

5.1 Сущность и область применения газовой сварки. Параметры режима и технико-экономические показатели процесса. Свариваемость металлов
Газовой сваркой сваривают конструкционные углеродистые и легированные стали, молибден, чугун, медь и ее сплавы, (латуни и бронзы), Al, Мg и их сплавы, никель, свинец, стекло. Кроме того, газовое пламя используют для наплавки твердых сплавов, газопрессовой сварки, поверхностной огневой очистки стали, огневой правки, поверхностной закалки, пайки и резки.
Параметры режима и технико-экономические показатели процесса. Согласно ГОСТ 3.1407-86 в типовой блок режимов газовой сварки входят:
П.С. - положение сварки;
Н.С. - номер прохода для многослойного шва;
Н.М. - номер мундштука (ставится № наконечника);
Рк - давление О2;
Рг - давление горючего газа.
В сварочных горелках сменной деталью наконечник (№ от 0 до 9) определяет расход газа через горелку. Газовой сваркой можно сваривать металл толщиной до 30 мм. В современном машиностроении газовую сварку используют преимущественно для изготовления стальных деталей малых сечений (например, из проволоки) и тонких листов толщиной до 1,5 мм, а также цветных металлов толщиной 4…5 мм. Стоимость газовой сварки 1 м шва значительно выше стоимости электродуговой сварки, а производительность ниже. Сварка возможна во всех пространственных положениях. Доля общей трудоемкости газосварочных работ в машиностроении менее 0,5 %. В качестве горючих газов при сварке сталей и цветных металлов используют:
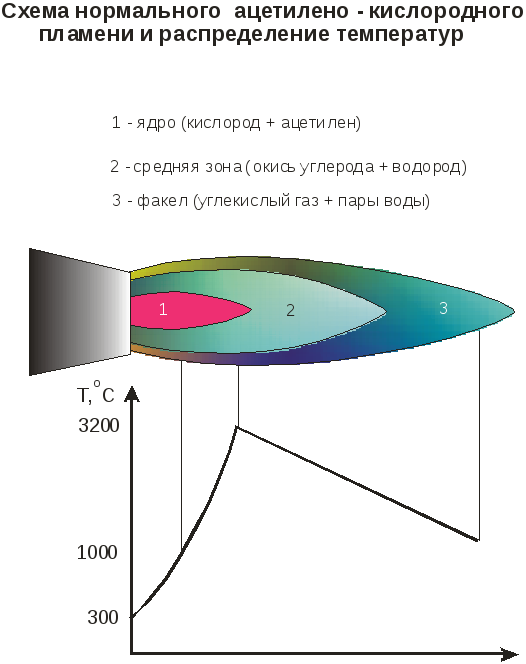
ацетилен (Тпл =3150...3200 oС); пропан (Тпл = 2400...2500 oС);
природный газ (82...92% СН4) с Тпл = 2100...2200 oС, пары керосина (Тпл = 2400...2500 oС).
При сварке возникают значительные сварочные деформации.
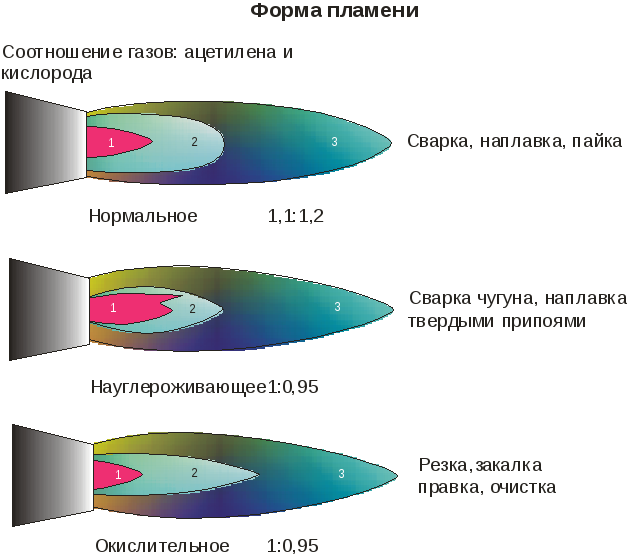
Свариваемость металлов. Сталь сваривают нейтральным пламенем.
При содержании в легированной и нелегированной стали углерода:
С < 0,2 % - свариваемость хорошая;
0,2 < C < 0,35 % - удовлетворительная;
C > 0,4 % - плохая.
Чугун (серый) сваривают нейтральным пламенем с предварительным подогревом 450...500 oС и последующим медленным охлаждением. Медь, алюминий и их сплавы сваривают нейтральным пламенем. Латунь сваривается окислительным или нейтральным пламенем (в них избыток О2 в средней зоне, что и нужно для сварки латуни).
Лекция № 6
5.2 Сварочные материалы и оборудование. Газы, присадочная проволока, флюсы
Кислород получают из воздуха, методом глубокого охлаждения. В соответствии с ГОСТ 5583-68 кислород выпускают трех сортов (в зависимости от примесей N2 и Аr).
Ацетилен получают как продукт реакции карбида кальция с водой, СаС2 + 2Н20 = С2 Н2 + Са(ОН)2, а также пиролизом природного газа.
При сварке используют ацетиленовые генераторы, устанавливаемые на рабочих местах (АНВ - 1,25 м3 /ч), для централизованного питания цехов (АСК-1-5 м3/ч) и баллоны с ацетиленом.
Ацетиленовый баллон (таблица 5.1) наполнен пористой массой (активированный уголь, вспученный перлит - горная порода) пропитанной ацетоном. Ацетилен (С2Н2) растворяется ацетоном, а пористая масса нужна для лучшего использования емкости баллона и обеспечения взрывобезопасности (гасит и локализует взрыв). В баллоне емкостью 40 л содержится 5 м3 С2 Н2. Пропан получают при добыче природных (попутных газов) и при переработке нефти и нефтепродуктов (обычно используют пропан-бутановые смеси).
Присадочная проволока. (См. раздел: производство покрытых электродов).
Флюсы. Флюсы используют при сварке цветных металлов для шлаковой защиты сварочной ванны (при сварке латуни для уменьшения испарения цинка), раскисления ванны, удаления из расплава оксидных и неметаллических включений.
Использование флюса обязательно, т.к. без него образующиеся при нагреве газовым пламенем шлаки переходят в расплав и препятствуют сплавлению основного и присадочных материалов.
Применяют флюсы в виде порошка, паст или легко испаряющихся жидкостей. Порошок и пасты подают в зону сварки вручную (наносят на кромки или на присадочный материал).
Флюсы в виде паров (БМ-1 - для сварки меди, медных и ник. сплавов) подают флюсопитателями в горючий газ перед горелкой.
В качестве флюсов используют буру (Nа2В4О7), борную кислоту (Н3ВО3), оксиды K, Nа (для сварки латуней) и т.д.
Таблица 5.1
|
Показатель |
О2 |
Ацетилен |
Пропан |
|
Плотность при н.у., кг/м 3 |
1,33 |
1,09 |
1,88 |
|
Пределы взрываемости, |
Взрывает- |
|
|
|
% содержание горючего |
ся при контакте |
|
|
|
в смеси: |
с маслом |
|
|
|
- с воздухом |
|
2,2...82 |
2,0...11 |
|
- с О2 |
|
2,3...93 |
2,0...48 |
|
Емкость баллона, л |
40 |
40 |
40 |
|
|
|
Централизованное |
|
|
|
|
снабжение |
|
|
|
|
из танков |
|
|
Цвет баллона |
голубой |
белый |
красный |
|
Давление в баллоне, Мпа |
15 |
1,6 |
до 1,6 |
|
Состояние газа в баллоне |
сжатый |
растворенный |
сжиженный |
Лекция № 7