

5.1. Типизация технологических процессов
Основные направления технологической унификации в современном машиностроении — типизация технологических процессов, групповая обработка и модульная технология обработки, позволяющие решать задачу стандартизации технологических процессов и всего технологического оснащения [8...11].
Типизация технологических процессов основывается на классификации деталей, создании типов деталей, объединенных общим технологическим маршрутом и в комплексном решении всех технологических вопросов при разработке технологических процессов для каждого типа деталей.
Создатель типизации проф. А.П. Соколовский принимал в качестве классификационных признаков: форму (конфигурацию) деталей, точность и качество обработанных поверхностей; материал деталей, объем выпуска и общую производственную обстановку.
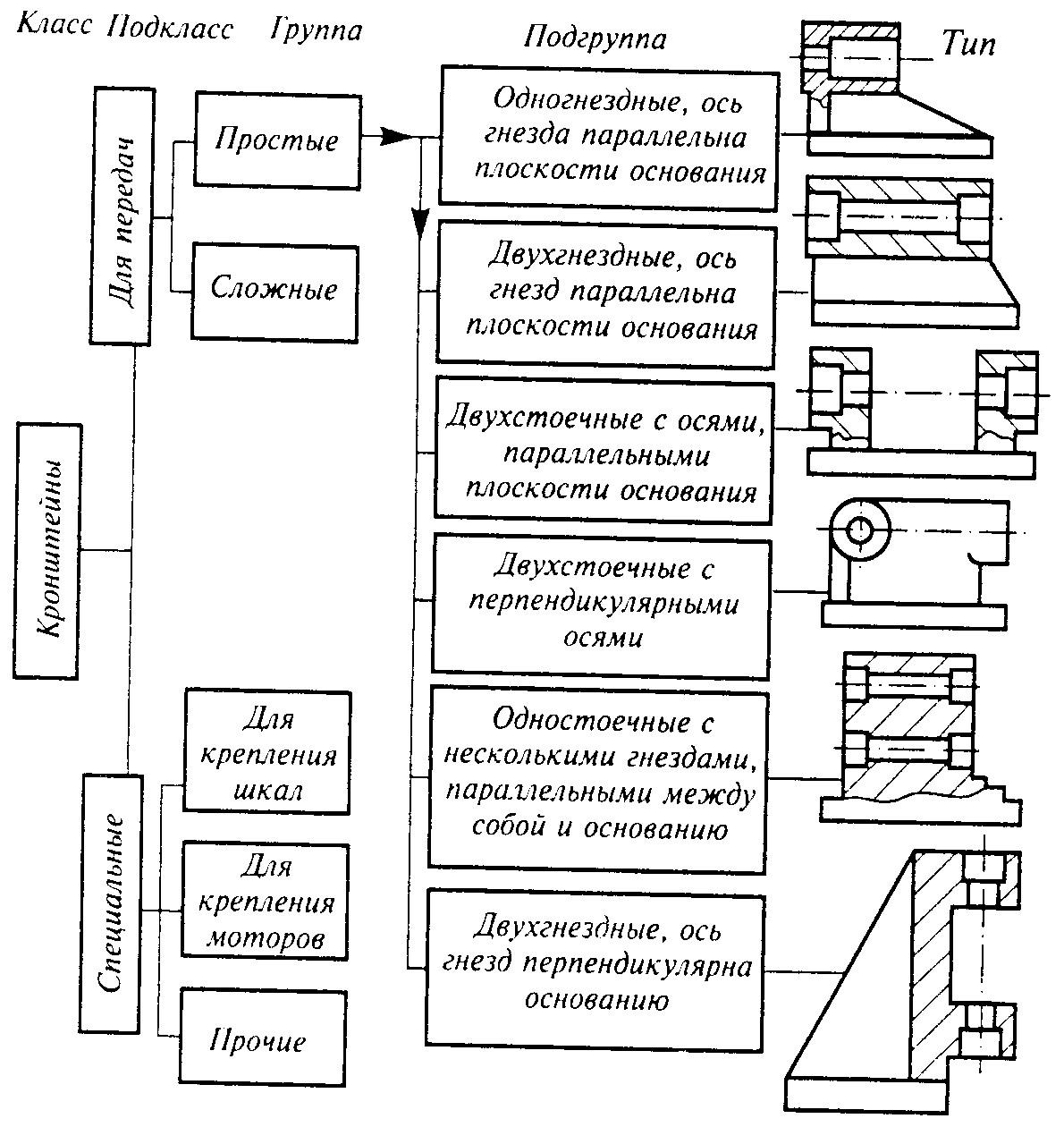
Рис. 5.1. Пример классификации деталей
Классификация построена по схеме: класс — подкласс — группа — подгруппа — тип.
Класс является основой классификационного подразделения и представляет совокупность деталей определенной конфигурации и объединенных общностью технологических задач.
Тип представляет совокупность сходных деталей, для которых в данных производственных условиях разрабатывается общий технологический процесс (маршрут) (рис. 5.1).
Таким образом, признаками общности при типизации являются технологические задачи и технологические процессы изготовления деталей, а цель типизации — стандартизация технологического процесса для того, чтобы изготовление одинаковых исходных деталей осуществлялась с помощью общих, наиболее совершенных и эффективных методов.
Типизация завершается созданием либо типовых маршрутов, либо типовых операций (элементарных технологических процессов). Типовая технологическая операция характеризуется единством содержания и последовательности технологических переходов для групп изделий с общими конструктивными признаками.
Эти элементарные типовые технологические процессы являются исходным вспомогательным (справочным) материалом при разработке типовых технологических процессов обработки деталей, так как любая деталь представляет собой совокупность элементарных поверхностей.
Типовая технологическая операция повторяется при изготовлении деталей родственных групп и сочетаний элементарных поверхностей.
Таким образом, основа построения типовых процессов — конструктивное сходство деталей, при типизации рассматриваются главным образом деталепроцессы, охватывающие преимущественно несколько видов обработки, иногда и один вид.
5.2. Групповой метод обработки
Групповой метод— метод унификации технологии производства, при котором для групп однородной по тем или иным конструктивно-технологическим признакам продукции устанавливаются однотипные методы обработки с использованием однородных и быстро-переналаживаемых орудий производства.
Таким образом, основным признаком классификации и группирования являются применяемые средства технологического оснащения.
Наиболее общие задачи, решаемые групповым методом,— специализация, технологическая концентрация в виде многоинструментальной и многопредметной обработки.
Групповой метод — основа унификации технологической оснастки, ограничивает ее конструктивные разновидности, размеры и составные элементы при одновременном расширении области ее применения. Групповые переналаживаемые приспособления проектируются для групп деталей, сходных по способам установки и закрепления. Обработка деталей различной конфигурации с помощью одного группового приспособления обеспечивается благодаря использованию сменных или регулируемых элементов.