

Сущность взаимозаменяемости. Понятие о размерах, предельных отклонениях, полях допусков и посадках.
При производстве большого количества однородных (одинаковых) изделий применяется принцип «организации и научно-технического сопровождения», который получил название: «принцип взаимозаменяемости».
Взаимозаменяемость - принцип производства, при котором обеспечивается возможность сборки или замены при ремонте составных частей изделия. При этом показатели качества функционирования всей партии изделий лежат в заданных пределах.
Виды взаимозаменяемости.
1. Полная взаимозаменяемость.
Взаимозаменяемость, при которой составные части изделия (детали, узлы, агрегаты) изготавливаются независимо, и при этом обеспечивают 100% сборку или замену при ремонте.
Пример: резьбовые детали (болты, винты), подшипники качения (по соединительным размерам).
2. Не полная (пограничная) взаимозаменяемость.
Чтобы обеспечить сборку или замену при ремонте, необходимо применять дополнительные конструктивно-технологические мероприятия. Так как полная взаимозаменяемость подразумевает изготовление детали с достаточно высокой точностью, то себестоимость изготовления сборки в определённых условиях существенно повышается и становится невыгодным.
Неполная взаимозаменяемость может обеспечиваться следующими способами:
1) селективная сборка.
Применяется при массовом производстве высокой точности (тела качения).
Все детали измеряются и сортируются по группам размеров. Взаимозаменяемость внутри одной группы. Пример: цилиндр-поршень (3 группы: А, Б, В).
2) сборка по формуляру (паспорту).
Деталь изготовляется и измеряется и по этому размеру изготавливается «ответная» (сопрягаемая) деталь. Применяется для малого объёма производства.
3) подборка по месту.
Конструктивным мероприятием часто является применение в конструкции деталей-компенсаторов.
Взаимозаменяемость может быть внешняя (по присоединительным размерам) и внутренняя (по посадочному размеру).
Взаимозаменяемость может быть размерная (геометрическая) и функциональная (взаимозаменяемость по показателям качества функционирования изделия).



![]()
Посадки с зазором, натягом и переходные.
Посадкой называется соединение двух деталей характеризующееся наличием либо зазора, либо натяга. Зазором S называется разность между диаметром отверстия и диаметром вала, когда диаметр отверстия больше диаметра вала. Натягом N называется разность между диаметром отверстия и диаметром вала, когда диаметр отверстия меньше (до соединения деталей) диаметра вала. При сборке партии деталей, размеры которых близки друг к другу, возможно появление как зазора, так и натяга поэтому при сборке таких деталей возникает посадка называемая переходной. Если размеры отверстий в партии деталей всегда больше размеров валов, то при сборке возникает посадка с гарантированным зазором. Если размеры отверстий в партии деталей всегда меньше размеров валов, то при сборке возникает посадка с гарантированным натягом
Посадки с гарантированным зазором
Посадки с гарантированным зазором, применяются, когда необходимо осуществлять относительное движение вала и отверстия, вращательное или поступательное. Величина минимального зазора должна быть равна или более Sрмин.
Sрмин.= S1+S2.
где: S1–температурная компенсация;
S2– толщина слоя смазки.
При работе посадки с зазором из за трения начинает увеличиваться температура деталей, при этом температура вала будет больше температуры отверстия т.к. вал находится внутри втулки и отвод тепла затруднен. Поэтому размеры вала будут увеличиваться быстрее размера втулки и при незначительной величине зазора возникнет заклинивание и поломка соединения. Величина S1зависит также от материалов применяемых в соединении.
Для снижения трения и уменьшения рабочей температуры соединения применяется смазка. В зависимости от марки применяемого масла необходим зазор S2.
Величина максимального зазора зависит от допустимого перекоса вала относительно отверстия. На Рис приведена схема посадки с гарантированным зазором. Значения зазоров и допусков посадки с гарантированным зазором определяются по следующей зависимости:
S макс. = Dmax- dmin. , Smin= Dmin - dmax. Sm = (S макс. + S мин) / 2
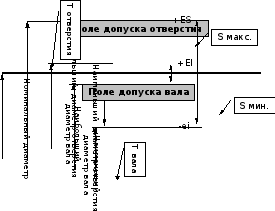

Схема посадки с гарантированным зазором.
Работоспособность такого соединения не будет зависеть от положения поля допуска относительно номинального диаметра (основного отклонения), но стоимость изготовления зависит. Наиболее экономичным способом изготовления отверстий является сверление. Как правило, сверла выпускаются диаметрами равными номинальному диаметру, поэтому такое сверло изготовит отверстие диаметром равным или больше (зависит от точности заточки сверла и режимов обработки) номинального диаметра. Значит основное отклонение отверстия, изготовленного таким сверлом, будет Н (EI=0). Основное отклонение вала не зависит от размера инструмента (резца). Кроме того экономическая себестоимость процесса сверления выше процесса точения, поэтому выгоднее уменьшить точность изготовления (допуск) отверстий за счет увеличения точности (уменьшения допуска) валов. Схема посадки с гарантированным зазором учитывающая вышесказанное приведена на Рис.3.4.
При выборе посадки с гарантированным зазором следует начинать с назначения основного отклонения отверстия Н (EI=0). Допуск отверстия выполнить на 1 квалитет больше допуска вала тогда:
S макс. - Sмин.= 1,6 Твала.+ Твала ; Твала.= (Sмакс. - Sмин.) / 2,6 ; Тотв. = 1,6 Твала..
ES = EI + Тотв. ; es = EI - S мин. ; ei = es - Твала.
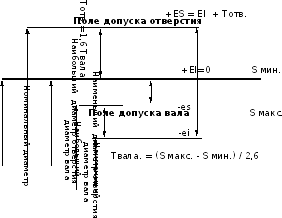
Экономичная схема образования посадки с гарантированным зазором.