

Конструкция внутренних протяжек и прошивок. Режимы резания
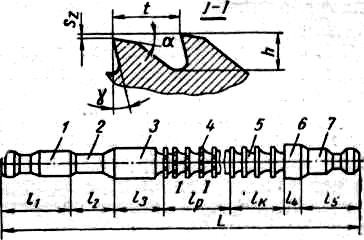
Составные части внутренних протяжек и их обозначения показаны на рис. 228. Скорость главного движения при протягивании и прошивании — это скорость продольного перемещения инструмента относительно обрабатываемой детали. Движение подачи на глубину резания осуществляется самой конструкцией инструмента. Каждый последующий зуб режущей части протяжки или прошивки выше предыдущего на величину подачи s2 (подъем на зуб), равной толщине срезаемого слоя а каждым зубом.
Режущая часть 4 протяжки состоит из черновой и чистовой частей. На черновой части толщина а срезаемого слоя каждым зубом достигает 0,2 мм, а на чистовой а = 0,005—0,02 мм.
Калибрующая часть 5 протяжки удаляет и сглаживает отдельные неровности на протянутой поверхности, полученные режущими зубьями, а также служит резервом для пополнения режущих зубьев при изменении их размеров при переточках и обеспечивает
правильное направление и центрирование протяжки при выходе из резания последних режущих зубьев. Калибрующие зубья не имеют подъема на зуб. Конструктивное оформление и размеры калибрующих зубьев такие же, как у режущих зубьев, или с уменьшенным шагом t и глубиной Л. В обычных конструкциях протяжек количество зубьев на калибрующей части принимают в пределах 2^=4-7-8. Иногда за калибрующими зубьями располагают
Рис.
228. Составные части внутренних протяжек:
1
— передняя замковая часть /t;
2
—
шейка (/8);
3
—
передняя направляющая часть (1Л;
4— режущая
часть (1р)'*
& ~ калибрующая
часть (1К)\
6 —
задняя направляющая часть (/4);
7
— задняя
замковая часть (/6)
выглаживающие, которые закруглены и при движении протяжки как бы развальцовывают обрабатываемое отверстие. Величина подъема на зуб у выглаживающих зубьев назначается в пределах 0,005—0,02 мм на диаметр. Размеры передней замковой части 1 и передней направляющей части 3 принимаются в зависимости от формы и размеров предварительно подготовленного отверстия под протягивание. Шейка 2 является переходной частью от замковой к передней направляющей.
![]()

сила
резания, отнесенная к 1 мм
длины
режущего лезвия,
в кГ/мм;
суммарная
длина режущих лезвий всех одновременно
работающих
режущих зубьев.
Значение Ро зависит от величины подъёма на зуб sя обрабатываемого материала и приводится в нормативах режимов резания при протягивании.
Скорость резания при протягивании лимитируется условиями получения высококачественной обработанной поверхности. Скорость резания подсчитывают по формуле
![]()
![]()
— стойкость протяжки в минутах;
к — коэффициент, учитывающий влияние марки инструментальной стали;
т и у — показатели степени при стойкости и подаче, зависящие от обрабатываемого материала, материала протяжки и других условий.
Скорость резания при протягивании ограничивается технологическими возможностями протяжных станков. Обычно скорость резания v принимается в пределах 1—20 м/мин. При скоростном протягивании (удо90 м/мин) применяют твердосплавные протяжки.
Прошивки, являющиеся разновидностью внутренних протяжек, имеют те же конструктивные элементы, кроме замковых частей и шейки.
Расчет режущей и калибрующей частей прошивок выполняют так же, как и для внутренних протяжек. Конструктивное оформление режущей, калибрующей и направляющей частей прошивки в поперечном сечении определяется формой и размерами предварительно подготовленного отверстия и окончательно обработанного прошивкой.
Прошивки с выглаживающими зубьями обеспечивают обработку по 5—6-му квалитету точности и Rа =0,32—0,08мкм. Выглаживающие зубья прошивки и протяжки в продольном сечении либо имеют радиусную форму, либо состоят из прямолинейных участков с углом конуса 4—10°.
Величина подъема на зуб у выглаживающих зубьев равна 0,005—0,03 мм.