

2.3.8. Колебания при механической обработке
При работе на станках часто помимо основных движений элементов станка возникают другие нежелательные движения — колебания.
Колебания уменьшают стойкость режущего инструмента (иногда вызывают его поломку), точность, увеличивают шероховатость обработанной поверхности, приводят к интенсивному износу станков. Шум при вибрациях утомляет рабочего.
Колебания, возникающие при обработке, могут быть вынужденными, собственными (или свободными) и автоколебаниями.
Вынужденные колебания— это колебания вызываемые и поддерживаемые некоторыми возмущающими силами, т. е. силами, заданными в виде явных функций времени. К ним, например, относятся:
— колебания, передаваемые извне через фундамент от работающих поблизости станков, машин;
— колебания, вызываемые дисбалансом вращающихся частей станка, заготовки и т. д.;
— колебания, вызываемые прерывистым характером резания (работа зубьев фрезы, протяжки и т. д.).
Частота вынужденных колебаний равна или кратна частоте возмущающей силы. Устранение возмущающей силы приводит к устранению вынужденных колебаний.
Собственные колебания— это колебания автономных систем, происходящие под действием восстанавливающих сил около состояния равновесия. Они возникают под воздействием каких-либо толчков и обычно достаточно быстро затухают. Частота собственных колебаний определяется массой и жесткостью колеблющейся системы. При резании на станках силы сопротивления обычно велики, поэтому затухание собственных колебаний происходит быстро.
Уравнение собственных колебаний при наличии линейной восстанавливающей силы трения имеет следующий вид:
![]()
Общее решение такого уравнения имеет вид:
![]()
Как видно из предыдущего уравнения, движение представляет собой затухающие колебания с постоянной частотой, но постепенно убывающими отклонениями, так что процесс в целом характеризуется монотонным убыванием амплитуд (рис. 2.61).
Последовательность максимальных отклонений амплитуд следует закону геометрической прогрессии, так как отношение двух последовательных максимальных отклонений A(t):A(t+ Т), разделенных интервалом времени Т, является постоянной величиной, равнойeht. Натуральный логарифм этого отношения называетсялогарифмическим декрементом. Логарифмический декремент служит удобной количественной характеристикой темпа затухания свободных колебаний.
Автоколебания— это незатухающие стационарные колебания, поддерживаемые за счет энергии, которая подводится к системе от некоторых источников неколебательного характера. Таким образом,автоколебательный процесс— это процесс, при котором переменная сила, поддерживающая колебательное движение, создается и управляется самим движением и при прекращении этого движения исчезает.
Частота автоколебаний близка к собственной частоте элементов колебательной системы, например, при точении встречаются как низкочастотные колебания, связанные с колебаниями вала и его опор (f= 70...300 Гц), так и высокочастотные колебания, связанные с колебаниями резца (как правило,f> 1000 Гц).
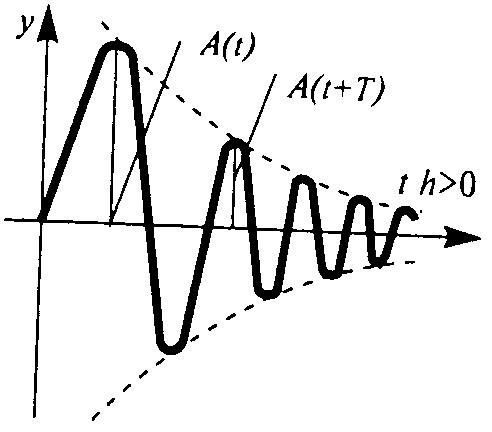
Рис. 2.61. Схема процесса затухания собственных колебаний
Источником энергии автоколебательного движения является привод станка, который сам по себе не обладает колебательными свойствами.
Высокочастотные колебания возникают чаще всего при чистовой и получистовой обработках при больших скоростях главного движения резания из-за колебания резца и сопровождаются характерным свистом. На поверхности детали остается рябь (гребенки) с малым шагом (0,5...2 мм).
При низкочастотных колебаниях на поверхности детали заметны волны с большим шагом, слышен глухой звук. Шероховатость поверхности значительная.
Обычно необходимым условием возникновения автоколебаний в технологической системе является ее недостаточная жесткость, т. е. для уменьшения уровня колебаний необходимо стремиться обеспечить максимально возможную жесткость всех элементов технологической системы. Но даже при их значительной жесткости возникновение автоколебаний не исключено. Как отмечалось выше, колебания в значительной степени затрудняют реализацию запроектированных рациональных параметров технологических процессов. Для разработки мер борьбы с колебаниями необходимо знать причины их возникновения.
Исследование причин возникновения вибраций при резании, а также поиском путей их устранения посвящены работы многих ученых.