

6.3.5.1. Пример типового маршрута изготовления кронштейна
Кронштейн (рис. 1.83) изготавливается литьем в разовые формы с машинной формовкой по деревянным моделям. Материал — серый чугун.
05. Вертикально-фрезерная. Вертикально-фрезерный станок 6М12П. Приспособление специальное. Фрезеровать плоскость 1 под шлифование (рис. 1.84).


Сверлить четыре отверстия 7 и 2
Зенкеровать четыре отверстия 2 и два отверстия 3.
3. Развернуть два отверстия 3.
15. Токарная. Токарный станок 16К20. Приспособление — типа «угольник» (рис. 1.86). Расточить отверстие 1, фаску 2, подрезать торец 3 под тонкое растачивание и обтачивание (обработка противоположного торца не показана).



25. Радиально-сверлильная. Станок радиально-сверлильный 2Н53. Приспособление — кондуктор (рис. 1.87). Сверлить, зенкеровать, нарезать резьбу в четырех отверстиях 1 (обработка отверстий на противоположном торце не показана).
35. Плоскошлифовальная. Станок плоскошлифовальный ЗБ722. Приспособление специальное (рис. 1.88). Шлифовать плоскость ос-нования начисто.
40. Алмазно-расточная. Станок для тонкой расточки. Приспособ-ление специальное установочное (рис. 1.89). Расточить отверстие 1 и подрезать торец 2 начисто.
45. Алмазно-расточная. Станок для алмазной расточки. Приспо-собление специальное установочное (рис. 1.90). Подрезать торец 1.
Примеры маршрутов изготовления корпусных деталей с отвер-стиями, оси которых параллельны и скрещиваются, рассмотрены выше.
6.4. Технология изготовления зубчатых колес
6.4.1. Характеристика зубчатых колес
В современных машинах широко применяют зубчатые передачи. Различают силовые зубчатые передачи, предназначенные для передачи крутящего момента с изменением частоты вращения валов, и кинематические передачи, служащие для передачи вращательного движения между валами при относительно небольших крутящих моментах.
Зубчатые передачи, используемые в различных механизмах и ма-шинах, делят на цилиндрические, конические, червячные, смешан-ные и гиперболоидные (винтовые и гипоидные).
Наибольшее распространение получили цилиндрические, кони-ческие и червячные передачи (рис. 1.91).

Рис. 1.91. Виды зубчатых передач:
а — цилиндрическая; б— коническая; в —червячная; 1 — шестерня; 2— зубчатое колесо; 3— червяк; 4— червячное колесо
Ниже рассмотрены способы формообразования зубьев цилиндрических зубчатых колес.
Обработка конических зубчатых колес, червяков и червячных ко-лес излагается, например, в работах [15, 29].
Цилиндрические зубчатые колеса изготовляют с прямыми и ко-сыми зубьями, реже — с шевронными. Стандарт устанавливает 12 степеней точности цилиндрических зубчатых колес (в порядке убы-вания точности): 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12. Для 1, 2-й степеней допуски стандартом не предусматриваются. Для каждой степени точности предусматривают следующие нормы:
— кинематической точности колеса, определяющие полную по-грешность угла поворота зубчатых колес за один оборот;
— плавности работы колес, определяющие составляющую пол-ной погрешности угла поворота зубчатого колеса, многократно по-вторяющейся за оборот колеса;
— контакта зубьев, определяющие отклонение относительных размеров пятна контакта сопряженных зубьев в передаче.
Независимо от степени точности колес установлены нормы боко-вого зазора (виды сопряжении зубчатых колес). Существуют шесть видов сопряжении зубчатых колес в передаче, которые в порядке убывания гарантированного бокового зазора обозначаются буквами А, В, С, D, Е, Н, и восемь видов допуска (Tjn) на боковой зазор: х, у, z, a, b, с, d, h.
В соответствии со стандартом, точность зубчатых колес может быть определена как комплексными, так и дифференцированными показателями.
По технологическому признаку зубчатые колеса делятся на:
— цилиндрические и конические без ступицы и со ступицей, с гладким или шлицевым отверстием;
— многовенцовые блочные с гладким или шлицевым отверстием;
— цилиндрические, конические и червячные типа фланца;
— цилиндрические и конические с хвостовиком;
— валы-шестерни.
У цилиндрических колес зубья выполняют прямыми, спиральными или шевронными.
Обработка зубчатых колес разделяется на два этапа: обработку до нарезания зубьев и обработку зубчатого венца. Задачи первого этапа соответствуют в основном аналогичным задачам, решаемым при обработке деталей классов: диски (зубчатое колесо плоское без ступицы), втулки (со ступицей) или валов (вал-шестерня). Операции второго этапа обычно сочетают с отделочными операциями обработки
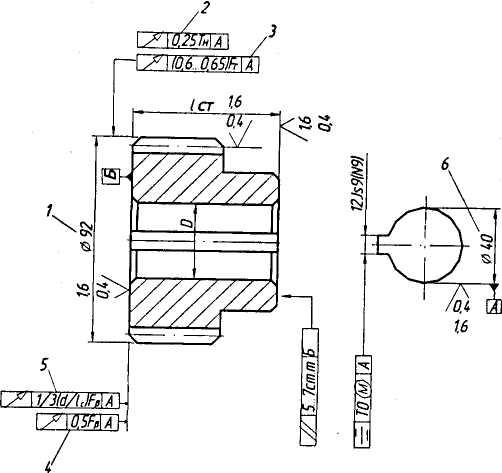
Рис. 1.92. Зубчатое колесо с типовыми требованиями к точности его изготовления
корпуса колеса. На построение технологического процесса обработки зубчатых колес влияют следующие факторы: форма зубчатого колеса; форма и расположение зубчатого венца и количество венцов; степень точности колеса; методы контроля зубчатых колес; материал колеса; наличие и вид термообработки; габаритные размеры; объем выпуска.
На рис. 1.92 показаны типовые требования к точности полуфаб-риката для нарезания зубьев в зависимости от вышеперечисленных факторов.
1. Точность размера окружности выступа (d) зависит от метода контроля толщины зуба: когда d является измерительной базой, то Δd = 0,5 Tн, когда d не является измерительной базой, диаметр d мо-жет изготавливаться по IT12, где Тн — допуск на смещение исходного контура.
2. Радиальное биение поверхности вершин зубьев относительно оси отверстия (измерительной базы) не более 0,25 Тн, когда d используется для контроля толщины зуба, например, при контроле смещения исходного контура.

6. Отверстие изготавливается по H6 для зубчатых колес 5-й степени точности и по H7 для зубчатых колес 6,7,8-й степени точности.
Наибольшее влияние на протяженность технологического мар-шрута оказывает степень точности колеса. При изготовлении высо-коточных колес (6, 5 и выше степеней точности) механическая обработка должна чередоваться с операциями термической обработки для снятия внутренних напряжений, а количество отделочных операций технологических баз и зубчатого венца значительно возрастает.
Технологические задачи
Точность размеров. Самым точным элементом зубчатого колеса является отверстие, которое выполняется обычно по 7-му квалитету, если нет особых требований.
Точность формы. В большинстве случаев особых требований к точности формы поверхностей не предъявляется.
Точность взаимного расположения. Требования к точности взаим-ного расположения представлены на рис. 1.92.
Твердость рабочих поверхностей. В результате термической обра-ботки поверхностная твердость зубьев цементируемых зубчатых колес должна быть в пределах HСЭ45...6О при глубине слоя цементации 1...2 мм. При цианировании твердость HRСЭ42...53, глубина слоя должна быть в пределах 0,5...0,8 мм.
Твердость незакаливаемых поверхностей обычно находится в пределах НВ 180...270.
Для рассматриваемого зубчатого колеса (см. рис. 1.98):
— посадочное отверстие выполняется по 7-му квалитету;
— точность формы не задается;
— точность взаимного расположения ограничена величинами торцового и радиального биений относительно оси отверстия не бо-лее 0,016 и 0,025 мм, а также отклонением от симметричности шпо-ночного паза относительно оси отверстия не более 0,02 мм;
— шероховатость поверхности зубчатого венца Ra = 0,63 мкм, отверстия и торцов 1,25 мкм. Зубчатый венец закаливается ТВЧ до HRСЭ45...50 на глубину 1...2 мм.