

4. Форма подготовки кромок под сварку. Конструктивные элементы швов
Каждый способ сварки плавлением имеет свою проплавляющую способность и предельную толщину свариваемого металла за один проход без разделки кромок. Например, ручной дуговой сваркой покрытыми электродами можно проплавить за один проход 5...7 мм. При сварке деталей большей толщины приходится делать разделку кромок для того, чтобы можно было проплавить сначала корневой слой и затем, заполняя остальное сечение разделки, сварить соединение по всей толщине, а также тогда, когда необходимо регулирование химического состава шва. Разделка кромок - придание кромкам, подлежащим сварке, необходимой формы удалением части металла кромок. Но разделку кромок приходится делать еще и для обеспечения качественной обратной стороны шва при односторонней сварке без подкладок на весу.
Форму разделки кромок при прямолинейном наклонном срезе кромок и их сборку под сварку характеризуют четыре основных конструктивных параметра (рис. 4.1): зазор - b, притупление - с (нескошенная часть торца кромки), угол скоса кромки - (острый угол между плоскостью скоса кромки и плоскостью торца) и угол разделки кромок - (угол между скошенными кромками свариваемых частей), равный или 2. Разделка кромок обеспечивает доступ электрода и дуги вглубь соединения для полного проплавления кромок на всю их толщину. Так как форма разделки кромок определяет количество необходимого дополнительного металла для заполнения разделки, стремятся делать минимальную площадь разделки. Сварные соединения с Х-образной разделкой кромок для двусторонней сварки имеют преимущества перед соединениями с V-образной разделкой кромок для односторонней сварки, так как при одной и той же толщине свариваемого металла будет ниже в 1,6...1,7 раза объем наплавленного металла и расход сварочных материалов (электродов, электродной проволоки и флюса). Параметры разделки кромок являются важными характеристиками сварного соединения, от которых зависит качество, экономичность, прочность и работоспособность сварного изделия, и поэтому для каждого способа сварки и для каждой группы изделий (объектов) определены ГОСТами, отраслевыми стандартами и нормативными документами на выполнение сварочных работ на данном объекте.
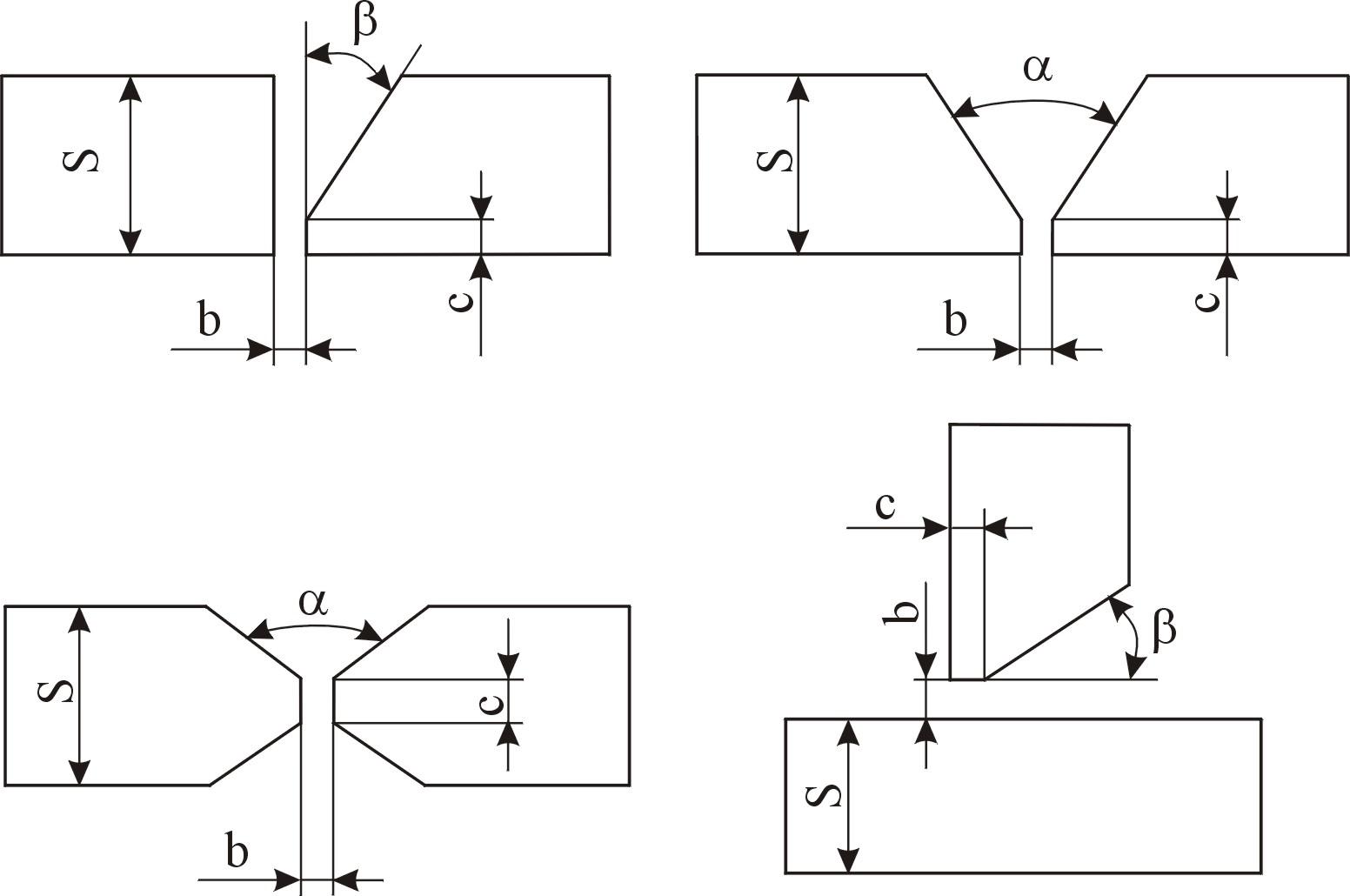
Рис. 4.1. Конструктивные параметры разделки кромок и сборки под сварку: b - зазор; c - притупление кромки; - угол скоса кромки; - угол разделки кромок
Конструктивные элементы швов. Швы сварных соединений стандартизованы. Шов, размеры которого стандартом не установлены, носит название нестандартного и изображается на чертеже с указанием размеров и допусков (рис. 4.2).
|
|
Рис. 4.2. Пример конструктивных элементов нестандартного шва |
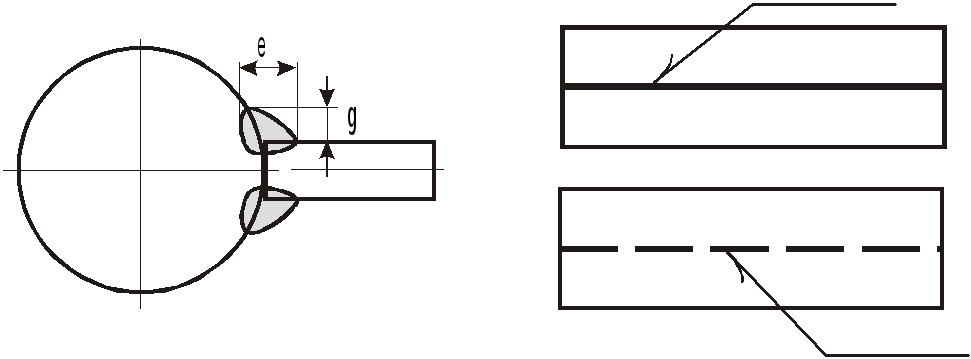
Нестандартные швы обычно рассчитываются. Границы шва - сплошные толстые линии, а конструктивные элементы разделки - сплошная тонкая линия. Стандартные швы изображают на чертеже (Рис. 4.2) сплошной толстой линией (видимые) и прерывистой линией (невидимые). В разрезе стандартный шов не показывается.
Размеры и допуски стандартных швов оговариваются в соответствующих Гостах. Стандарты подразделяются: по видам сварки, по материалам, по взаимному расположению свариваемых деталей и по конструктивным особенностям деталей.
По видам сварки:
Гост 5264-80 – ручная дуговая сварка (РДС) устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых ручной дуговой сваркой покрытыми электродами толщиной от 1 до 175 мм во всех пространственных положениях. Стандарт не распространяется на сварные соединения стальных трубопроводов.
Гост 8713-79 - "Сварка под флюсом. Соединения сварные" распространяется на соединения из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых сваркой под флюсом, и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
Стандарт распространяется на автоматическую и механизированную сварку под флюсом на весу, на флюсовой, флюсомедной и остающейся подкладках, на медном ползуне и на подварочном шве стыковых, нахлесточных, угловых и тавровых соединений толщиной от 1,5 до 160 мм.
Гост 14771-79 - "Дуговая сварка в защитном газе. Соединения сварные" устанавливает основные типы, конструктивные элементы и размеры сварных соединений из стали, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой плавящимся электродом в углекислом газе и его смесях с кислородом, в инертных газах и их смесях с углекислым газом и кислородом, а также неплавящимся электродом в инертных газах с присадочным и без присадочного металл.
ГОСТ 28915-91 «Сварка лазерная импульсная. Соединения сварные точечные» устанавливает основные типы конструктивные элементы и размеры сварных соединений из стали, а также железоникелевых, никелевых и титановых сплавов толщиной от 0,1 до 1,8 мм, выполняемых импульсной лазерной сваркой твердотельными лазерами.
ГОСТ 15164-78 "Электрошлаковая сварка. Соединения сварные" устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей (кроме коррозионно-стойких) при сварке проволочным электродом, плавящимся мундштуком и электродом, сечение которого соответствует по форме поперечному сечению сварочного пространства для толщины 30...800 мм при длине прямолинейных и кольцевых швов до 10000 мм.
Кроме этого стандарт устанавливает толщину и ширину остающейся подкладки, ширину шва и размеры рабочей поверхности устройств, формирующих шов.
По материалам: Гост 14806-80 - сварка алюминия и его сплавов;