти в 1,5 раза тяжелее воздуха. В природе присутствует только в свободном виде. В металлах, как в жидком, так и в твердом состояниях аргон нерастворим и не образует химических соединений.
|
а) |
|
б) |
|
|
|
| ||
|
с) |
|
Рис. 10.1. Разновидности газовой защиты дуги и сварочной ванны: а – защита соплом; б – дополнительная защита ванны и шва; с – комбинированное сопло. 1 - неплавящийся вольфрамовый электрод; 2 - сопло сварочной горелки; 3 - дуга в инертном газе; 4 - дополнительная насадка | |
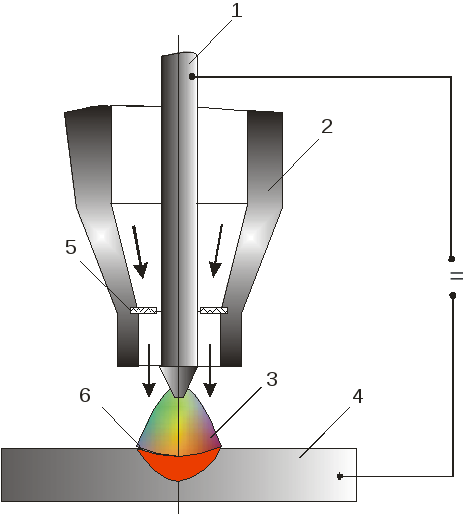

На рис. 10.2, а показана схема сварки неплавящимся вольфрамовым электродом-катодом 1 в среде инертного газа. Защита дуги 3, сварочной ванны 5 и разогретых участков основного металла 4 осуществляется потоком инертного газа формируемым соплом 2.
|
|
|
|
а) |
б) |
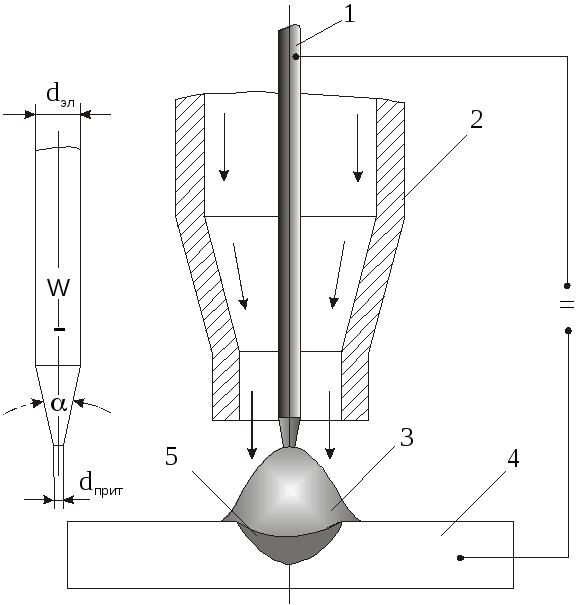

Рис. 10.2. Схема сварки неплавящимся электродом в среде инертных газов (а) и фотография дугового разряда с вольфрамовым катодом в аргоне (б). Ток постоянный, полярность прямая
Слева показан вольфрамовый катод с диаметром dэл, рабочая часть которого имеет конусную заточку (угол ) с притуплением dпр.
Справа (рис. 10.2, б) показана фотография неподвижной дуги в аргоне на постоянном токе прямой полярности, горящей на медном водоохлаждаемом аноде. Дуга имеет ярко выраженную колокообразную форму.
Лекция № 28
10.2 Неплавящиеся электроды
Неплавящиеся вольфрамовые электроды.Вольфрамовые стержни изготавливаются из вольфрамового порошка (из руды - WO3, а затем восстановление Н2 при 500...850оС или электролиз расплава оксида с бурой при 1050....1300 оС).
Порошковый W прессуют, спекают и затем проковывают. Он имеет низкий коэффициент теплопроводности и низкую скорость испарения. Поскольку электрод на основе вольфрама при высоких температурах обладает высокой химической активностью к кислороду, то он применим только в инертной среде.
При сварке на постоянном токе вольфрамовый электрод чаще всего используют как катод (прямая полярность и на аноде-изделии выделяется до 70 % теплоты дуги).
При сварке на обратной полярности электрод-анод обладает низкой термической стойкостью (торец электрода оплавляется с образованием капли). Поэтому сварочные токи снижают до 100…120 А.
Существенный недостаток электродов из технически чистого вольфрама - невысокая стойкость при сварке в длительном режиме работы, поэтому для повышения термической стойкости электрода-катода в W-порошок перед прессованием добавляют оксиды лантана La2O3 или иттрия Y2O3. Тогда электроды соответственно называют лантанированными или иттрированными.
Наилучшими характеристиками обладают иттрированные электроды ЭВИ-2 и ЭВИ-3 (см. табл. 10.1). Следует иметь в виду, что торированные электроды - радиоактивны.
Существует
зависимость между предельной нагрузкой
по току /, А, и диаметром электрода с dэл,
мм при сварке на постоянном токе прямой
полярности
![]() .
.
Удельный расход вольфрама зависит от способа сварки, рода тока, диаметра электрода, тока и свойств свариваемых материалов. При токах до 500 А удельный расход вольфрама колеблется в зависимости от технологических условий в пределах 10-8…8 10-6г/(А с).
Диаметры вольфрамовых прутков стандартизованы (1...12 мм).
Заточка вольфрамового электрода, характеризуемая диаметром притупления dпри углом заточки(рис. 10.2, а), влияет на технологические свойства дуги. При уменьшении диаметра притупления повышается концентрация теплового потока, растут давление дуги и плотность тока.
Таблица 10.1 Допустимая нагрузка по току различных марок электродов
|
Марка электрода |
Допустимая нагрузка, А, при диаметре, мм |
Маркировка торцев прутка (цвет) |
Содержание активирующей присадки, % | ||||
|
2 |
3 |
4 |
5 |
6 | |||
|
ЭВЧ |
20 |
190 |
380 |
590 |
760 |
- |
- |
|
ЭВЛ |
90 |
250 |
490 |
720 |
870 |
Черный |
1,1-1,4 La2O3 |
|
ЭВИ-1 |
- |
- |
- |
900 |
1200 |
Синий |
1,5-2,3 Y2O3 |
|
ЭВИ-2 |
180 |
320 |
610 |
900 |
- |
Фиолетовый |
2,0-3,0 Y2O3 |
|
ЭВИ-3 |
180 |
320 |
610 |
- |
- |
зеленый |
2,5-3,5 Y2O3 |
Изменение угла заточки приводит к изменению формы и размеров столба дуги и размеров проплавления. На практике используют электроды с заточкой под углом 30…60°.
При меньших углах снижается ресурс работы электрода, а при углах больше 60° возможно неустойчивое горение дуги из-за блуждания катодного пятна на торцевой поверхности. Оптимальную геометрию рабочего конца электрода определяют опытным путем.
Лекция № 29