

10.7 Понятие о технологическом процессе сварки. Выбор способа сварки и сварочных материалов
Производственный процесс изготовления сварной конструкции включает в себя технологические, контрольные и транспортные операции. Операция - часть производственного процесса, выполняемая одним или несколькими рабочими на одном рабочем месте без переналадки оборудования. Операция делится на переходы - элементарно законченные части операции (собрать фланец с трубой и прихватить прихваточными швами длиной 10 мм в трех точках и т.д.).
Технологическими операциями сборочно-сварочного участка могут быть:
- операции предварительной обработки металла, включающие в себя очистку, правку и раскрой проката;
- изготовление деталей и их обработка, включая разметку под вырезку, разделку кромок, удаление окалины и т.д.;
- сборка и сварка деталей в сборочные единицы и узлы;
- зачистку швов, снятие остаточных напряжений, правку, контроль качества, отделочные работы.
Производственный процесс регламентируется производственной документацией: конструкторской, нормативно-технической (ГОСТы, ОСТы), маршрутным и рабочим техпроцессами. В маршрутном техпроцессе устанавливается последовательный перечень операций по изготовлению изделия, выясняются необходимые типы технологического, транспортного, контрольного оборудования и оснастки, а также приближенную трудоемкость, численность рабочих и их разряд. Рабочий техпроцесс отличается от маршрутного более детальной проработкой. Его рекомендуется разрабатывать в следующей последовательности:
производится мысленное расчленение изделия по его чертежу на сборочные единицы с выделением базовых деталей;
устанавливается рациональная последовательность операций: сборочных, сварочных, контрольных, транспортных на основе т/экономического сравнения вариантов;
производится выбор и назначение способов предварительной обработки материала и устанавливается рациональная последовательность операций по изготовлению деталей и их подготовке к сварке;
выбираются сварочные материалы, и рассчитывается их расход, производится расчет режимов сварки, выбираются типы сварочного, станочного и прочего оборудования, оснастки и определяется трудоемкость каждой операции путем технического нормирования.
Выбор способа сварки и сварочных материалов. Способ сварки выбирается и назначается конструктором изделия и указывается в чертеже (Гост и тип соединения). Чертежи являются исходным документом для технолога при разработке техпроцесса. Изменения в чертеже, касающиеся изменения способа сварки и типа соединения, вносятся в чертежи изделия только по обоснованному представлению технологической службы конструкторской службе. Проектирование сварной конструкции проводится в несколько этапов: эскизное проектирование, технический проект и рабочие чертежи. На этапе эскизного проектирования намечаются контуры сварного узла, выбирается материал, определяются сечения элементов и одновременно конструктор назначает расположение сварных соединений, их тип и способ сварки. Решение этих вопросов во многом определяет технологичность сварного узла (изделия в целом). Отработка технологичности на данном этапе идет путем консультаций в техотделах, а также путем согласований с ОГС. На стадии технического проекта конструкции сварных узлов разрабатываются, как правило, в нескольких вариантах, которые сравнивают по технологичности и надежности в эксплуатации. На этапе рабочего проектирования разрабатываются рабочие чертежи изделия и назначаются ТУ на сборку, монтаж и испытания. Далее рабочие чертежи поступают в ОГС. Здесь при разработке технологии определяют технологичность конструкции, выявляют недостатки, связанные с выбором материалов, видами заготовок, размерами швов, характером подготовки кромок, припусками на механическую обработку, допусками на размеры, методами контроля и т. д.. После анализа вносятся необходимые изменения в чертежи и окончательно разрабатывается технологический процесс.
Выбор способа сварки. Выбор способа сварки рекомендуется проводить в следующей последовательности:
1. Провести анализ требуемого качества сварного соединения, т. е. возможного количества дефектов, допустимого уровня остаточных напряжений и деформаций.
Взаимосвязь возможного способа сварки и факторов свариваемости
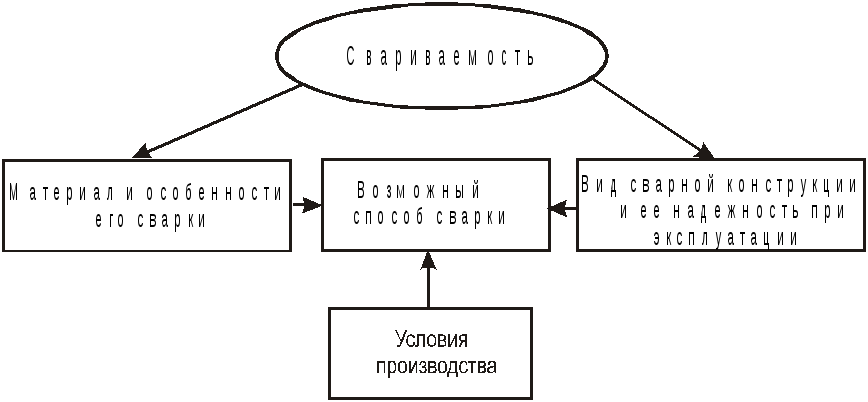
2. Анализ особенностей сварки материала конструкции.
3. Анализ конструктивных элементов сварного изделия (толщины, длины и формы швов, общие размеры и допуски на них, масса и т.д.) и требований по надежности эксплуатации.
Анализ по пунктам 1, 2, 3 позволяют выбрать несколько возможных способов сварки. Окончательный выбор оптимального способа сварки следует из анализа на технологичность в данных условиях производства. Анализ на технологичность сводится к разработке нескольких вариантов маршрутного техпроцесса, а также последовательности переходов в сборочно-сварочных операциях с последующей технологической и экономической оценкой вариантов. Лучшим вариантом является вариант с более низкой себестоимостью.
Выбор сварочных материалов. Он производится в два этапа: выбираются несколько материалов, удовлетворяющих требованиям свариваемости (по п. 1, 2, 3) алгоритма выбора способа сварки); окончательно сварочные материалы выбираются после выбора оптимального способа сварки.
Лекция № 34