

2.2.2. Графоаналитический метод (метод точечных диаграмм)
Графоаналитический метод оценки точности технологических операций следует применять для получения качественной характеристики точности технологических операций; как предварительный этап по установлению качественных значений показателей точности и стабильности и закономерностей их изменения в процессе обработки.
Оценка точности проводится путем построения графиков, на которых по оси абсцисс откладывают условные номера обрабатываемых заготовок в последовательности их обработки (или время окончания их обработки), по оси ординат — значения погрешностей контролируемого параметра или его измеренные значения. Графики должны строиться по данным протоколов измерений.
В зависимости от цели исследования и вида технологического процесса на один график наносят результаты измерения деталей выборок, относящихся к одной или нескольким партиям деталей.
Схематическое изображение одной реализации случайного процесса x(t) изменения погрешностей контролируемого параметра приведена на рис. 2.7.
По данному графику можно судить о:
— соответствии контролируемого параметра установленному полю допуска (IT);

Рис. 2.7. Точечная диаграмма отклонений размеров партии деталей
— характере изменения систематических погрешностей изготовления;
— предполагаемом моменте выхода контролируемого параметра детали за границы поля допуска;
— точности наладки оборудования на заданный размер. Рассмотрим случай изготовления нескольких партий деталей на одном оборудовании и возможной смене (или перезаточке) режущего инструмента. В этом случае на графике (рис. 2.8) изображено несколько реализаций случайного процесса x(t) изменения погрешностей контролируемого параметра на одном оборудовании.
По данному графику можно судить о:
— соответствии точностных характеристик технологической системы установленным полям допусков на контролируемый параметр;
— величине и виде распределения погрешности настройки оборудования;
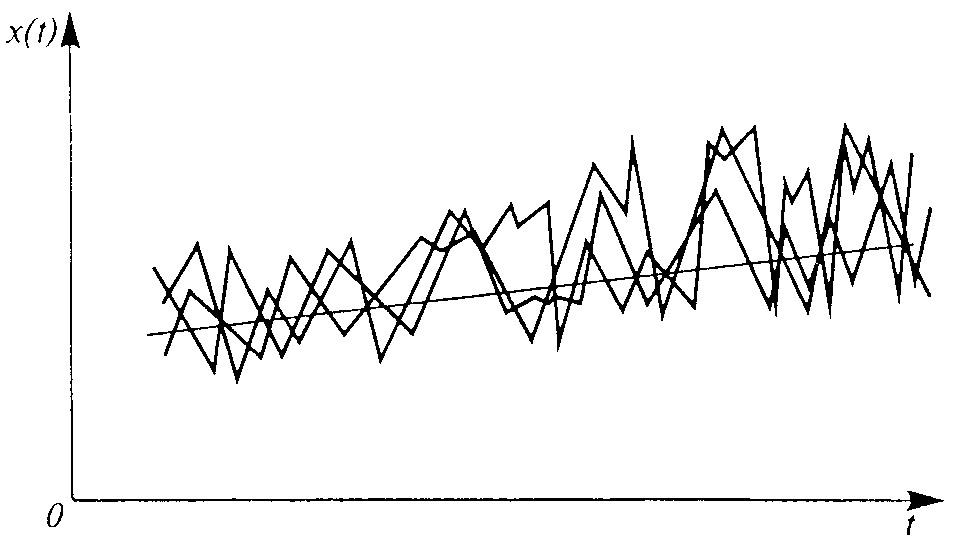
Рис. 2.8. Точечные диаграммы отклонений размеров нескольких партий деталей

Рис. 2.9. Опытная диаграмма точности обработки
— величине и характере изменения систематических погрешностей в процессе обработки;
— величине и характере изменения величины случайной погрешности во времени.
В тех случаях, когда статистический анализ точности технологического процесса проводят с целью изучения влияния на точность обработки одного конкретного фактора, на график наносят две реализации по результатам измерения двух партий деталей, полученных при различных значениях исследуемого фактора и максимально возможной идентичности условий обработки по другим факторам.
Исследование влияния качества заготовок на точностные характеристики деталей должно проводиться путем нанесения на один график двух реализаций, соответствующих погрешностям заготовок и погрешностям исследуемого параметра деталей, получаемых из тех же заготовок.
Для преобразования точечной диаграммы в опытную диаграмму точности обработки, более четко характеризующую измерение размеров при изготовлении партии деталей, проводятся следующие построения:
— строится точечная диаграмма индивидуальных значений отклонений размеров партии деталей, изготовленных при одной размерной наладке (рис. 2.9);
— проводятся линии А1А1и А2А2соответственно через крайние верхние и нижние точки, остальные точки должны находиться внутри данной области;
— проводится линия A0A0посредине между крайними линиями.
Расстояние между линиями А1А1и А2А2определит рассеивание ∆p(колебание) размеров отдельных деталей, а линияA0A0характеризует закономерное изменение погрешности (систематически изменяющуюся погрешность).