

Гост 16038-80 - дуговая сварка трубопроводов из меди и медно-никелевых сплавов;
Гост 16037-80 - дуговая сварка стальных труб.
По взаимному положению свариваемых поверхностей, например, Гост 11533-75 - сварка под флюсом соединений под острыми и тупыми углами.
На чертежах сварных изделий применяют условные изображения и обозначения швов, приведенные в ГОСТ 2.312-72. Видимый шов изображают сплошной линией, невидимый - штриховой. От изображения шва проводят линию - выноску с односторонней стрелкой, указывающей место расположения шва.
На чертежах поперечных сечений границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва - сплошными тонкими линиями. Обозначения сварных швов наносят над полкой линии-выноски для лицевой стороны шва и под полкой - для обратной. Эти обозначения состоят из следующих элементов (рис. 4.3):
- обозначение стандарта на типы и конструктивные элементы швов сварных соединений;
- буквенно-цифровое обозначение шва по стандарту;
- условное обозначение способа сварки;
- знаки профиля шва и его катета для швов угловых, тавровых и нахлесточных соединений;
- длина и расположение участков прерывистого шва;
- вспомогательные знаки (табл. 3.2).
|
|
Рис. 4.3. Обозначение сварных швов |

Для обозначения на чертежах видов и методов сварки используют следующие буквы:
Г - газовая, Э - дуговая, Ш - электрошлаковая, И - в инертных газах, Дф - диффузионная; Вз -взрывом, Пз - плазменная, К - контактная, У - в углекислом газе, Тр - трением, X – холодная.
Дуговая сварка в связи с ее широким применением на чертежах не обозначается.Способы сварки обозначаются следующим образом:
Р – ручная;
М – механизированная;
А - автоматическая.
Если форма шва не предусмотрена ГОСТом, то перед его обозначением ставится буква О (особый).
Пример условного обозначения стандартного шва сварного соединения на чертеже представлен на рис. 4.4.
Это шов таврового соединения без скоса кромок Т1 с катетом 4 мм, выполненный дуговой сваркой в защитном газе.
Примеры условных обозначений сварных швов даны в табл. 4.1.
Таблица 4.1 Вспомогательные знаки для обозначения сварных швов
|
Знак |
Значение знака |
Расположение знака относительно полки линии-выноски | ||
|
С лицевой стороны |
С обратной стороны | |||
|
|
Усиление шва снять |
|
| |
|
|
Наплывы и неровности шва обработать с плавным переходом к основному металлу |
|
| |
|
|
Шов выполнять при монтаже изделия |
| ||
|
|
Шов прерывистый или точечный с цепным расположением. |
|
| |
|
|
Шов прерывистый или точечный с шахматным расположением |
|
| |
|
|
Шов по замкнутому контуру |
| ||
|
|
Шов по незамкнутому контуру |
|
| |












|
|
Рис. 4.4. Пример условного обозначения сварного шва таврового соединения |

Стыковая сварка деталей неодинаковой толщины при разнице, не превышающей значений, указанных в таблице 4.2, производится так же, как и деталей одинаковой толщины. Для плавного перехода от одной детали к другой допускается располагать поверхность шва наклонно (рис. 4.5 и табл. 4.3).
|
|
Рис. 4.5. Допускаемое расположение поверхности шва при разной толщине свариваемых деталей |

Допустимая наибольшая разность толщин стыкуемых деталей, свариваемых без скоса кромок показана в табл. 4.2.
Таблица 4.2
|
ГОСТ |
Толщина тонкой детали, мм |
Разность толщин деталей, мм |
|
5264-80 |
1-4 5-20 21-30 Св.30 |
1 2 3 4 |
|
8713-79 |
2-4 5-30 31-40 Св.40 |
1 2 4 6 |
|
14771-76 |
2-3 4-30 31-40 Св.40 |
1 2 4 6 |
Величина скоса детали, имеющей большую толщину при стыковом соединении ее с тонкой деталью
Таблица 4.3
|
ГОСТ |
Односторонний скос |
Двухсторонний скос |
|
5264-80 8713-79 |
|
|
|
14771-76 |
|



ГОСТы не регламентируют технологию сборки и сварки конкретных изделий. Последовательность операций, сборочное и сварочное оборудование, количество и размеры прихваток, количество и последовательность наложения слоев, режимы сварки каждого слоя для различных способов сварки определяют отраслевые стандарты на сварку изделийконкретного типа: ведомственные строительные нормы (ВСНы), строительные нормы и правила (СНиПы), руководящие документы (РД), отраслевые стандарты (ОСТы) и другие нормативные документы.
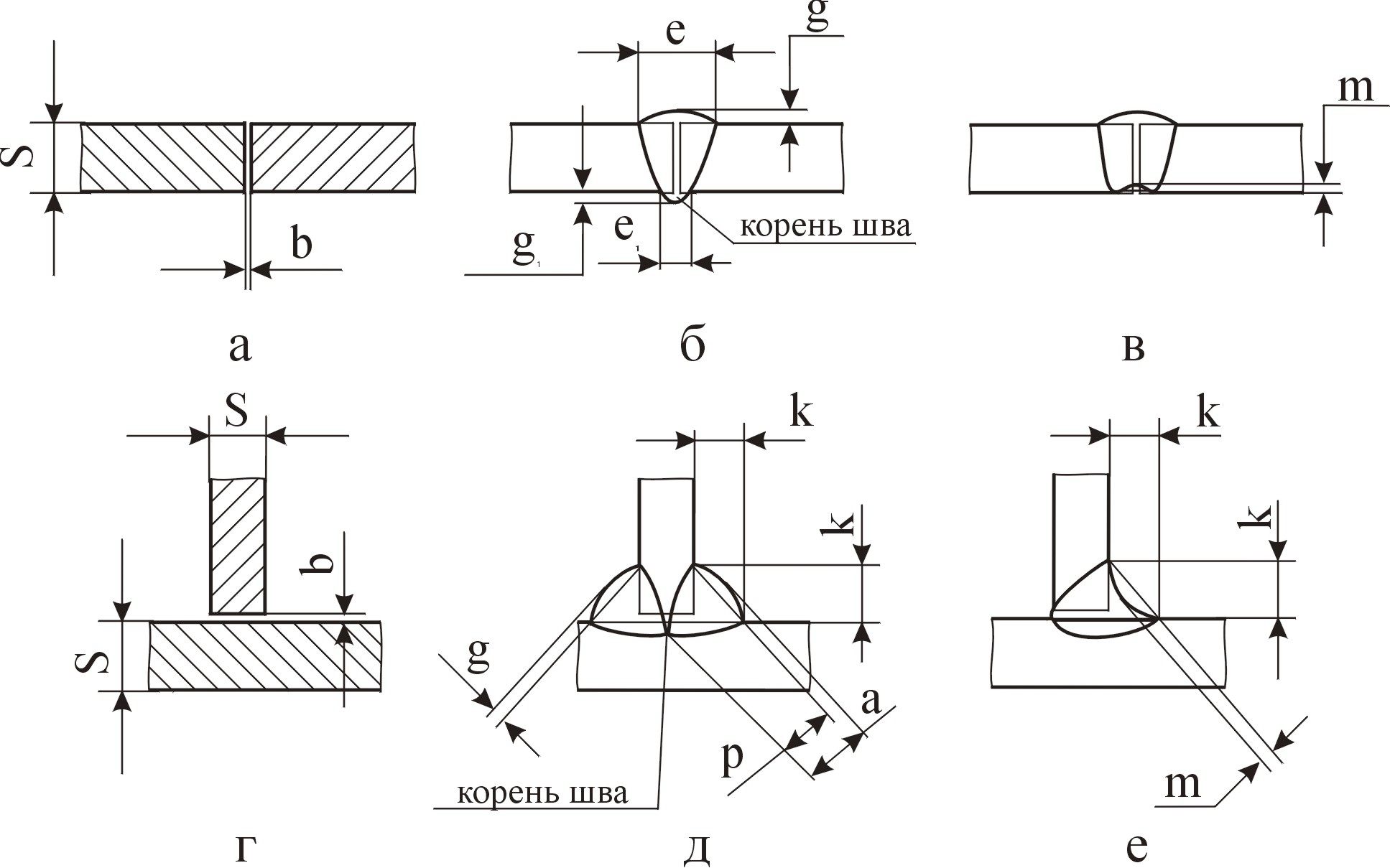
Рис. 4.3. Характеристики стыковых и угловых сварных соединений: S – толщина детали; b – зазор; e – ширина шва с наружной стороны; e1 – ширина шва с внутренней стороны; g – выпуклость шва с наружной стороны; g1 – выпуклость шва с внутренней стороны; m – вогнутость шва; k – катет шва; р – расчетная высота углового шва; а – толщина углового шва
Раздел. Газовая сварка и термическая резка металлов
Лекция № 5