

Элементы режима резания и срезаемого слой
Главное движение при сверлении, зенкеровании и развертывании — вращательное, а движение подачи — поступательное. Схемы резания при сверлении, зенкеровании и развертывании показаны на рис. 218. Скорость резания для расчета принимается на периферии инструмента
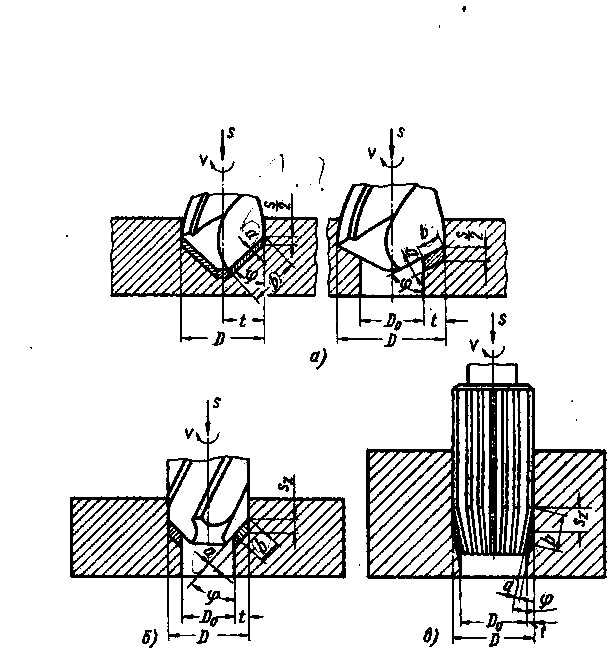
Рис. 218. Схема резания при сверлении (а), зенкеровании (б) и развертывании (в)
V = πDn /1000 м/мин ,
где D — диаметр инструмента в мм;
п — число оборотов инструмента в мин.
Подача s — величина перемещения инструмента вдоль оси за один оборот. Подача sz, приходящаяся на один зуб инструмента, sz, = s/z (г — число зубьев инструмента).
Толщина срезаемого слоя а измеряется в направлении, перпендикулярном к режущему лезвию инструмента.
Ширина срезаемого слоя b измеряется вдоль режущего лезвия.
При сверлении под глубиной резания t подразумевают расстояние от обработанной поверх-ности до оси сверла t = d/2, а при рассверливании t =(D-d)/2.
Осевая сила, момент резания и мощность при сверлении, зенкеровании и развертывании. При сверлении осевую силу Р (силу подачи) подсчитывают по формуле:
![]()
![]()
постоянные
коэффициенты, характеризующие
обрабатываемый материал и условия
его обработки;
![]()
![]()
![]()
показатели
степеней;
соответственно
диаметр, глубина в мм
и
подача в мм/об;
общие
поправочные коэффициенты, учитывающие
конкретные условия обработки.

![]()
где Мкр — крутящий момент резания в кГмм; п — число оборотов инструмента или изделия в минуту.
Скорость резания при сверлении, зенкеровании и развертывании, допускаемая режущими свойствами инструмента, зависит от следующих факторов: обрабатываемого материала, материала режущей части, диаметра инструмента D, подачи s, периода стойкости Г, смазочно-охлаждающей жидкости, глубины резания t (для рассверливания, зенкерования и -развертывания).
При сверлении
![]()
постоянный
коэффициент, характеризующий
обрабатываемый
материал и конкретные условия
обработки;
показатели
степеней;
показатель
относительной стойкости;
общий
поправочный коэффициент,
учитывающий
конкретные
условия обработки.

![]()
§ 2. Сверлильные станки, их назначение и типы
В зависимости от расположения шпинделя сверлильные станки делятся на вертикально- и горизонтально-сверлильные, а в зависимости от количества шпинделей — на одношпиндельные и многошпиндельные.
Вертикально-сверлильные станки предназначаются для сверления, рассверливания, зенкерования и развертывания отверстий в деталях, а также для нарезания резьбы машинными метчиками.
Одношпиндельные вертикально-сверлильные станки отличаются от аналогичных станков, применяемых в машиностроении, размерами и конструктивными особенностями (высокие числа оборотов сверла вследствие малых диаметров отверстий).
Многошпиндельные станки подразделяются на групповые, непрерывного действия, специальные и агрегатно-сверлильные станки. Групповой сверлильный станок представляет собой несколько одношпиндельных сверлильных станков, объединенных общей станиной и работающих независимо друг от друга. Групповые сверлильные станки применяются в серийном и крупносерийном производствах, когда в одной детали требуется просверлить ряд отверстий различного диаметра или последовательно выполнить операции сверления, зенкерования и развертывания. Инструменты устанавливают согласно технологическому процессу последовательно в различных шпинделях.
Станки непрерывного действия имеют круглый поворотный стол с установленными на нем приспособлениями с обрабатываемыми деталями. После поворота стола на угол 360° /z, где z — число рабочих позиций (приспособлений с деталями), под каждый шпиндель сверлильных головок станка подводится деталь для выполнения соответствующего перехода — сверления, зенкерования, развертывания, нарезания резьбы и т. д. При каждом повороте заканчивается обработка одной детали, которая снимается во время рабочего цикла, а вместо нее в приспособление устанавливается новая.
К специальным многошпиндельным станкам относятся сверлильные станки с постоянными расстояниями шпинделей, предназначенные для обработки одной детали в массовом производстве. Агрегатно-сверлильные станки создаются на базе стандартных и нормализованных узлов (см. § 3 «Обработка на агрегатных станках»). Для расширения технологических возможностей одношпиндельных сверлильных станков применяют многошпиндельные сверлильные головки: в серийном производстве — универсально-сверлильные головки с регулируемым расстоянием между осями шпинделей, в крупносерийном производстве — многошпиндельные головки с постоянным расстоянием между осями шпинделей.