

9.3 Параметры режима эшс. Технико-экономические показатели эшс. Технологические приемы выполнение эшс
Параметры режима сварки. Сварочный ток, полярность, напряжение на электродах, скорость сварки, скорость подачи сварочной проволоки (ленты и т.д.), вылет электрода до края шлаковой ванны, расход защитного газа для дополнительной защиты, число электродов и их размеры, глубина шлаковой ванны.
Технико-экономические показатели ЭШС. Металл практически любой толщины сваривается за один проход. Не требуется практически разделки кромок. Сварка вертикальных швов требует меньших площадей. Качество шва приближается к свойствам основного металла.
Ответственные конструкции после ЭШС термообрабатывают - нормализуют (изменение размера вторичных зерен) и отпускают (для уменьшения остаточных напряжений).
|
Наименование |
Показатель |
|
Сварочный ток, А |
100.....7500 |
|
Полярность |
любая ( ток) |
|
Напряжение на электродах, В |
12....54 |
|
Характеристика источника питания |
Возрастающая, жесткая, |
|
|
полого - и крутопадающая |
|
Скорость сварки, м/час |
0,5 (> 100 мм)...4 (< 50мм) |
|
Расход флюса, кг/пог. метр |
0,2....0,3 |
|
Скорость подачи электродного материа- |
|
|
ла, м/час |
100....500 |
|
р, г/(Ачас) |
в 1,5 раза чем под флюсом |
Технологические приемы выполнение ЭШС. Свариваемые детали закрепляют на стенде, или фиксируют с помощью остающихся подкладок или технологических скоб. Сварку начинают на технологической пластине с вырезом глубиной до 50 мм. За время заполнения выреза процесс успевает установиться, и кромки деталей прогреваются. Усадочную раковину в конце ЭШС (20...30 мм) выводят в выводные планки.
Процесс сварки начинают с дугового разряда сварочной проволоки на технологическую планку. Под действием тепла дуги флюс в зазоре расплавляется и закорачивает дуговой промежуток.
Процесс из дугового переходит в ЭШС. При сварке электродами большого сечения процесс ведут с омического разогрева флюса, проводящего ток в твердом состоянии (АН-25 или механическая смесь любого флюса с порошком из ферросплавов).
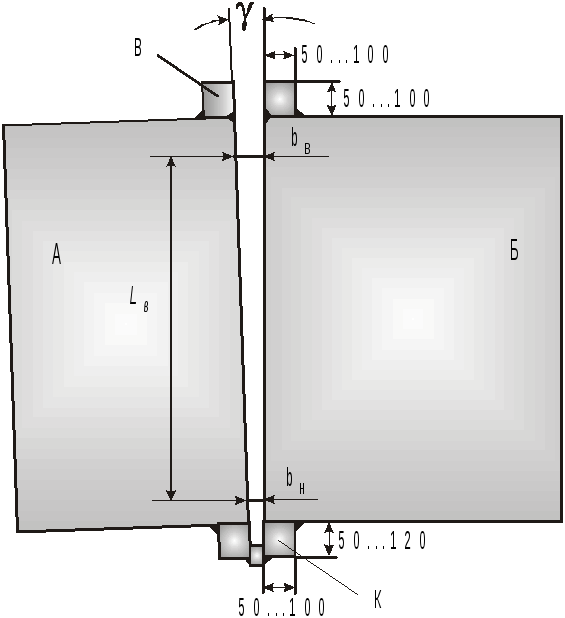
В ряде случаев используют установки с “жидким” стартом. При сварке кольцевых швов при повороте примерно на 1/3 не останавливая процесса, газовой сваркой вырезают начало шва. Для компенсации деформаций детали собирают с клинообразным зазором с углом = 1..2о (см. рис. 9.12).
|
|
Рис. 9.12. Подготовка стыкового соединения к ЭШС: А, Б - свариваемые детали; К - «входной карман»; В - выводные планки. |
Лекция № 26
9.4 Сварочные материалы и оборудование. Типы соединений при эшс
Сварочные материалы и оборудование.Сварочные флюсы. Флюс для ЭШС должен обеспечивать быстрое и легкое начало процесса, поддерживать устойчивое его протекание, хорошее формирование шва, не отжимать ползуны и не вытекать в зазор между ползунами и изделием, давать легко отделяющийся от поверхности шлак (гарнисаж), иметь низкую температуру плавления и высокую температуру кипения, обеспечивать получение требуемого химического состава шва.
Для сварки углеродистых и низколегированных сталей наилучшие результаты дает флюс АН - 8, а также АН - 8М, ФЦ - 7, АНФ - 14, АА - 348А, ОСЦ - 45 и др. Флюс АН - 25 (для начала процесса) содержит 25...40% TiO2; 33...40% CaF2; 12...15% CaO; 6...8% SiO2; 2...4% MgO; 2% Al2O3; FeO до 1%.
Часто флюс АН - 25 смешивают с металлической стружкой и рабочим флюсом. Для сварки титана и его сплавов применяют флюсы: АНТ-2, АНТ-4, АНТ-6 на основе фторида кальция. Требуется дополнительная защита инертным газом.
Для ЭШС алюминия и его сплавов используют флюсы: АН-А301, АН-А302, АН-А304 (основа KСl, ZiCl, NaCl, BaCl2, NaF, LiF, CaF2, AlF3). Для ЭШС меди используют флюсы: АН-М10, АНФ-5 (ЭШС меди и особенно оловянистой бронзы). В качестве электродного материала часто используют металл с химическим составом основного металла.
Сварочное оборудование. Наибольшее распространение получили однофазные и трехфазные трансформаторы с нормальным магнитным рассеянием. Регулирование вторичного напряжения - секционированное:
ТШС - 1000 -1 - однофазный;
ТШС - 3000 -1 - однофазный;
ТШС - 600 -3 - трехфазный;
ТШС - 1000 -3 - трехфазный;
ТШС - 3000 -3 - трехфазный.
Основными элементами установок ЭШС являются сварочная головка, механизм для перемещения сварочного аппарата или изделия, устройства для принудительного формирования шва, устройство и приборы для регулирования и контроля скорости перемещения аппарата, положения ванны, источник питания и вспомогательные устройства: бункер для флюса, катушки для проволок, элементы управления.
Установки для ЭШС можно разделить на полуавтоматические и автоматы. По способу перемещения сварочной головки - на рельсовые и безрельсовые (движущиеся по изделию или с помощью магнитошагающих механизмов) и комбинированные.
По типу электродов: с проволокой, с пластинами, с трубами, лентами и т.д.
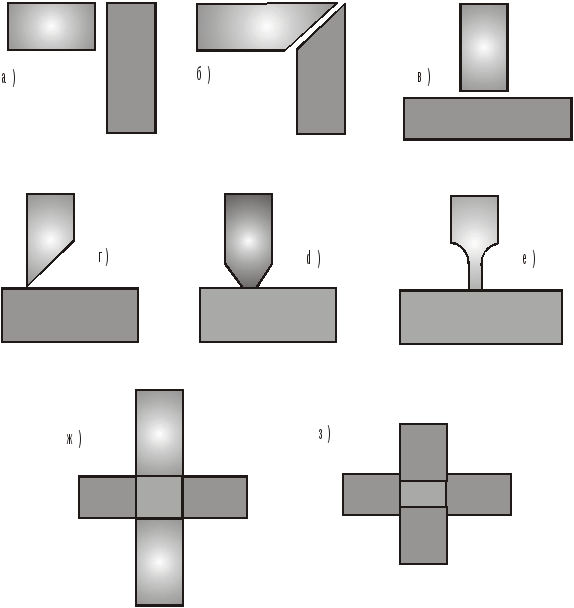
Типы соединений при ЭШС (см. рис. 9.13).
ЭШС сваривают угловые, стыковые и тавровые соединения.
|
|
Рис. 9.13. Типы соединений: а и б - угловое с прямой и угловой с разделкой кромок; в и г, d - тавровое - без и с разделкой примыкающего элемента; е - соединение литых деталей; ж и з - крестообразное соединение |
Раздел. Сварка в защитных газах
Лекция № 27