

9.1 Сущность и техника э.Ш.С. Область применения эшс
Расплавленные шлаки являются проводниками электрического тока. При ЭШС дугового разряда нет, а основным тепловыделяющим элементом является шлаковая ванна. Количество выделяемого тепла - Q = I2Ret, где Q - количество теплоты, Вт; I - сварочный ток, А; Re - сопротивление шлаковой ванны, ом; t - время протекания тока, с.
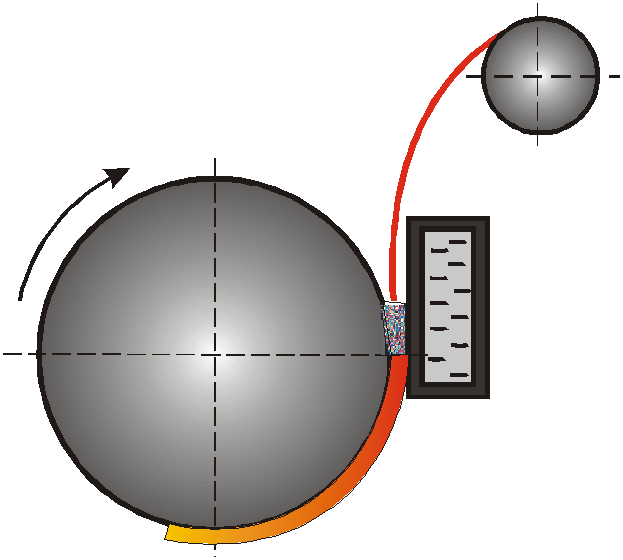
Температура (сварки стали) шлакового расплава 1700...1900 оС. Под действием высокой температуры шлаковой ванны расплавляется основной металл и сварочная проволока. Капли электродного металла, проходя через слой шлака, рафинируются (удаляются газовые и шлаковые включения). Металлическая ванна 5 (рис. 9.1) защищена шлаковой ванной от взаимодействия с воздухом.
Температура (сварки стали) шлакового расплава 1700...1900 оС. Под действием высокой температуры шлаковой ванны расплавляется основной металл и сварочная проволока.
Капли электродного металла, проходя через слой шлака, рафинируются (удаляются газовые и шлаковые включения). Металлическая ванна защищена шлаковой ванной от взаимодействия с воздухом (литой и кованый металл).
Область применения ЭШС. ЭШС применяется для изготовления конструкций из стали, никелевых сплавов, титана, Аl, меди и их сплавов.
|
|
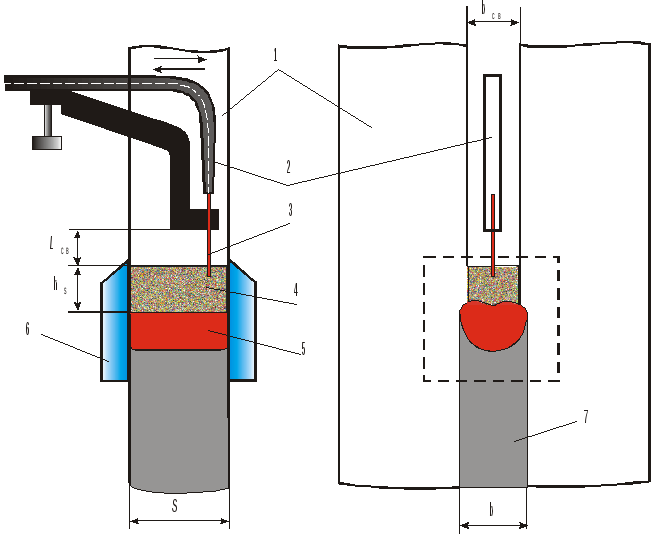
Рис. 9.1. Схема ЭШС. 1 - свариваемые детали толщиной s; 2 - мундштук для подачи электрода; 3 -электрод; 4 - шлаковая ванна глубиной hs; 5 – металлическая ванна глубиной hм; 6 - медные водоохлаждаемые скользящие ползуны; 7 - сварной шов.
Диапазон свариваемых толщин от 8 до 2500 мм.
Теоретически ЭШС можно сваривать материал неограниченной толщины. ЭШС металла 40 мм применяют только взамен РДС вертикальных швов, когда кантовка изделий в нижнее положение невозможна.
ЭШС в ряде случаев при 60 мм более экономична, чем под флюсом.
Лекция № 24
9.2 Разновидности эшс
Примеры разновидностей ЭШС приведены на рисунках 9.2 – 9.7.
|
|
|
|
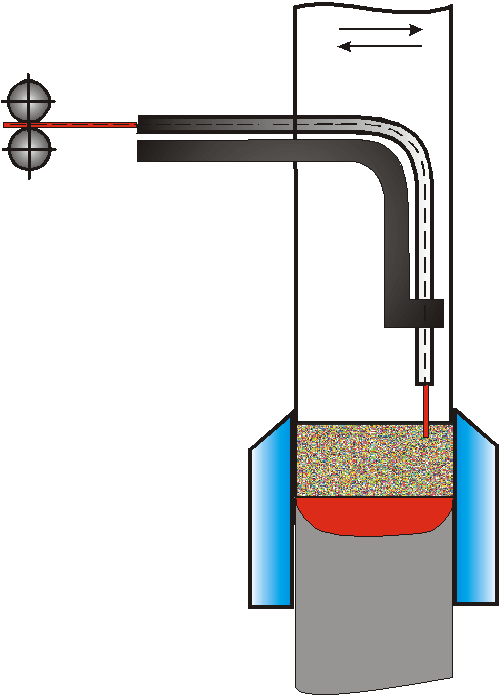
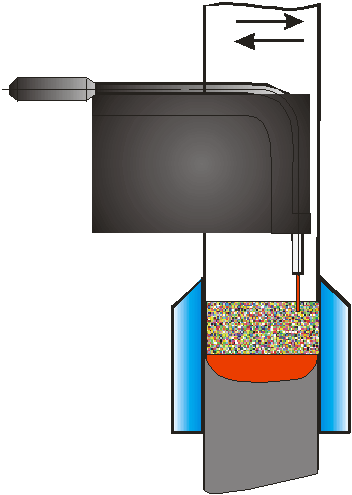
Рис. 9.2. ЭШС одной проволокой без колебаний |
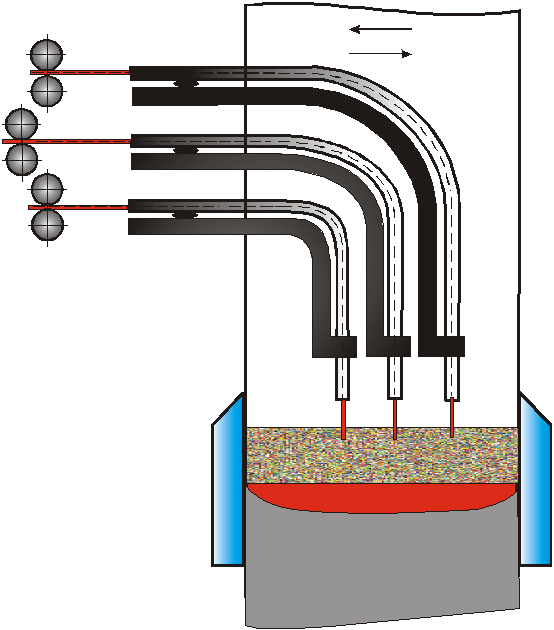
Рис. 9.3. ЭШС одной, двумя или тремя проволоками с колебаниями |
|
|
|
|
Рис. 9.4. ЭШС одной проволокой диаметром 5 мм без введения мундштука в зазор |
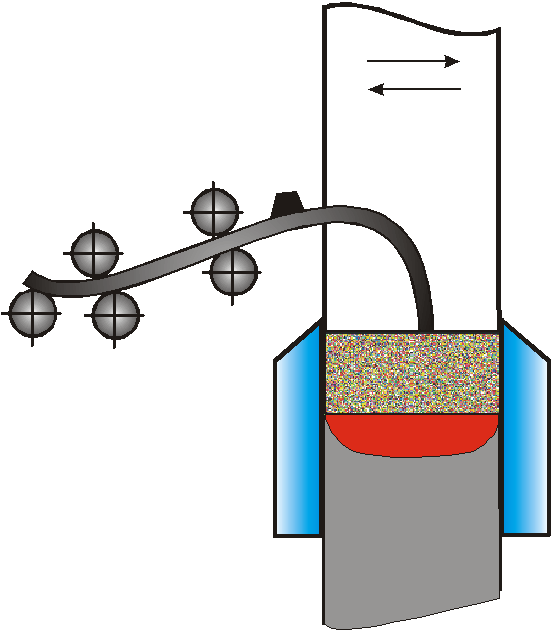
Рис. 9.5. ЭШС одной проволокой с увеличенным «сухим вылетом» |
|
|
|
|
|
|
|
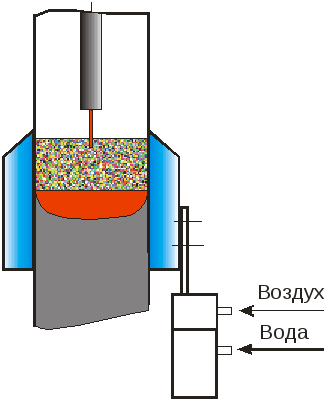
Рис. 9.6. ЭШС с использованием сопутствующего принудительного охлаждения |
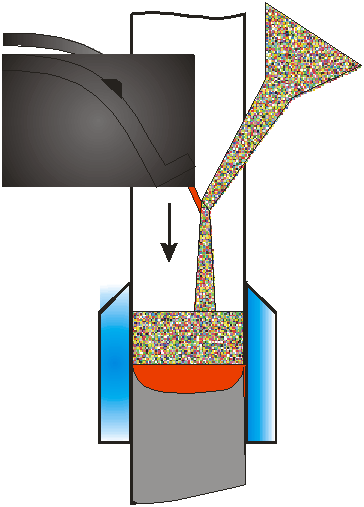
Рис. 9.7. ЭШС одной проволокой и порошкообразной присадкой |
Примеры ЭШ наплавки см. рис. 9.8 – 9.10.
|
|
|
|
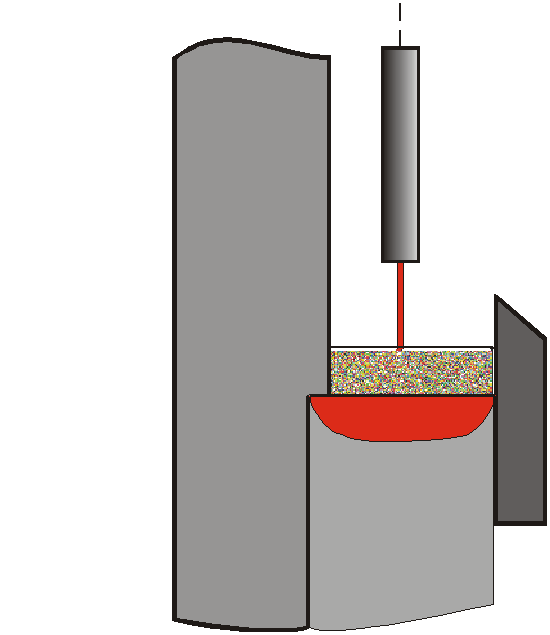
Рис. 9.8. Вертикальные поверхности |
Рис. 9.9. Плоские поверхности |

|
|
|
|
Рис. 9.10. Цилиндрические поверхности |
|
Сварка проволочными электродами. Различают следующие виды сварки:
сварка одной проволокой (- сварка одной, 2-мя или 3-мя проволоками с колебаниями( > 50 < 500 мм);
1 проволока - до 50 мм; - 2 проволоки - до 200 от 100 мм; - 3 проволоки - от 150 до 500 мм;
сварка электродами без введения мундштука в зазор (малые толщины);
сварка с увеличенным вылетом электрода;
сварка с подогревом вылета электрода от независимого источника;
сварка с присадочным материалом (проволока, пластина … и т.д.).
Сварка плавящимся мундштуком и электродами большого сечения. Плавящийся мундштук представляет собой набор пластин, стержней с каналами для подачи сварочной проволоки. Мундштук копирует форму зазора, его толщина – 15…25% ширины зазора. В зазоре мундштук размещен неподвижно. Способ используется, когда время сварки более 12...15 часов. Диапазон свариваемых толщин от 20....2500 мм (см. Рис. 9.11).
|
|
|
|
а) |
б) |
|
|
|
|
в) |
г) |
|
Рис. 9.11. ЭШС плавящимся мундштуком и электродами большого сечения: а - с прямолинейными швами; б - трубчатым мундштуком; в и г - одной, двумя или тремя пластинами (в - обычными, г - широкими с продольными разрезами | |
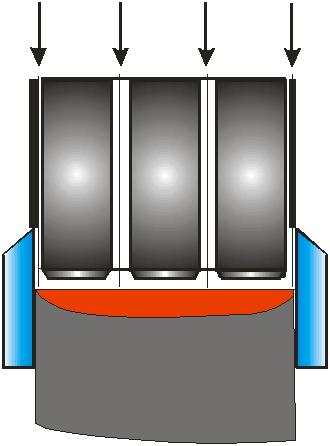

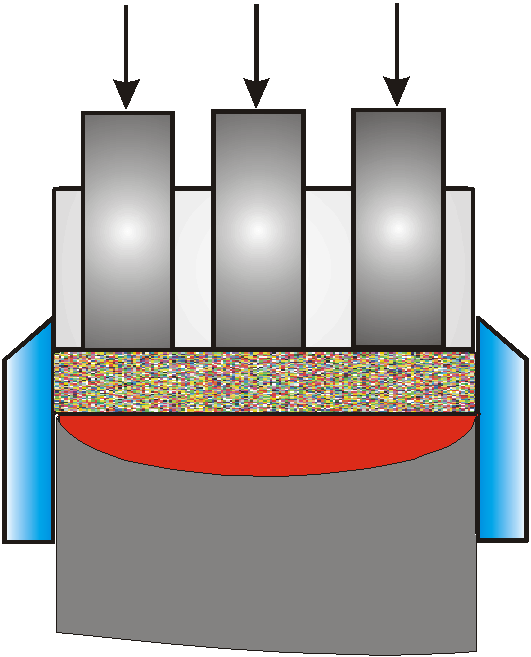
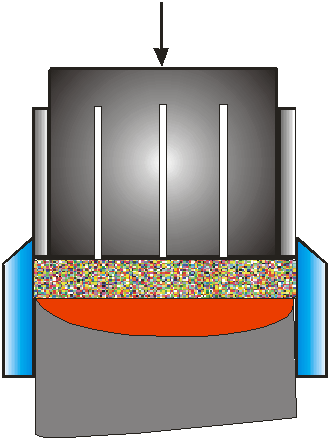
Производится 1, 2 или 3-мя пластинами сплошного сечения, подключенными к одному или нескольким источникам питания. К разновидностям относят: сварку двумя пластинами, включенным по бифилярной схеме; сварку 1, 2 или 3-мя пластинами, имеющими продольные разрезы для обеспечения равномерности проплавления.
Они используются для сварки прямолинейных швов длиной не более 1500 мм металла толщиной 30...1000 мм, а при бифилярной схеме - до 2000 мм. Толщина пластин составляет до 1/3 ширины зазора.
Специальные способы ЭШС. К ним относят: сварку порошковой проволокой, порошковой лентой, ленточными электродами; сварку с применением дополнительных неплавящихся (чаще вольфрамовых) электродов для дополнительного подогрева шлаковой ванны; сварки с дополнительной защитой шлаковой ванны струей инертного газа или активного (СО2, N2) газов. (инертный газ - Ar - для сварки титановых сплавов); электрошлаковая наплавка; контактно-шлаковая сварка.
Лекция № 25