

1.2. Структура технологического процесса и его основные характеристики
Готовые изделия (детали, сборочные единицы, комплексы и комплекты) получают из материалов и полуфабрикатов в результате осуществления отдельных процессов, совокупность которых составляет процесс производственный — совокупность всех действий людей и орудий труда, необходимых на данном предприятии для изготовления или ремонта продукции.
Все определения, касающиеся структуры технологического процесса, даны ниже в соответствии со стандартом ГОСТ 3.1109—82 (Процессы технологические, основные термины и определения).
Технологический процесс— часть производственного процесса, содержащая целенаправленные действия по изменению и (или) последующему определению состояния предмета труда; таким образом, при реализации технологического процесса происходит изменение качественного состояния объекта производства (химических и физических свойств материала, форм, размеров, качества поверхности, внешнего вида объекта и т. д.; в техпроцесс включен также контроль качества);
Операция— законченная часть технологического процесса, выполняемая на одном рабочем месте (или с использованием одной технологической системы).
Установ— часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или собираемой сборочной единицы.
Технологический переход— законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Вспомогательный переход— законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхности, но необходимы для выполнения технологического перехода.
Рабочий ход— законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, качества поверхности и свойств заготовки.
Вспомогательный ход— законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, но необходимая для выполнения рабочего хода.
Позиция— фиксированное положение, занимаемое неизменно закрепленной заготовкой или собираемой сборочной единицей совместно с приспособлением относительно инструмента или неподвижной части оборудования для выполнения определенной части операции.
При разработке маршрута изготовления детали и его структуры рекомендуется следующая последовательность работы:
— выбрать тип заготовки;
— произвести технологическую разметку чертежа, пронумеровав все поверхности, подвергаемые механической обработке;
— в соответствии с рекомендациями таблиц среднеэкономических достижимых точностей обработки выбрать для каждой из пронумерованных поверхностей требуемое количество операций (переходов);
— составить из выбранных таким образом операций маршрут изготовления детали и представить его в виде табл. 1.2;
Таблица 1.2
Маршрут изготовления вала
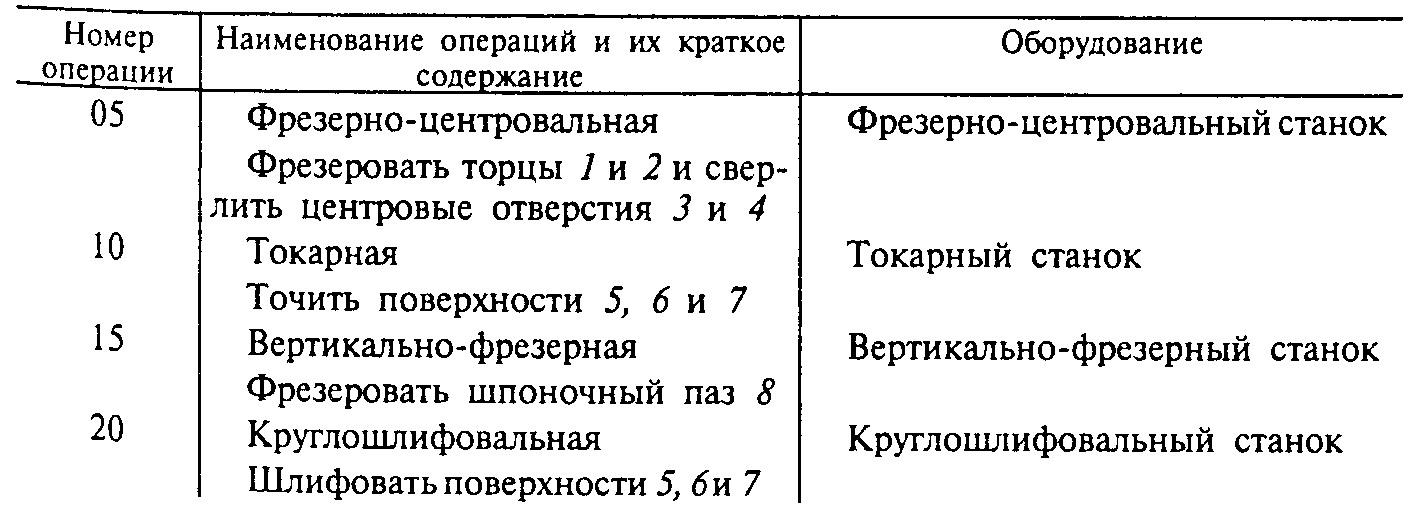
Примечание: В таблице приведена только номенклатура необходимых операций, а не их количество, которое зависит от точности каждой обрабатываемой поверхности.
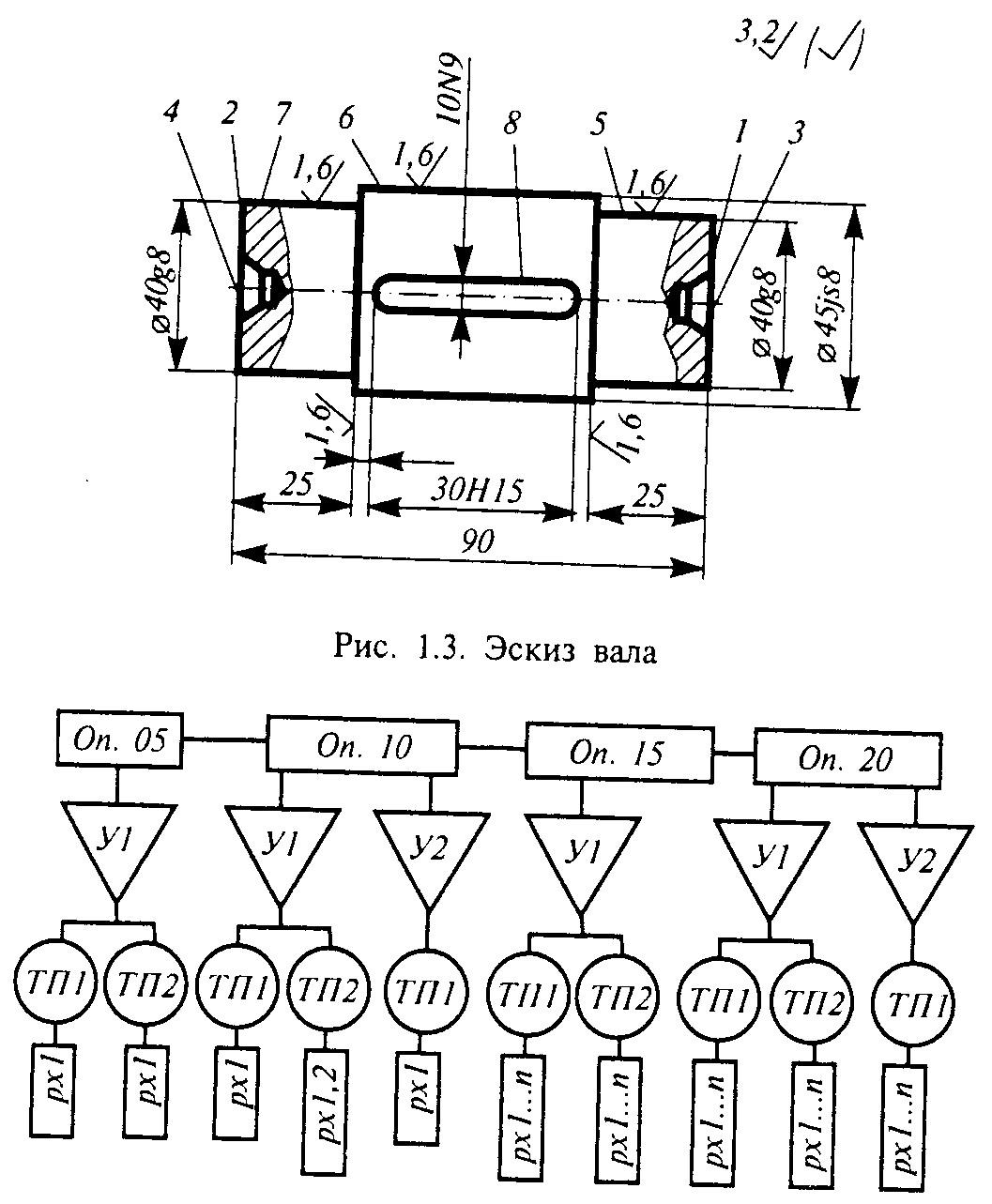
Рис. 1.4. Структурная схема технологического процесса
— в соответствии с примером разработать структурную схему маршрута изготовления детали (рис. 1.3).
Необходимо отметить, что для упрощения маршрута изготовления вала на его эскизе не полностью приведены его элементы и технические требования.
Название и краткое содержание операций, представленных в таблице, соответствуют требованиям стандарта ЕСТД (Правила записи операций и переходов. Обработка резанием).
На рис. 1.4 показана структурная схема маршрута для изготовления вала. При построении этой схемы, для расчета количества рабочих ходов можно воспользоваться следующими ориентировочными значениями максимальных глубин резания: при токарной обработке наружных, внутренних цилиндрических и торцовых поверхностей —4 мм; при фрезеровании плоскостей —5 мм; при зенкеровании - 2 мм; при развертывании —0,2 мм; при шлифовании —0,3 мм (при поперечной подаче шлифовального круга 0,005...0,015 мм) на двойной ход или оборот.