

2.3. Расчетно-статистический метод исследования точности
2.3.1. Погрешности установки. Стандарты по базированию и установочным элементам
Основные понятия по базированию, основанные на ГОСТ 21495—76* «Базирование и базы в машиностроении», приведены ниже.
Базирование— придание заготовке или изделию требуемого положения относительно выбранной системы координат.
База— поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования (рис. 2.10...2.13). На этих рисунках цифрами 1, 2, 3 и 4 обозначены соответственно базы, заготовки и элементы станочных приспособлений.
Действительная база— база, фактически используемая в конструкции, изготовлении, эксплуатации или ремонте изделия.
Комплект баз— совокупность трех баз, образующих систему координат заготовки или изделия (рис. 2.14).
Конструкторская база— база, используемая для определения положения детали или сборочной единицы в изделии.
Основная база— конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии (рис. 2.15, а).
Вспомогательная база— конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия (рис. 2.15, б).
Технологическая база— база (I,II,III), используемая для определения положения заготовки или изделия в процессе изготовления или ремонта (рис. 2.16).

Рис. 2.10. База — поверхность

Рис. 2.11. База — сочетание поверхностей

Рис. 2.12. База — ось
Измерительная база— база, служащая для определения относительного положения заготовки или изделия и средств измерения (см. рис. 2.15, в).
Установочная база— база, лишающая заготовку или изделие трех степеней свободы: перемещения вдоль одной координатной оси и поворотов вокруг двух других осей (см. рис. 2.15, е).
Направляющая база— база, лишающая заготовку или изделие двух степеней свободы: перемещения вдоль одной координатной оси и поворота вокруг другой оси (см. рис. 2.15, е).
Опорная база— база, лишающая заготовку или изделие одной степени свободы: перемещения вдоль одной координатной оси или поворота вокруг оси (см. рис. 2.15, е).
Двойная направляющая база— база, лишающая заготовку или изделие четырех степеней свободы: перемещения вдоль двух координатных осей и поворотов вокруг этих осей (см. рис. 2.15, г).

Рис. 2.13. База — точка
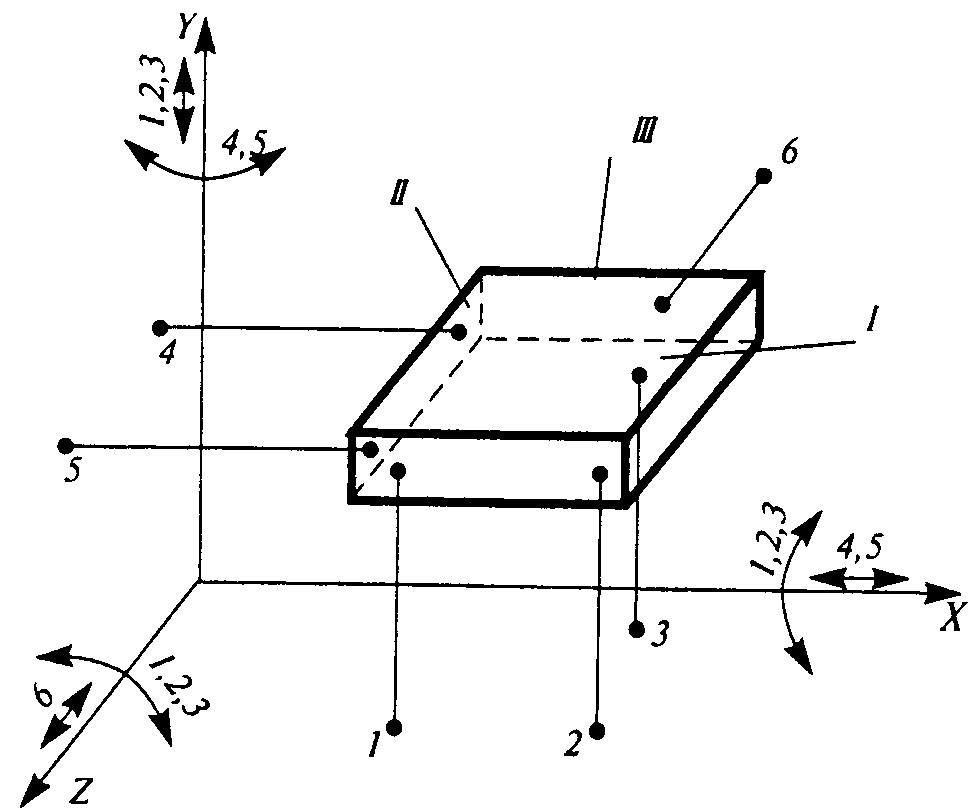
Рис. 2.14. Комплект баз
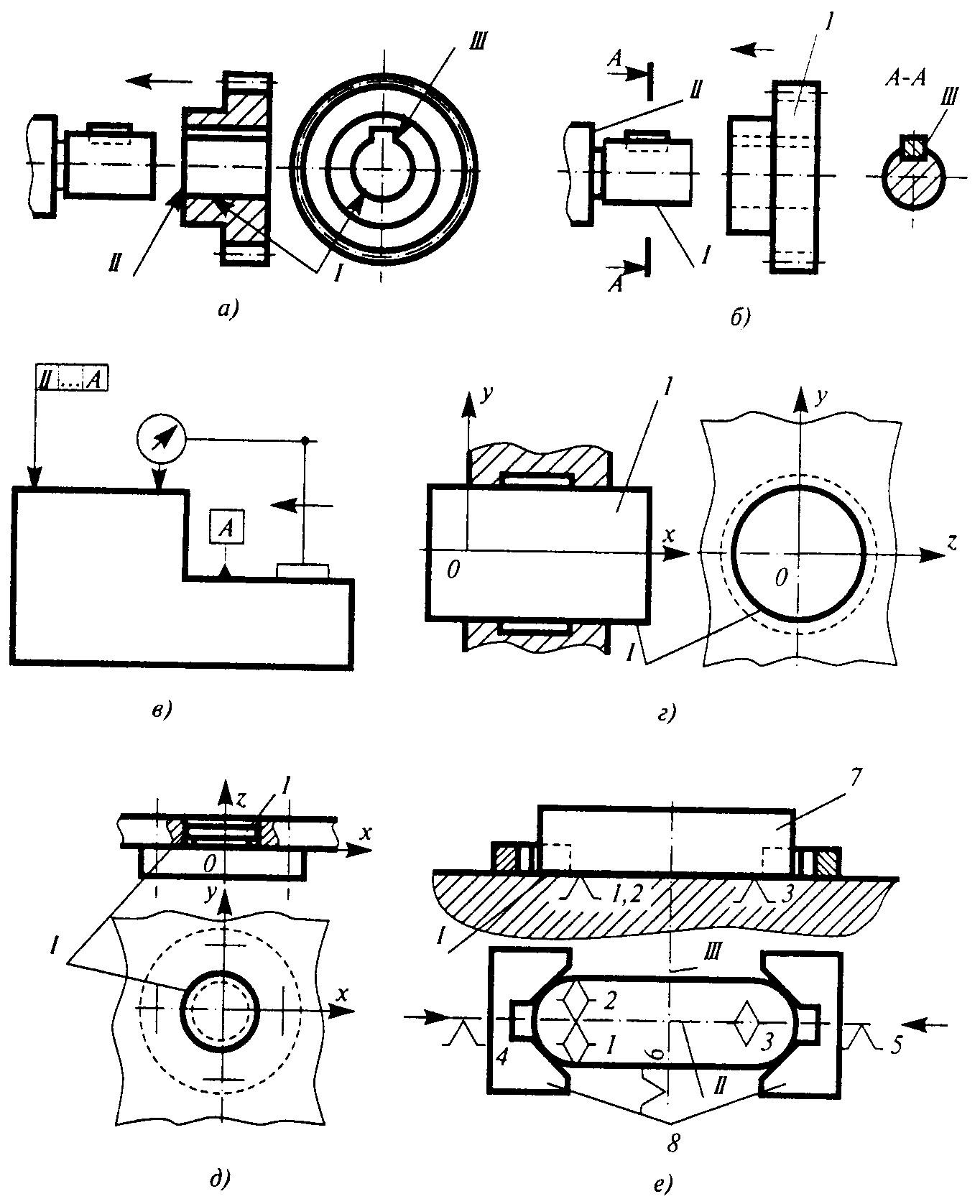
Рис. 2.15. Виды баз:
а - основные базы шестерни (I,II,III); б - вспомогательные базы вала (I,II,III)с присоединяемой деталью (I); в - измерительная база (А); г - двойная направляющая база (I) детали (1); д - двойная опорная база (I) детали (1); е - установочная явная база (I) заготовки (7), направляющая скрытая база (II), опорная скрытая база (III, 1..6 - опорные точки, 8 - губки самоцентрирующих тисков
Двойная опорная база— база, лишающая заготовку или изделие двух степеней свободы: перемещения вдоль двух координатных осей (см. рис. 2.15, д).
Скрытая база— база заготовки или изделия в виде воображаемой плоскости, оси, точки (см. рис. 2.15, е).
Явная база— база заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок (см. рис. 2.15, а).
Опорная тонка— точка, символизирующая одну из связей заготовки или изделия с избранной системой координат (см. рис. 2.15, е).
Примечания.
1. Для обеспечения неподвижности заготовки или изделия в избранной системе координат на них необходимо наложить шесть двусторонних геометрических связей, для создания которых необходим комплект баз.

Рис. 2.16. Технологические базы

Рис. 2.17. Условные изображения опорных точек на видах:
а - спереди и сбоку; б - в плане; в - схема базирования призматической детали в соответствии с комплектом баз, представленным на рис. 2.9

Рис. 2.18. Погрешности базирования при различных схемах установки: а, б - на плоские поверхности; в - на оправку; г - в призму; д - в центрах
2. Если в соответствии со служебным назначением изделие должно иметь определенное число степеней свободы, то соответствующее число связей снимается.
Схема базирования— схема расположения опорных точек на базах заготовки или изделия (рис. 2.17).

Рис. 2.19. Схема плавающего центра
Примечания. 1. Все опорные точки на схеме базирования обозначаются условными знаками и порядковыми номерами, начиная с базы, на которой располагается наибольшее количество опорных точек.
2. При наложении в какой-либо проекции опорной точки на другую, изображается одна точка и около нее проставляются номера совмещенных точек.
3. Число проекций заготовки или изделия на схеме базирования
должно быть достаточным для представления о размещении опорных точек.
Погрешность базирования— отклонение фактически достигнутого положения заготовки или изделия при базировании от требуемого. Однако необходимо особо подчеркнуть, что погрешность базирования имеет место только при работе на настроенных станках, т. е. когда партия заготовок обрабатывается при неизменном (заранее установленном) относительном положении инструмента и заготовок.
Закрепление— приложение сил и пар сил к заготовке или изделию для обеспечения их положения, достигнутого при базировании.
Установка— процесс базирования и закрепления заготовки или изделия.
Погрешность установки— отклонение фактически достигнутого положения заготовки или изделия при установке от требуемого.
Выбор технологических баз имеет цель наметить как сами базы, так и порядок их смены (если это необходимо). От правильности решения вопроса о технологических базах в значительной степени зависят точность взаимного расположения обрабатываемых поверхностей, точность размеров, степень сложности и конструкция приспособлений, производительность обработки.
Исходными данными для выбора баз являются: чертеж детали со всеми необходимыми требованиями, вид и точность заготовки, условие расположения и работы детали в машине.
Основные принципы, которыми целесообразно руководствоваться при выборе технологических баз.
1. Использовать принцип совмещения баз, когда в качестве технологических баз принимают основные, т. е. конструкторские базы, используемые для определения положения детали в изделии. В случае несовпадения конструкторских и технологических баз возникают погрешность базирования и необходимость перерасчета допусков, заданных конструктором в сторону их ужесточения. При этом рассматриваются и решаются технологические размерные цепи.

Рис. 2.20. Установка заготовки по плоскости основания и двум боковым сторонам:
а — теоретическая схема базирования; б - схема установки
Погрешность базирования равна сумме погрешностей размеров, соединяющих конструкторские и технологические базы. Формулы для расчета погрешности базирования для некоторых схем установки приведены на рис. 2.18.

Рис. 2.21. Установка заготовки по плоскости (на магнитной плите):
а - теоретическая схема базирования; б - схема установки
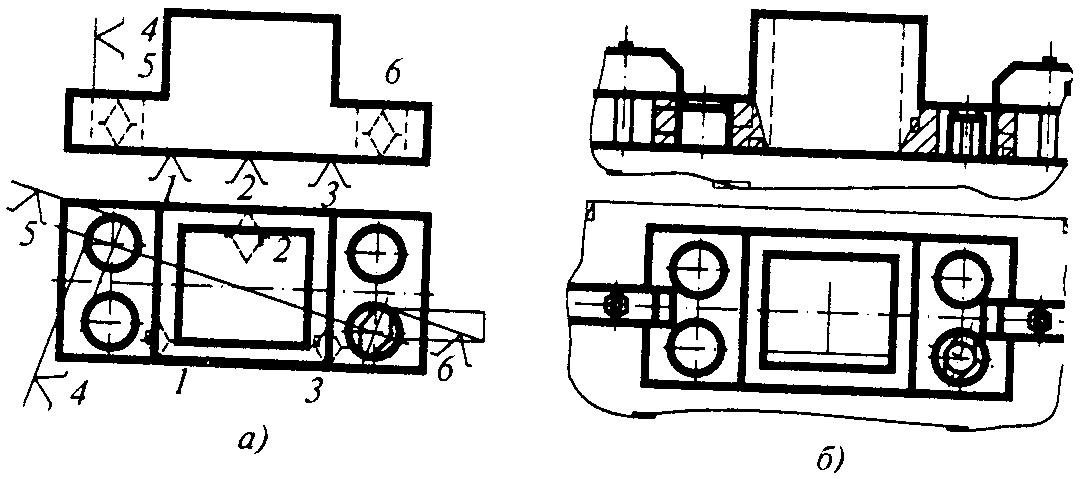
Рис. 2.22. Установка заготовки по плоскости и двум отверстиям: а — теоретическая схема базирования; 6 - схема установки
Для других схем формулы приведены в справочниках технолога. Следует отметить, что погрешность базирования (как, впрочем, и любая другая погрешность) рассчитывается для конкретных размеров.
Погрешность базирования равна нулю в следующих случаях:
— при совмещении технологических баз с конструкторскими (рис. 2.19);
— для размеров, получаемых мерным Инструментом ИЛИ блоком инструментов;
— для диаметральных размеров;
— при работе методом пробных промеров и рабочих ходов, т. е. когда настройка положения инструмента
производится для каждой заготовки (случай работы на ненастроенном станке).
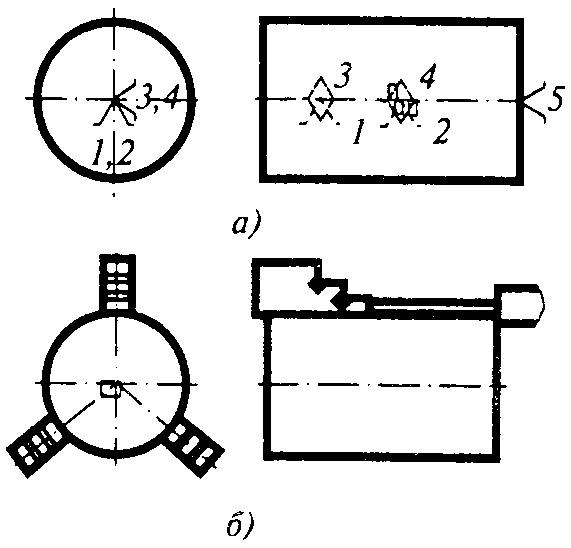
Рис. 2.23. Установка вала в трехкулачковом самоцентрирующем патроне:
а — теоретическая схема базирования; б — схема установки

Рис. 2.24. Установка диска в трехкулачковом самоцентрирующем патроне: а — теоретическая схема базирования; б— схема установки

Рис. 2.25. Установка вала в центрах: а — теоретическая схема базирования; б - схема установки
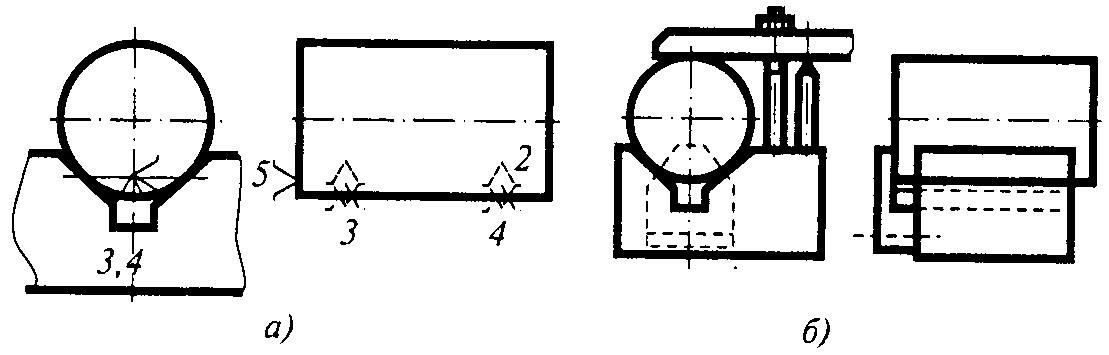
Рис. 2.26. Установка вала на призме: а — теоретическая схема базирования; б - схема установки
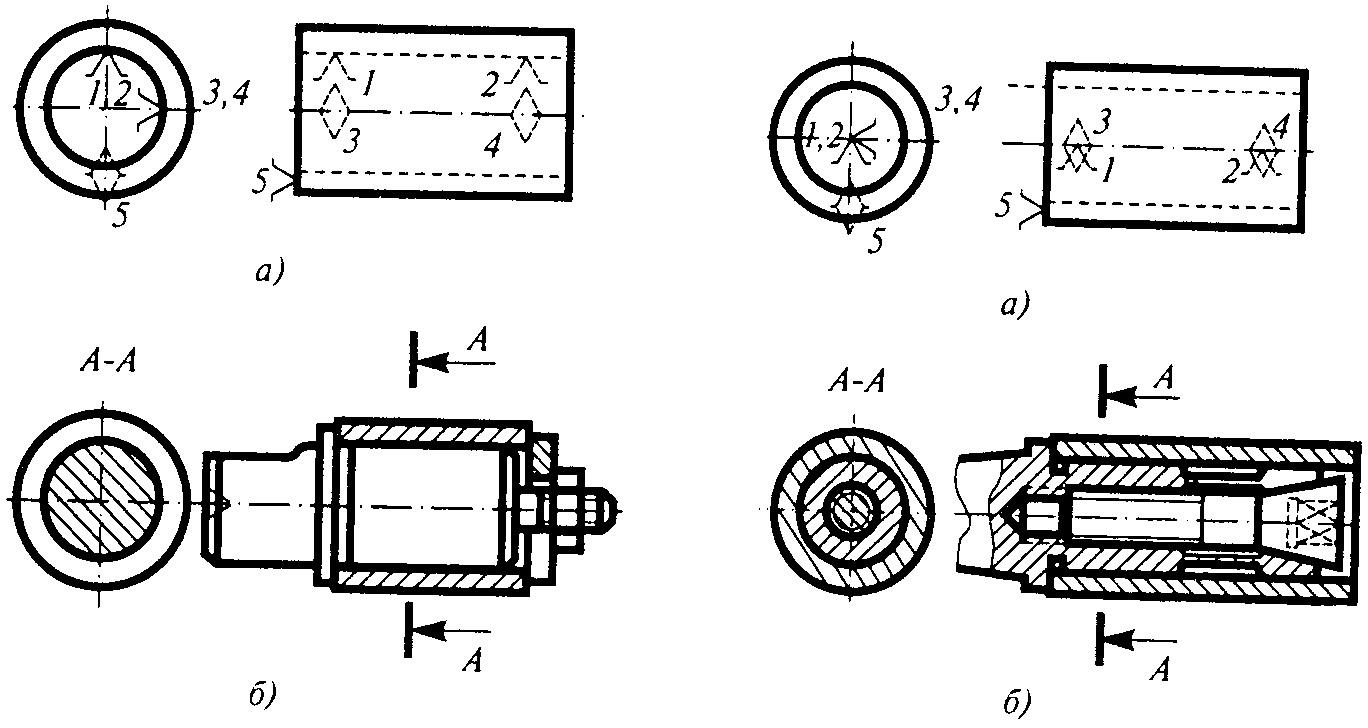
Рис. 2.27. Установка
втулки на цилиндрической оправке (с
зазором):
а — теоретическая
схема базирования; б — схема установки
Рис. 2.28. Установка
втулки на разжимной оправке (без зазора):
а — теоретическая
схема базирования; б — схема установки
2. Соблюдать принцип постоянства базы, т. е. использовать на всех основных операциях одни и те же базы. Для выполнения этого принципа часто создают базы, не имеющие конструкторского назначения (например, центровые гнезда у валов и др.).
3. Базы должны обеспечивать хорошую устойчивость и надежность установки заготовки.
Наиболее распространенные схемы базирования приведены на рис. 2.20...2.30.
Основные рекомендации о порядке выбора баз и о задачах, решаемых при этом, представлены в табл. 2.1.

Рис. 2.29. Установка на станке заготовки корпусной детали с выверкой ее положения по разметочным рискам:
а — теоретическая схема базирования; б — схема установки

Рис. 2.30. Установка
заготовки по обрабатываемой поверхности
при бесцентровом врезном шлифовании:
а — теоретическая
схема базирования; б — схема установки
Рис. 2.31. Конструкции
опор:
1 — неподвижные
с плоской рабочей поверхностью;
2 — неподвижные
со сферической рабочей поверхностью;
3 — неподвижные с призматической рабочей
поверхностью; 4 — подвижные регулируемые
со сферической рабочей поверхностью;
5 - подвижные регулируемые, плавающие
со сферической поверхностью
Таблица 2.1