

10.6 Понятие режима сварки. Методы расчета и выбора режимов сварки плавлением
Для сварки плавлением характерны тепловые, диффузионные, металлургические и деформационные явления. Каждое из них достаточно подробно изучено, имеет математическую модель в виде дифференциальных уравнений сохранения энергии, массы, количества движения и т.д.
Для сварки плавлением характерны неоднородность среды, нелинейность явлений, системность. К технологическим расчетам при разработке технологического процесса относят расчеты, связанные с оценкой формы и размеров шва, его химического состава и механических свойств, расчетов режима сварки.
Понятие режима сварки. Во всех процессах дуговой сварки сварочный контур можно представить в виде (см. рисунок). Все элементы контура взаимосвязаны функционально и образуют двухконтурную электродинамическую систему. Воздействие по любому из указанных на схеме возмущений вызывает одновременное изменение параметров во всех элементах контура.
|
|
|
Схема сварочного контура: ИП - источник питания; Д - дуга; В - сварочная ванна; Fип, Fd, FВ – внешние возмущения |
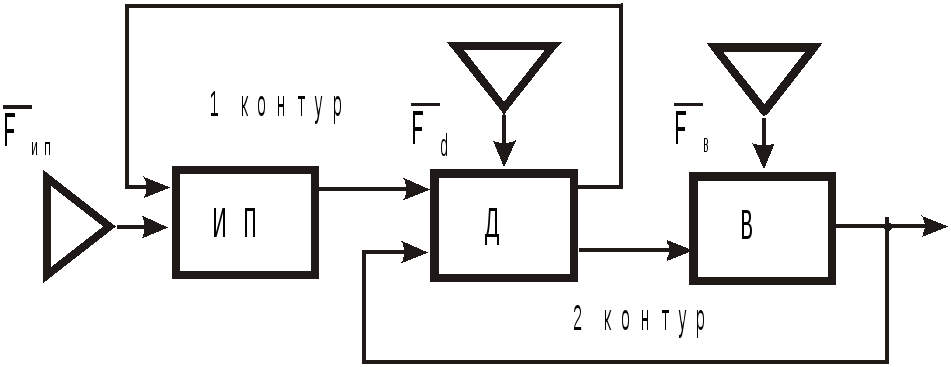
Например, изменение в процессе сварки длины дуги вызывает изменение ее электрического сопротивления, силы тока, напряжения в источнике питания и как следствие, энергетического и силового воздействия дуги на сварочную ванну. В сварочной ванне при этом меняются геометрические размеры. Как и в физической системе, в сварочном контуре есть некоторые независимые друг от друга входные параметры, которые являются исходными и полностью определяют всю работу сварочного контура.
К ним относятся: сварочный ток, напряжение на дуге, диаметр сварочной проволоки, вылет и угол ее наклона, колебания электрода, толщина металла, размеры и форма разделки кромок, скорость подачи электродной проволоки, скорость сварки, напряжение холостого хода (Uхх) и характеристики источника, теплофизические свойства основного материала, химический состав сварочной проволоки и основного материала, химический состав покрытия, флюсов и защитных газов, расход защитного газа, последовательность наложения швов, конструктивные особенности свариваемого изделия и сварочной оснастки и т.д.
Результатом работы сварочного контура является получение качественного сварного соединения. То есть выходными характеристиками функционирующего сварочного контура являются: геометрические размеры шва, его механические свойства, физико-химические свойства, заданное количество и вид дефектов т.д.
Для каждого конкретного способа сварки и сварного соединения есть свой набор независимых исходных параметров, которые позволяют получить выходные параметры. Необходимо различать термины “расчетный режим сварки” и режим сварки.
Расчетный режим - это вектор (совокупность) независимых исходных параметров, обеспечивающих вектор необходимых выходных характеристик сварного соединения, удовлетворяющих требованиям Гост или ТУ.
В технической литературе и технологической документации под термином “режим сварки” понимают лишь часть параметров “расчетного режима”, т.е. ту часть, которая регулируется в процессе сварки и может быть изменена при отработке сварочной технологии, а также те, которые легко контролируются сварщиком или службой ОТК.
Таким образом, ряд параметров “расчетного режима”, связанный с работой сварочного оборудования, указываются в разделе технологической карты в разделе “режим сварки”.
Остальные параметры “расчетного режима” приводятся в других разделах карты.
Методы выбора и расчета режимов сварки.
По эмпирическим данным.
Используются различные эмпирические формулы, например I = (50...60)dэл (РДС), а также номограммы и справочные таблицы режимов. Но они не содержат сведений о геометрических размерах шва, долях основного и присадочного металла, значения механических характеристик металла шва. Найденные по эмпирическим данным параметры режима сварки имеют широкие пределы изменения значений и требуют уточнения, что достигается при сварке опытных партий изделий или образцов свидетелей.
На основе решения математической модели процесса.
Расчет режимов производится путем проведения ВЭ над математической моделью процесса, представленной в виде системы нелинейных уравнений тепло и массопереноса в дифференциальной форме. Полученные значения параметров режима не требуют дальнейшей проверке опытным путем. Использование ЭВМ позволяет многократно и быстро производить нужные расчеты, что обеспечивает получение оптимальные решения задач технологии (задачи синтеза и оптимизации).
С использованием приближенных формул.
Эти формулы получены путем построения критериальных уравнений процесса сварки. Соотношения между критериями в уравнении определяются методом планирования эксперимента.
В результате выполнения многочисленных экспериментов получен ряд простых формул и методик расчета, позволяющих рассчитать параметры режима, определить размеры шва, доли основного и присадочного металла, механические свойства, температуру и скорость охлаждения в З.Т.В.
Точность расчетов позволяет получить значения параметров режима с небольшим последующим уточнением натурным экспериментом.
Приближенные формулы и методики широко используются в программах для ЭВМ.
Лекция № 33