

Тепловые деформации изготавливаемой детали
В некоторых случаях, например при обработке массивных заготовок, тепловыми деформациями можно пренебречь. Однако в большинстве случаев, нагрев заготовок может быть значительным.
Наибольшие тепловые деформации возникают при обработке тонкостенных заготовок (трубы, тонкие пластины), а также в тяжелом машиностроении, там, где черновую обработку невозможно отделить от чистовой. Аналогичная ситуация создается на поточных линиях, где чистовая обработка следует сразу же за черновой.
Иногда производится замер температуры пробной заготовки в нескольких местах, вычисляется средняя температура tср и вводится коррекция положения инструмента при обработке последующих заготовок.
Одной из нескольких погрешностей, которые не удается компенсировать при применении приборов активного контроля, являются тепловые деформации.
По данным СПбГПУ, тепловые деформации при токарной обработке вала диаметром 80 мм, длиной l= 800мм, составили 0,012 мм, при этом форма вала в продольном сечении имела вид, показанный на рис. 2.50.
При врезном шлифовании шейки диаметром 70 мм шириной В = 50 мм тепловые деформации детали в радиальном направлении составили 0,004...0,011 мкм.

Рис. 2.50. Влияние тепловых деформаций на погрешность формы вала
2.3.5. Геометрические неточности станков и режущего инструмента
Вследствие погрешностей изготовления основных деталей, их износа, неточностей сборки возникают отклонения основных точностных характеристик станков от номинальных значений. Величины допускаемых отклонений регламентируются нормами точности и приведены в стандартах. Точность станков в ненагруженном состоянии называется геометрической. Погрешности от геометрической неточности увеличиваются по мере износа станков.
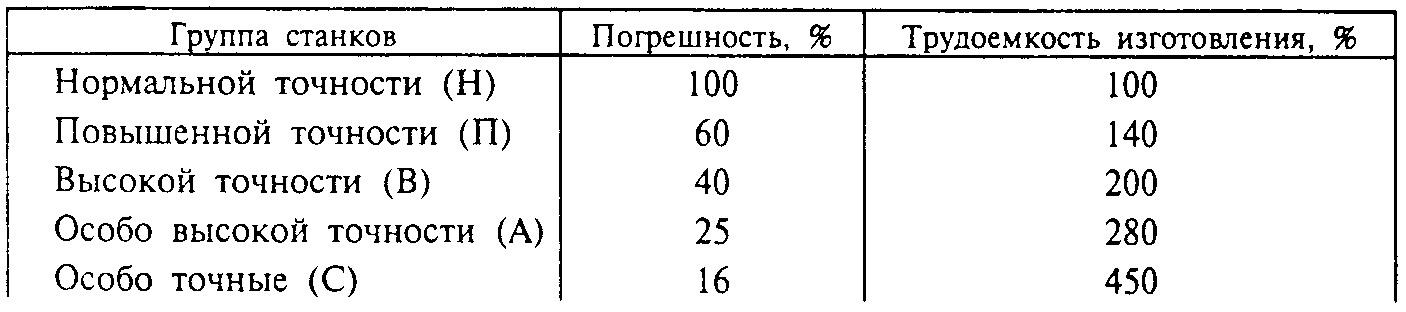
По точности металлорежущие станки классифицируются на 5 групп. Геометрические погрешности станков более высоких точностных групп значительно уменьшаются, а трудоемкость их изготовления резко возрастает. По отношению к характеристикам станков нормальной точности погрешности станков других групп и трудоемкость их изготовления составляют в процентах к погрешностям и трудоемкости изготовления станков нормальной точности величины, приведенные в табл. 2.10.
Таблица 2.10
Классификация станков по точности
В настоящее время начата разработка станков сверх особо высокой точности, которые относят к группам точности Т и К. Погрешности обработки на станках этих групп не должны превышать величины 0,3 мкм для группы Т и 0,1 мкм для группы К.
К основным характеристикам геометрической точности станков относят:
— радиальное и торцевое биение шпинделей;
— биение конического отверстия в шпинделе;
— прямолинейность и параллельность направляющих;
— параллельность осей шпинделей токарных станков направлению движения кареток в вертикальной и горизонтальной плоскости;
— перпендикулярность осей шпинделей сверлильных станков относительно плоскости столов и др.
Данные о фактических погрешностях заносятся в паспорт станка при его испытаниях и обновляются после проведения ремонтов и пригонок в процессе эксплуатации. Геометрические погрешности станков являются постоянными величинами и не влияют на точность размеров обрабатываемых поверхностей, однако способствуют искажению их форм и относительного расположения, поэтому они должны быть учтены при назначении способа обработки. Следует иметь в виду, что точность деталей станков и их взаимного положения должны быть выше требований к точности изготавливаемой детали.
Так, стандарты предусматривают следующие предельные значения для некоторых геометрических погрешностей станков:
— радиальное и осевое биение шпинделя для токарного станка нормальной точности (Н) — 10 мкм;
— прямолинейность продольного перемещения суппорта — 12 мкм на длине 500 мм и 16 мкм на длине 800 мм.
— для станков нормы точности А и С необходимо обеспечивать постоянство температуры в производственных помещениях.
Необходимо иметь в виду, что стандартом определяются нормы точности для новых станков. Для станков, находящихся в эксплуатации необходимо вводить корректировки в эти нормы при расчете точности, учитывающие степень износа узлов станка. Так, износ направляющих токарных станков, используемых для чистовой обработки, за один год составляет 0,04...0,05 мм, а для черновой 0,10...0,20 мм. Обычно максимальный износ направляющих станка имеет место вблизи патрона.
Погрешности геометрической точности станков полностью или частично переносятся на обрабатываемые заготовки в виде систематических погрешностей. Например, отклонение от параллельности оси шпинделя токарного станка направлению движения суппорта в горизонтальной плоскости приводит к появлению конусообразности у обрабатываемой заготовки; в вертикальной плоскости — к гиперболоиду вращения.
Биениешпинделятокарных и круглошлифовальных станков искажает форму обрабатываемой заготовки в поперечном сечении.
Биениеосиконуса отверстия шпинделя сверлильного станка по отношению к оси вращения шпинделя вызывает разбивку отверстия, т. е. увеличение его диаметра.
Износстанков приводит к увеличению систематической погрешности обрабатываемых заготовок.
Деформациистанковпри их неправильном монтаже и также под действием сил при оседании фундаментов вызывает дополнительные систематические погрешности обработки заготовок.
Для уменьшения влияния геометрических неточностей станков на качество обработки необходимо:
— выбирать станки соответствующей точности;
— обрабатывать установочные поверхности приспособлений на месте их установки (если необходимо);
— в процессе эксплуатации станка вести регулировку, выборочную подгонку, необходимый ремонт;
— использовать различные компенсирующие и корригирующие устройства, (например, копировальные линейки на координатно-расточных станках), в том числе системы ЧПУ;
— применять подшипники высоких классов точности, вести их доводку; использовать подшипники на гидростатических, пневматических и магнитных подвесах;
— обеспечивать выборку зазоров в соединениях деталей и частей станка (например, натяг в соединении винт-гайка).
Геометрические неточности режущего инструмента приводят к погрешностям обработки в основном при использовании мерных и фасонных инструментов — разверток, зенкеров, сверл, канавочных резцов, пальцевых и червячных фрез, фасонных резцов, фрез, долбяков, шлифовальных кругов, протяжек и т. д.
Отклонение размеров таких инструментов непосредственно переносится на заготовку. Однако при этом часто возникают дополнительные погрешности размеров и формы, вызываемые условиями обработки. Так, при работе мерными инструментами без охлаждения на режимах резания, способствующих нагреву инструмента и наростообразованию, часто появляется положительная разбивка, увеличивающая размеры отверстий, пазов, достигающая нескольких сотых долей миллиметра. Так, при точении стальной заготовки канавочным резцом из твердого сплава Т15К6 шириной 5 мм без СОЖ за счет разбивки ширина паза увеличивается на 0,01...0,03 мм.
Наименьшая разбивка имеет место при обработке хорошо заточенным и доведенным инструментом.
Разбивка увеличивается по мере притупления инструмента. Например, при работе новыми развертками величина разбивки составляет 5... 10 мкм, при работе приработанными развертками 10...30 мкм.
Применение охлаждающих жидкостей снижает разбивку в несколько раз.
При небольших скоростях резания (порядка 6... 10 м/мин), наличии обильного охлаждения, недостаточной жесткости заготовок (особенно типа втулок при протягивании, развертывании, дорновании) возможна отрицательная разбивка за счет упругих деформаций инструмента и заготовки.
На точность отверстий и пазов при обработке сверлами, зенкерами, пальцевыми фрезами влияет равномерность заточки режущих зубьев, биение инструментов, обратная конусность, неточность установки инструмента.
Допуски на изготовление мерных инструментов рассчитываются с учетом допусков на размеры детали, допустимого износа инструмента и возможной разбивки при обработке. Например, максимальный размер развертки при конструировании берется с учетом максимальной разбивки.
С целью уменьшения влияния погрешностей режущего инструмента на точность обработки необходимо:
— выбирать инструмент соответствующей точности;
— выбирать наиболее рациональные режимы резания;
— применять СОЖ;
— правильно устанавливать инструмент;
— использовать кондукторные и направляющие втулки.