

5.4.2. Определение типа производства
Тип производства— это классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска изделий.
Одной из основных характеристик типа производства является коэффициент закрепления операций, представляющий собой отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест.
В проектных условиях можно полагать, что коэффициент закрепления операций определяет число операций такой, как и рассматриваемая, которое можно было бы закрепить за одним рабочим местом для полной его загрузки в течение месяца.
Тогда коэффициент закрепления операций
![]()
где tB— такт выпуска, мин; F — месячный фонд времени односменной работы рабочего места, ч; т — принятое число смен; Kот— коэффициент, учитывающий простои по организационно-техническим причинам (ремонт, перерыв на отдых и т. п.); Nмес
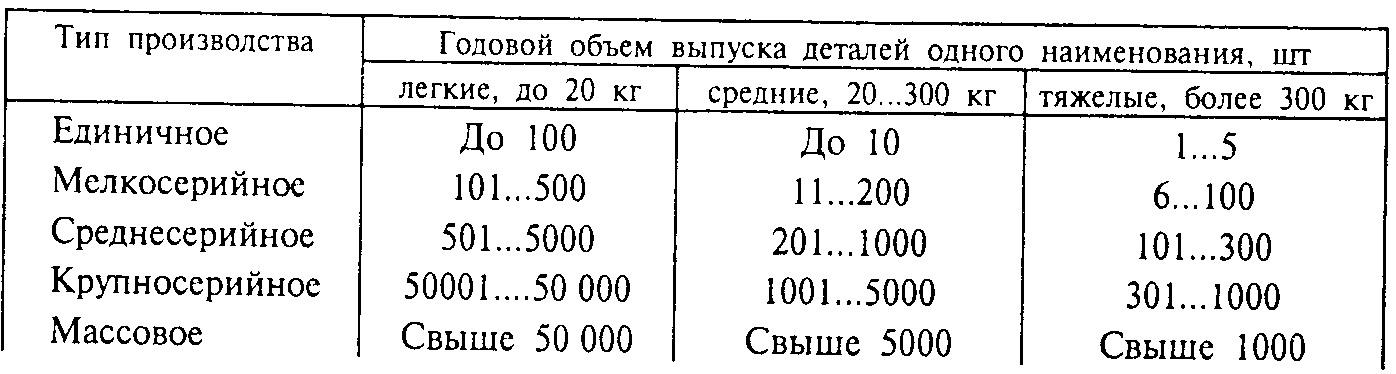
запускаемых в производство, шт/мес; tшт— штучное время (по укрупненным расчетам или по данным действующего предприятия), мин. На первом этапе проектирования тип производства ориентировочно может быть определен в зависимости от массы детали и объема выпуска по табл. 5.8.
Таблица 5.8
Годовая программа выпуска деталей по типам производств
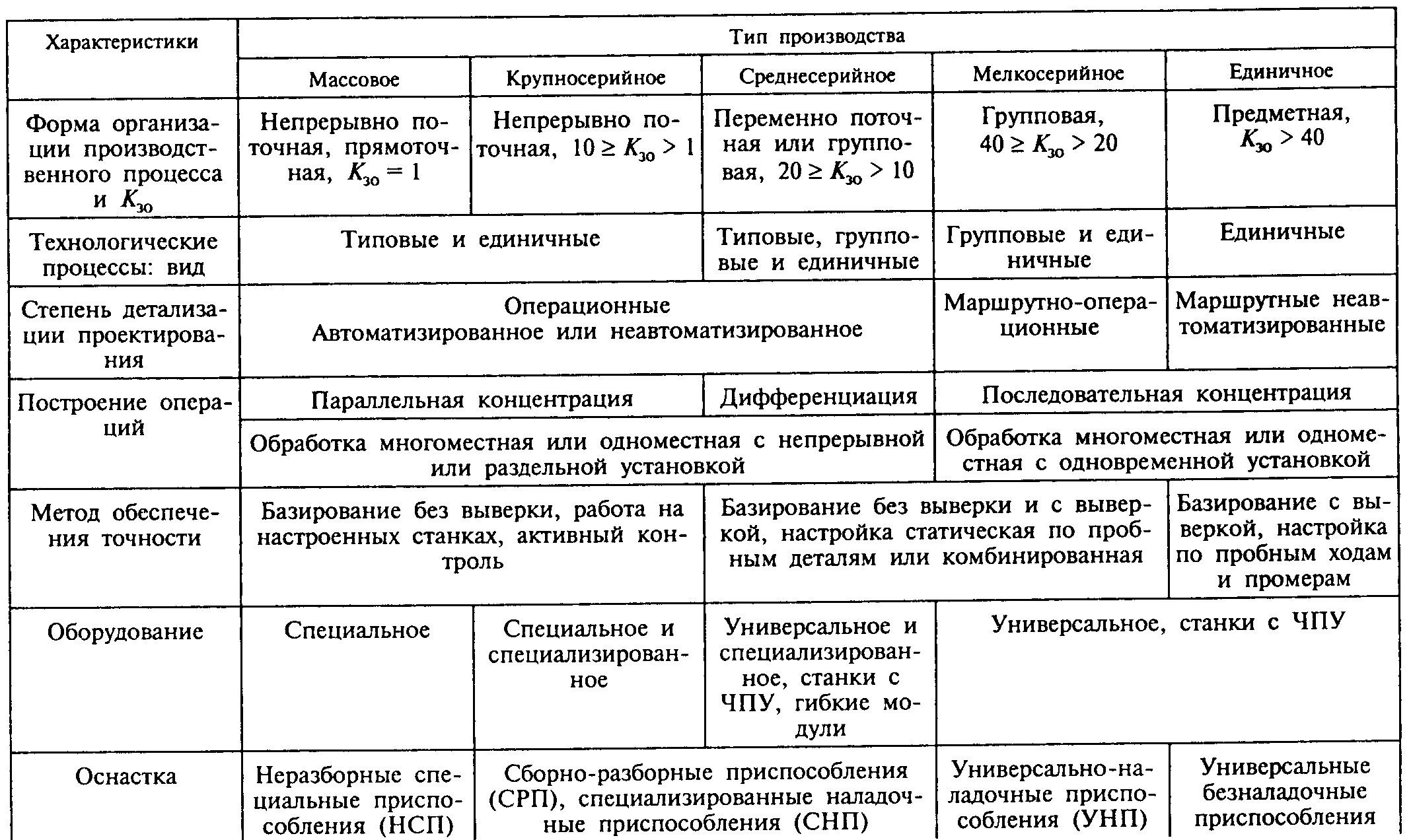
Тип производства влияет на построение технологических процессов изготовления изделий и организацию работы Основные технологические признаки типов производства приведены в табл. 5.9.
Таблица 5.9
Организационно-технические характеристики типов производства
Для уточнения типа производства после предварительной разработки технологического процесса может быть использовано значение коэффициента k, характеризующего отношение такта выпускаi-го изделияtiк среднему штучному времени технологических операцийtшт.срi:k=ti/tшт.срi,ti= 60tр/Niмин/шт., гдеtp— номинальный фонд рабочего времени за год, смену или другой период; Ni— объем выпуска изделий в штуках за тот же период времениi-го изделия,

где n— количество операций в технологическом процессе;tштi— штучное время наi-й операции, мин. Величина коэффициентаkможет быть принята:k= 1 — массовое производство, 2...10 — крупносерийное производство, 10...20 — среднесерийное производство, 20 — мелкосерийное производство. Окончательно тип производства определят по величине коэффициента закрепления операций (см. табл. 5.).
После окончательной разработки технологических процессов для определенного участка или цеха на всю номенклатуру изготавливаемых деталей тип производства определяется по коэффициенту закрепления операций.
После установления типа производства определяется его организационно-техническая характеристика. При этом необходимо решить следующие задачи:
— определить форму организации производственного процесса. Для поточного производства выбрать тип поточных линий;
— установить степень механизации и автоматизации поточных линий;
— определить режим работы участка, линии и фонды времени работы технологического оборудования;
— рассчитать такт выпуска изделий (крупносерийное и массовое производства) или величины партий их запуска в производство.
Количество деталей в партии (л) рассчитывается по формуле:

где N— объем выпуска; Т — количество рабочих дней в планируемом периоде выпуска; а — периодичность запуска, дн.