4.5. Суммарные отклонения формы и расположения поверхностей
Радиальное
биение
поверхности вращения определяется как
разность
между наибольшим и наименьшим расстояниями
от оси базовой поверхности до наиболее
удаленной точки реального профиля
нормируемой поверхности (Рис.4.9.а). 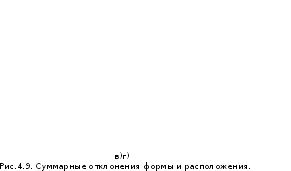
Радиальное биение связано как с отклонением формы – отклонением от круглости, так и с отклонением расположения – отклонением от соосности нормируемой и базовой поверхностей. При измерении отклонения от соосности двух (или многоступенчатых) валов на результат измерения обязательно будет влиять отклонение от круглости, выделить которое не всегда представляется возможным. Поэтому при нормировании отклонений от соосности таких деталей на рабочем чертеже следует указывать измерение радиального биения, нормируя таким образом и отклонение от соосности и отклонение от круглости. Если длина нормируемого цилиндрического участка сравнима, или больше диаметра следует нормировать измерение полного радиального биения. Измерения будут проведены по всей нормируемой поверхности (минимум в начале, середине и конце участка).
Торцовое биение поверхности вращения определяется как разность наибольшего и наименьшего расстояний от точек реального профиля торцовой поверхности до плоскости перпендикулярной оси базовой поверхности (Рис.4.9.б). Торцовое биение связано как с отклонением формы – отклонением от плоскостности, так и с отклонением расположения – отклонением от перпендикулярности нормируемой и базовой поверхностей. При измерении отклонения от перпендикулярности торцев валов на результат измерения обязательно будет влиять отклонение от плоскостности, выделить которое не всегда представляется возможным. Поэтому при нормировании отклонений от перпендикулярности таких деталей на рабочем чертеже следует указывать измерение торцового биения, нормируя таким образом и отклонение от перпендикулярности и отклонение от плоскостности,. Если длина нормируемого цилиндрического участка сравнима, или больше радиуса базовой поверхности следует нормировать измерение полного торцового биения. Измерения будут проведены по всей нормируемой поверхности торца (минимум в начале, середине и периферии).
Отклонение формы заданного профиля определяется как разность между наибольшим и наименьшим расстояниями точек реального профиля от номинального профиля определяемое по нормали к номинальному профилю в пределах нормируемого участка (Рис.4.9.в).
Отклонение формы заданной поверхности определяется как разность между наибольшим и наименьшим расстояниями точек реальной поверхности от номинальной поверхности определяемое по нормали к номинальной поверхности в пределах нормируемого участка (Рис.4.9.г).
Нормируемые параметры шероховатости поверхности деталей. Обозначение шероховатости на чертежах.
шероховатость поверхности, наряду с другими факторами, определяющими качество поверхности, - волнистостью, отклонениями формы и физическими свойствами поверхности - оказывает большое влияние на эксплуатационные свойства машин, приборов, инструментов, средств транспорта и др., в том числе на качество посадок деталей, в расчет которых входят ее параметры.
Шероховатость поверхности — совокупность неровностей поверхности с относительно малыми шагами на базовой длине I. Неровности на обработанной поверхности образуются в результате пластической деформации поверхностного слоя материала детали, копирования неровностей режущих кромок инструмента и трения его о деталь, вырывания с поверхности частиц материала и в результате других причин.
Параметры шероховатости поверхности и их числовые значения регламентированы ГОСТ 25142-82
В основу нормирования и количественной оценки шероховатости поверхности положена система средней линии профиля т — система М. Средняя линия профиля — базовая линия, имеющая форму номинального профиля и проведенная так, что в пределах базовой длины среднее квадратическое отклонение профиля до этой линии минимально.
Базовая длина L — длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности, и для количественного определения ее параметров.
Нормирование и количественная оценка шероховатости поверхности производится с помощью высотных параметров, шаговых параметров и параметра формы.
Стандартом предусмотрены следующие параметры для оценки шероховатости поверхности:
а) - Среднее арифметическое отклонение профиля Ra - среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины относительно средней линии ( линии m ) ( см. рис.1.1. )
Значение параметра рассчитываются по формулам .
L n
Ra = 1/ L y(x) dx 1/n yi ,мкм.
0 i= 1
где : L - базовая длина ;
n - число выбранных точек профиля на базовой длине ;
m- средняя линия.
у
у2
уi
уn-1




y1
m
у3 уn
К оценке параметра Ra.
б) - Высота неровностей профиля по десяти точкам Rz - сумма средних значений абсолютных высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля ( от средней линии ) в пределах базовой длины (см.рис1.2.)
5 5
Rz = 1/5 ( у pmi + у vmi) , мкм . (5.2)
i=1 i=1
где: у pmi - высота i го наибольшего выступа профиля;
у vmi -
глубина i й наибольшего впадины профиля
;
у
у
pm5
у
pm2
у
pm3
у pm1







у pm4
m


у
vm4
у
vm2
у vm3
у vm5
у vm1

L - базовая длина
К оценке параметров Rz и R max
в) - Наибольшая высота неровностей профиля R max - расстояние между линией выступов и линией впадин профиля в пределах базовой длины
R max = у pmmax - у vmmax = у pm1 - у vm1 , мкм.
г) - Средний шаг неровностей профиля Sm - среднее значение шагов неровностей профиля ( по средней линии ) в пределах базовой длины
n
Sm = 1/ n Smi , мм.
i=1
У Sm1 Smi Smn
m
L
S1
S
i Sn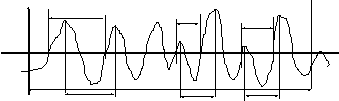
К оценке параметров Sm и S
д) - Средний шаг неровностей профиля по вершинам S - среднее значение шагов местных выступов профиля в пределах базовой длины
n
S = 1/n Si ,мм.
i=1
e) - Относительная опорная длина профиля tp -отношение к базовой длине опорной длины профиля lp в пределах базовой длины
tp = lp / L , %
Опорная длина профиля равна сумме длин отрезков, отсекаемых на заданном уровне р в материале профиля, эквидистантной средней линии
n
l р= bi ,
i=1
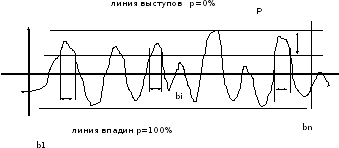
К оценке параметра tp .
Нормирование параметра Ra является предпочтительным .
Числовые значения параметров шероховатости Ra, Rz, R max, Sm и S должны выбираться соответственно из таблиц 5.1 - 5.3 .
Для выделения неровностей относящихся к шероховатости поверхности , можно применять отсечку шага В , которая в этом случае равна базовой длине L. На длине волны В амплитуда синусоидального профиля передается в пределах 75% .
ОБОЗНАЧЕНИЕ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ.
Шероховатость поверхности обозначается на рабочих чертежах деталей специальным знаком (Рис.5.7.) Если конструктор не устанавливает вид обработки, применяют знак (Рис.а) Этот способ установления требований является предпочтительным для применения. Шероховатость образованная удалением поверхностного слоя материала, например точением, фрезерованием и т.п. обозначают знаком (Рис.б). Если поверхность должна быть образована без снятия верхнего слоя материала, литье, ковка, штамповка то, для обозначения применяют знак (Рис.в). Для обозначения шероховатости специально не указанных поверхностей, в правом верхнем углу чертежа указывают один из знаков(Рисю.а-в) и рядом в скобках проставляют символ (Рис.г.)

а) б) в) г)
Знаки обозначения шероховатости поверхности.
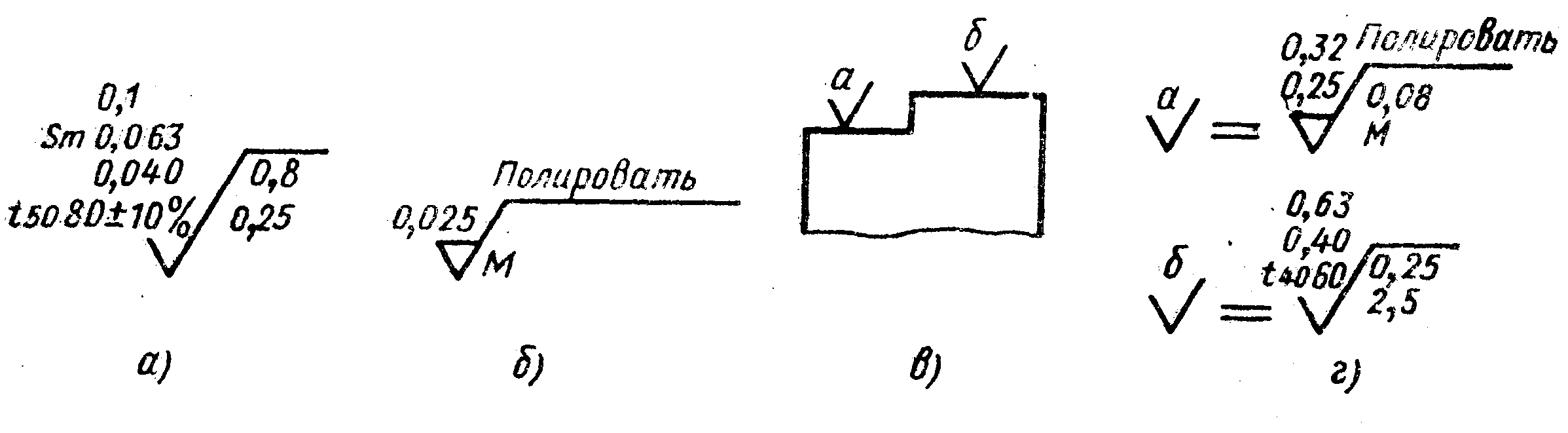
На Рис.5.8. показана структура обозначения шероховатости поверхности.

Структура обозначения шероховатости поверхности.
Обязательным является простановка допуска высотного критерия шероховатости поверхности. Остальные символы конструктор заполняет, если к шероховатости поверхности должны предъявляется специальные требования. Примеры простановки символов обозначения шероховатости поверхности на чертежах деталей показаны на Рис.5.9.