

Посадки с гарантированным натягом
Посадки с гарантированным натягом, применяются, когда необходимо неподвижно соединить вал и отверстия, посадка неразборная. На Рис. схема посадки с гарантированным натягом учитывающая экономические факторы.
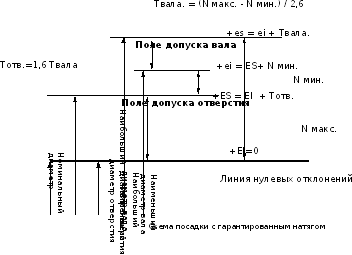
Величина минимального
натяга N макс. должна
обеспечивать прочность соединения,
т.е. натяг должен обеспечить такое
удельное давление, при котором наибольшие
силы и крутящий момент, действующий в
соединении, не в состоянии сдвинуть или
повернуть вал относительно отверстия.
Величина максимального натяга зависит от прочности деталей входящих в соединение, т.е. он зависит от материалов вала и отверстия. Значения зазоров и допусков посадки с гарантированным натягом определяются по зависимостям указанным на Рис.3.5.
3.5. Переходные посадки
Переходные посадки обеспечивают совпадение осей соединяемых деталей, они разборные и различаются по вероятности появления зазора или натяга. На рис. приведена схема переходной посадки и расчетные зависимости с большей вероятностью появления натяга.
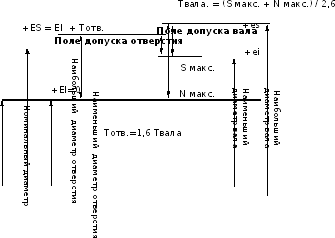
. Схема переходной посадки с большей вероятностью появления натяга.
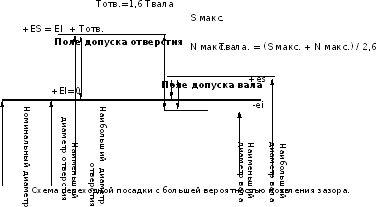
На следующем рис. приведена схема переходной посадки и расчетные зависимости с большей вероятностью появления зазора.

Принципы построения системы допусков и посадок для гладких соединений.
Стандарт на допуски и посадки представляет собой системы построенные по единым принципам, знание котроых способствует повышению производительности инженерного труда при назначении требований к точности изготовления деталей.
Нормирование осуществляется с использованием ЕСДП – единой системы допусков и посадок распространяемой на допуски размеров гладких элементов деталей и на посадки, образуемые при соединении деталей. Нормирование размеров осуществляется по ГОСТ путем обозначения размера, расположения поля допуска относительно размера и величины допуска. Стандарт охватывает определенный диапазон размеров. Например, ГОСТ 25346-82 охватывает размеры деталей до 500мм. Есть стандарты, которые охватывают размеры свыше 500 до 150мм, и свыше 3150мм до 10000мм. В ЕСДП в первую очередь стандартизованы базовые элементы необходимые для получения различных полей допусков, а не посадки. Каждое поле допуска представляет сочетание двух параметров: величины допуска и его положения относительно номинального размера.
Величину допуска Т определяют в зависимости от размера и квалитета.
Т= а i.
где а – число единиц допуска, зависящее от квалитета, безразмерная величина, а i-единица допуска, которая отражает взаимосвязь между экономически выгодным достижением точности и размерами.
Для размеров до
500мм.
 ,
мкм.
,
мкм.
Где: Dm – среднее значение интервала номинального размера Dном.
(Формула эмпирическая Dm подставляется в мм, а результат читается в мкм.)
Для размеров от 500мм. до 10000мм
 где
Dmax
Dmin
наибольший и наименьший размер интервала.
где
Dmax
Dmin
наибольший и наименьший размер интервала.
Квалитет – совокупность допусков, характеризуемых постоянной относительной точность (определяемую коэффициентом а)
|
Интервал размеров, мм |
К в а л и т е т | ||||||||||||||||||
|
01 |
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 | |
|
До 3 Св. 3 до б » 6 » 10 » 10 » 18 » 18 » 30 » 30 » 50 » 50 » 80 » 80 » 120 » 120 » 180 » 180 » 250 » 250 » 315 » 315 » 400 » 400 » 500 |
0,3 0,4 0,4 0,5 0,6 0,6 0,8 1 1,2 2 2,5 3 4 |
0,5 0,6 0,6 0,8 1 1 1,2 1,5 2 3 4 5 6 |
0,8 1 1 1,2 1,5 1,5 2 2,5 3,5 4,5 6 7 8 |
1,2 1,5 1,5 2 2,5 2,5 3 4 5 7 8 9 10 |
2 2,5 2,5 3 4 4 5 6 8 10 12 13 15 |
3 4 4 5 6 7 8 10 12 14 16 18 20 |
4 5 6 8 9 11 13 15 18 20 23 25 27 |
6 8 9 11 13 16 19 22 25 29 32 36 40 |
10 12 15 18 21 25 30 35 40 46 52 57 63 |
14 18 22 27 33 39 46 54 63 72 81 89 97 |
25 30 36 43 52 62 74 87 100 115 130 140 155 |
40 48 58 70 84 100 120 140 160 185 210 230 250 |
60 75 90 110 130 160 190 220 250 290 320 360 400 |
100 120 150 180 210 250 300 350 400 460 520 570 630 |
140 180 220 270 330 390 460 540 630 720 810 890 970 |
250 300 360 430 520 620 740 870 1000 1150 1300 1400 1550 |
400 480 580 700 840 1000 1200 1400 1600 1850 2100 2300 2500 |
600 750 900 1100 1300 1600 1900 2200 2500 2900 3200 3600 4000 |
1000 1200 1500 1800 2100 2500 3000 3500 4000 4600 5200 5700 6300 |
|
Примечание. Для размеров до 1 мм квалитеты от 14-го до 17-го не применяют. | |||||||||||||||||||
IT7 а=101,6 =16,
IT8 а=25,
IT9 а=40,
IT10 а=64,
IT11 а=100,
IT12 а=160,
и т.д.
Упрощенно, при отсутствии таблиц, значение допуска можно вычислить по формуле:
Т а( ).
).
Для определения расположения допуска относительно номинального размера ЕСДП предусмотрено по 27 вариантов основных отклонений валов и отверстий. Основным считается наименьшее по абсолютной величине (расположенное ближе к номинальному размеру), одно из двух отклонений (верхнее или нижнее).
Основные отклонения отверстий обозначаются строчными (заглавными) буквами (или буквосочетаниями) латинского алфавита от А до Z, а основные отклонения валов прописными (маленькими) буквами (или буквосочетаниями) от а до z.
Схема расположения
основных отклонений отверстий и валов
относительно номинального размера
детали приведена на рис, а их значения
в таблице.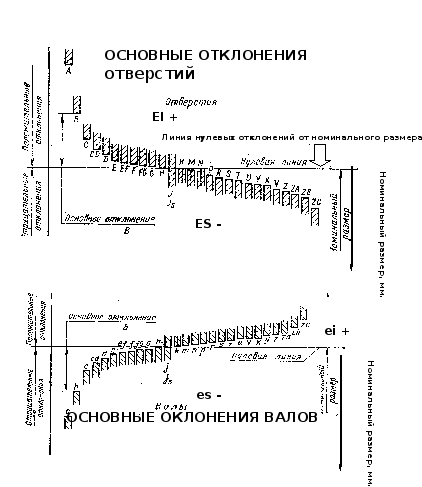
Схемы расположения основных отклонений отверстий и валов
|
Таблица 3.2. Значения основных отклонений и поправки к основным отклонениям К, М, N (до 8-го квалитета для размеров св. 6 мм) и от Р до Z. (до 7-го квалитета), мкм | |||||||||||||||||||||||||||||||||||||||||||||
|
Интервалы размеров, мм |
es со знаком « - » |
ei со знаком «+» |
Поправка | ||||||||||||||||||||||||||||||||||||||||||
|
а |
b |
c |
d |
e |
f |
g |
k |
m |
п |
p |
r |
s |
t |
u |
x |
z |
для квалитета: | ||||||||||||||||||||||||||||
|
|
ЕI со знаком «+» |
ЕSсо знаком « - » |
3 |
4 |
5 |
6 |
7 |
8 | |||||||||||||||||||||||||||||||||||||
|
А |
В |
С |
D |
Е |
F |
G |
К |
М |
N |
Р |
R |
S |
T |
U |
X |
Z |
|
|
|
|
|
| |||||||||||||||||||||||
|
До 3 Св. 3 до 6 » 6 до 10 |
270 270 280 |
140 140 150 |
60 70 80 |
20 30 40 |
14 20 25 |
6 10 13 |
2 4 5 |
0 1 1 |
2 4 6 |
4 8 10 |
6 12 15 |
10 15 19 |
14 19 23 |
- - - |
18 23 28 |
20 28 34 |
26 35 42 |
0 1 1 |
0 1,5 1,5 |
0 1 2 |
0 3 3 |
0 4 6 |
0 6 7 | ||||||||||||||||||||||
|
» 10 до 14 » 14 до 18 |
290 |
150 |
95 |
50 |
32 |
16 |
6 |
1 |
7 |
12 |
18 |
23 |
28 |
- |
33 |
40 45 |
50 60 |
1 |
2 |
3 |
3 |
7 |
9 | ||||||||||||||||||||||
|
» 18 до 24 » 24 до 30 |
300 |
160 |
110 |
65 |
40 |
20 |
7 |
2 |
8 |
15 |
22 |
28 |
35 |
41 |
41 48 |
54 64 |
73 88 |
1,5 |
2 |
3 |
4 |
8 |
12 | ||||||||||||||||||||||
|
» 30 до 40 » 40 до 50 |
310 320 |
170 180 |
120 130 |
80 |
50 |
25 |
9 |
2 |
9 |
17 |
26 |
34 |
43 |
48 54 |
60 70 |
80 97 |
112 136 |
1,5 |
3 |
4 |
5 |
9 |
14 | ||||||||||||||||||||||
|
» 50 до 65 » 65 до 80 |
340 360 |
190 200 |
140 150 |
100 |
60 |
30 |
10 |
2 |
11 |
20 |
32 |
41 43 |
53 59 |
66 75 |
87 102 |
122 146 |
178 210 |
2 |
3 |
5 |
6 |
11 |
16 | ||||||||||||||||||||||
|
» 80 до 100 » 100 до 120 |
380 410 |
220 240 |
170 180 |
120 |
72 |
36 |
12 |
3 |
13 |
23 |
37 |
51 54 |
71 79 |
91 104 |
124 144 |
17 0 210 |
258 310 |
2 |
4 |
5 |
7 |
13 |
19 | ||||||||||||||||||||||
|
» 120 до 140 » 140 до 160 |
460 520 |
260 280 |
200 210 |
145 |
85 |
43 |
14 |
3 |
15 |
27 |
43 |
63 65 |
92 100 |
122 134 |
170 199 |
248 280 |
365 415 |
3 |
4 |
6 |
7 |
15 |
23 | ||||||||||||||||||||||
|
» 160 до 180 |
580 |
310 |
230 |
145 |
85 |
43 |
14 |
3 |
15 |
27 |
43 |
68 |
108 |
146 |
210 |
310 |
465 |
3 |
4 |
6 |
7 |
15 |
23 | ||||||||||||||||||||||
|
» 180 до 200 » 200 до 225 » 225 до 250 |
660 740 820 |
340 380 420 |
240 260 280 |
170 |
100 |
50 |
15 |
4 |
17 |
31 |
50 |
77 80 84 |
122 130 140 |
166 180 196 |
236 258 284 |
350 385 425 |
520 575 640 |
3 |
4 |
6 |
9 |
17 |
26 | ||||||||||||||||||||||
|
» 250 до 280 » 280 до 315 |
920 1050 |
480 540 |
300 330 |
190 |
110 |
56 |
17 |
4 |
20 |
34 |
56 |
94 98 |
158 170 |
218 240 |
315 350 |
475 525 |
710 790 |
4 |
4 |
7 |
9 |
20 |
29 | ||||||||||||||||||||||
|
» 315 до 355 » 355 до 400 |
1200 1350 |
600 680 |
360 400 |
210 |
125 |
62 |
18 |
4 |
21 |
37 |
62 |
108 114 |
190 208 |
268 294 |
390 435 |
590 660 |
900 1000 |
4 |
5 |
7 |
11 |
21 |
32 | ||||||||||||||||||||||
|
» 400 до 450 » 450 до 500 |
1500 1650 |
760 840 |
440 480 |
230 |
135 |
68 |
20 |
5 |
23 |
40 |
68 |
126 132 |
232 252 |
330 360 |
490 540 |
740 820 |
1100 1250 |
5 |
5 |
7 |
13 |
23 |
34 | ||||||||||||||||||||||