

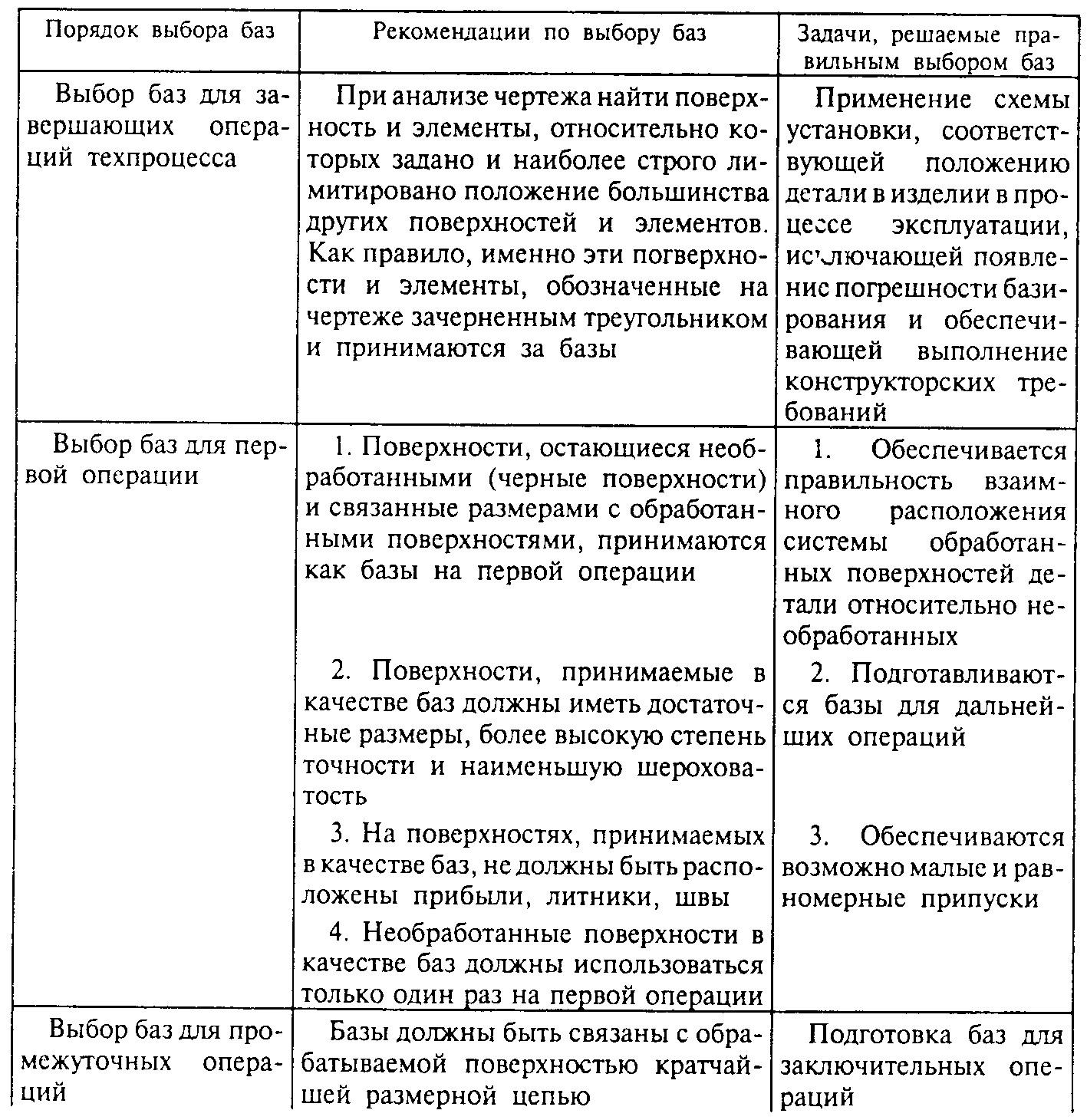
Основные рекомендации о порядке выбора баз и решаемые при этом задачи
Материализация схемы базирования заключается в выборе типа опор, их количества и расположения относительно заготовки в соответствии со схемой базирования, разрабатываемой технологом.
Конструктором выбираются также тип и место расположения зажимов. При разработке схемы установки используются условные обозначения по ГОСТ 3.1107—81. «Графические обозначения опор, зажимов и установочных устройств».
Схема базирования является техническим заданием на проектирование установочного приспособления. При этом на операционном эскизе на поверхностях и элементах заготовки могут указываться как опорные точки по ГОСТ 21495—76*, так и условные обозначения по ГОСТ 3.1107-81.
Основные условные обозначения по ГОСТ 3.1107—81 приведены в табл. 2.2...2.6.
Таблица 2.2
Условные обозначения опор
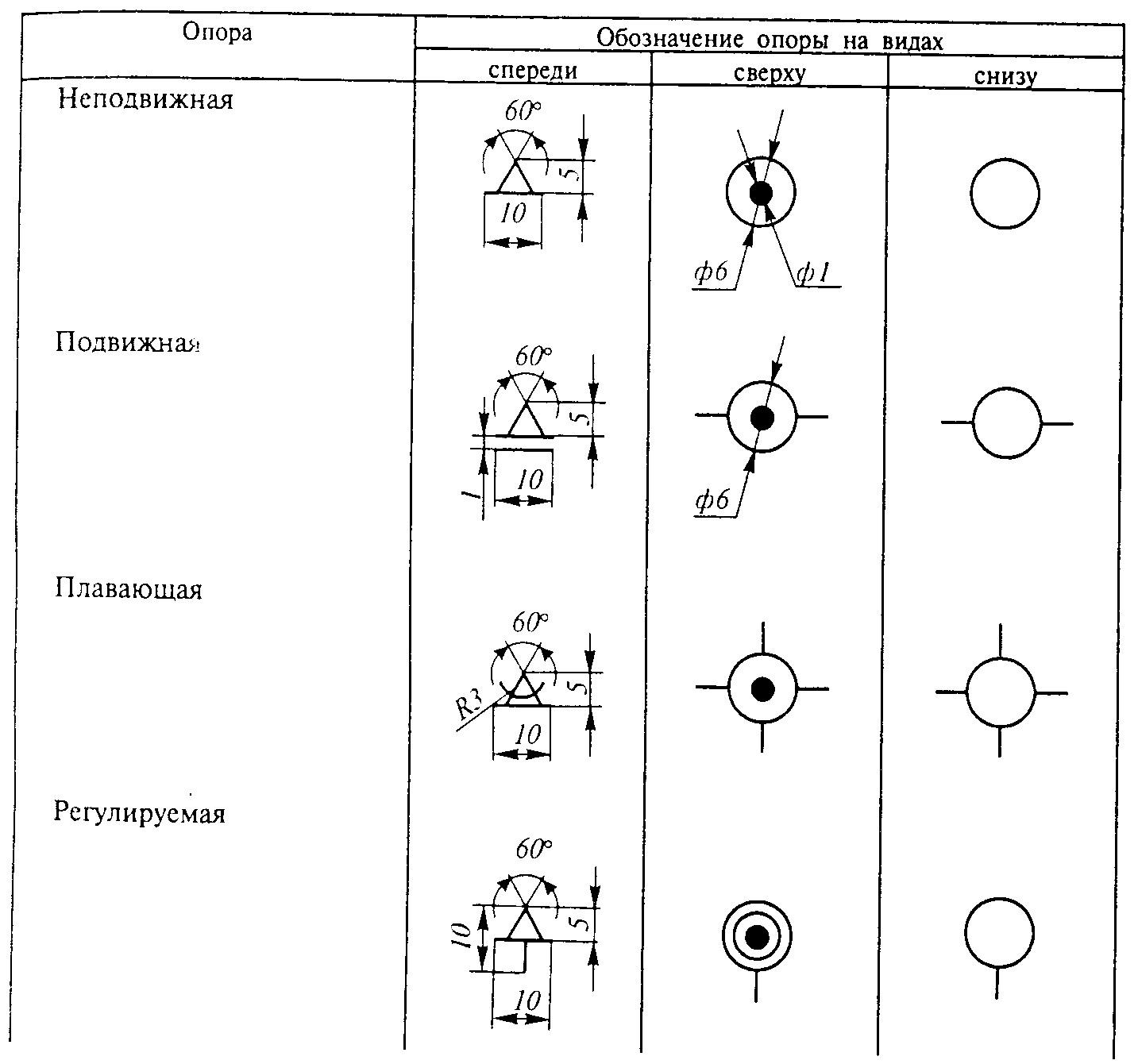
Таблица 2.3
Условные обозначения формы рабочей поверхности опор и зажимов

Продолжение табл. 2.3
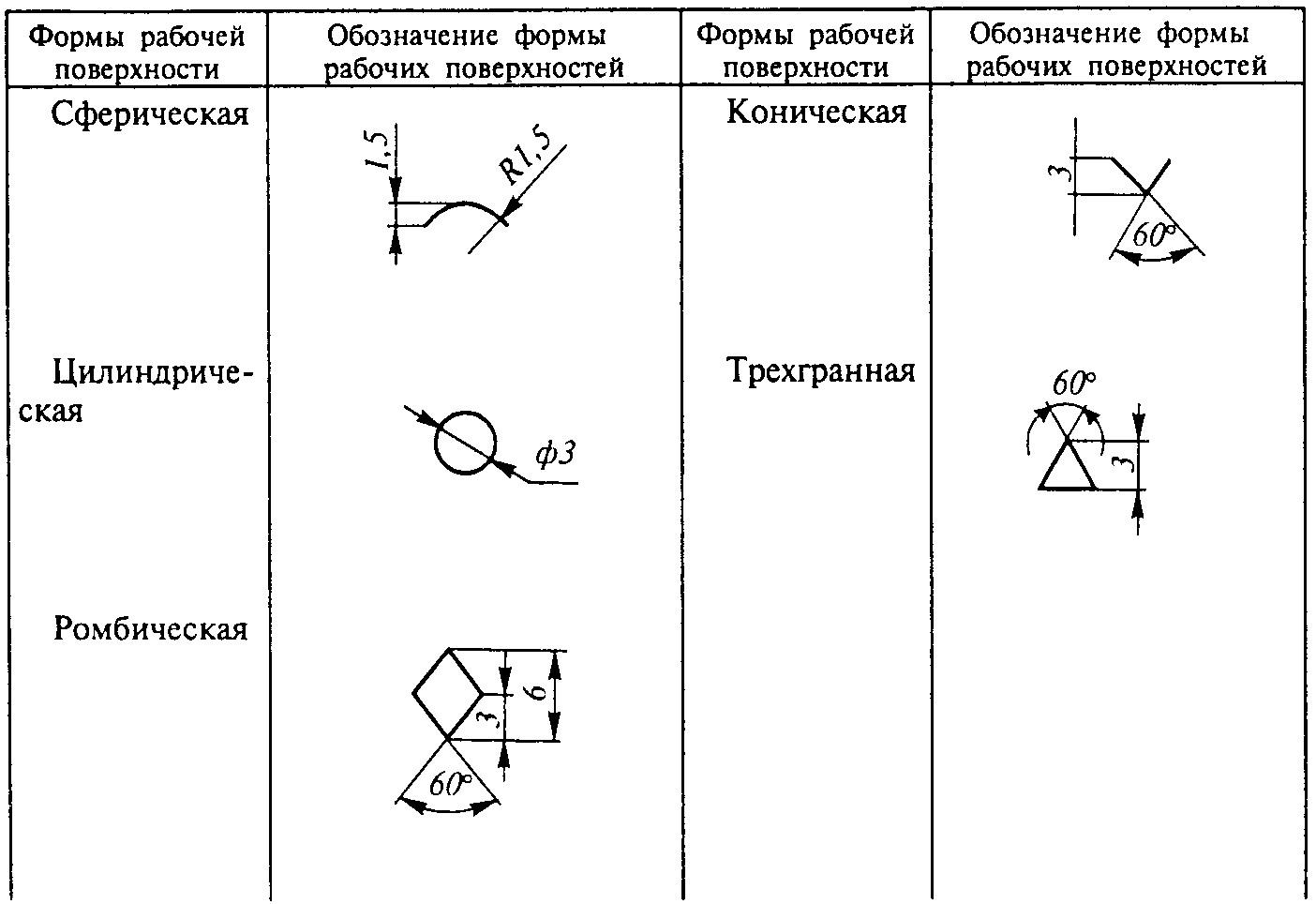
Таблица 2.4
Условные обозначения опор

Таблица 2.5
Условные обозначения зажимов и устройств зажимов

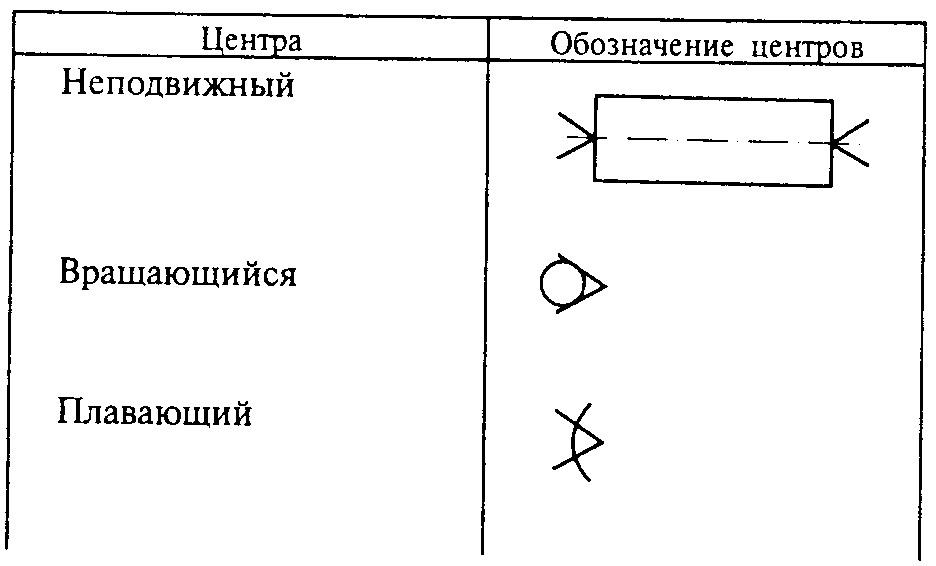
Таблица 2.6
Условные обозначения центров
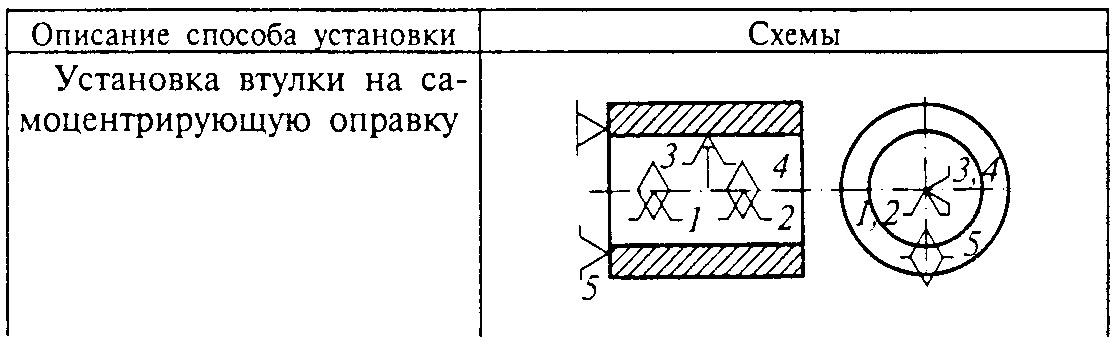
Некоторые примеры схем базирования и условных обозначений опор и зажимов приведены в табл. 2.7.
Таблица 2.7
Схемы базирования и условные обозначения опор и зажимов

Продолжение табл. 2.7
В качестве примера на рис. 2.31 приведены некоторые конструкции опор.
Погрешность закрепления ε3
Погрешность закрепления ε3возникает из-за нестабильности смещений отдельных заготовок под действием силы зажима. Погрешность закрепления численно равна разности предельных смещений измерительной базы в направлении получаемого размера под действием силы зажима заготовки.
Схема появления погрешности закрепления при обработке углового паза показана на рис. 2.32.
Под действием силы зажима Wизмерительная база 1 смещается. В силу различных причин, о которых будет сказано ниже, это смещение будет разным для каждой заготовки. Положение измерительной базы, соответствующее наименьшему смещению, обозначено 1, а наибольшему 1". В результате этого, при обработке заготовки на настроенном станке появляется погрешность закрепления
ε3= (ymax-ymin)·cosα,
где α— угол между направлением действия силы зажима и направлением получаемого размера. При расчете погрешности ε3учитываются, как правило, только смещения из-за контактных деформаций в стыках заготовка — установочные элементы. Величина этих смещений определяется по экспериментальной зависимости:
y = c·![]()

Рис. 2.32. Схема появления погрешности закрепления
где Nw— сила зажима, приходящаяся на опору (нагрузка на опору);c— коэффициент, характеризующий вид контакта, материал, шероховатость поверхности и верхний слой заготовки;n— показатель степени (определяется экспериментально).
Экспериментальные зависимости между нормальной нагрузкой Nwи смещением у для различных опор приведены в справочной литературе.
Погрешность положения заготовки εпр, вызываемая неточностью приспособления
Эта погрешность возникает из-за неточности изготовления и сборки деталей приспособления, их износа и ошибок установки приспособления на станке.
Погрешность εпрчисленно равна разности предельных состояний измерительной базы относительно установленного на размер инструмента, возникающей вследствие перечисленных причин.
В общем случае погрешность положения заготовки, вызываемая неточностью приспособления, рассчитывается по формуле
![]()
где εУС— погрешность установочных элементов, вызываемая неточностью их изготовления и сборки; εНЭ— погрешность положения направляющих элементов, вызываемая неточностью их изготовления и сборки; εДУ— погрешность, возникающая в результате неточности изготовления и сборки делительных устройств; εИ— погрешность, возникающая в результате износа деталей приспособления (в основном — установочных и направляющих элементов); εС— погрешность установки приспособления на станке.
В качестве примера рассмотрим расчет погрешности установки, определяющей несоосность отверстий D2иD3для детали, приведенной на рис. 2.33.
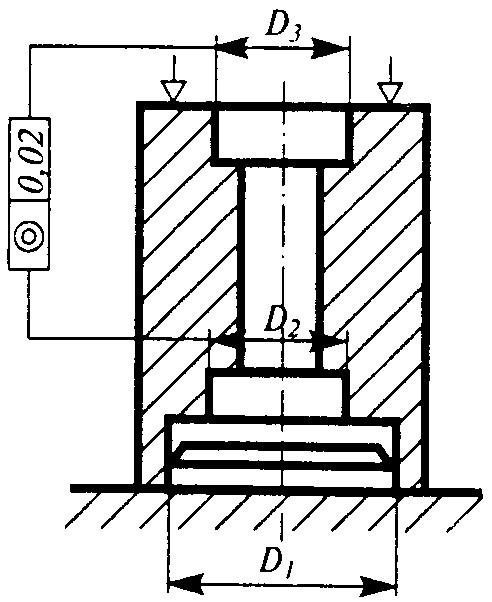
Рис. 2.33. Установка втулки на торец и жесткий палец
Обработка производится в следующем порядке. На первом этапе за один установ растачиваются отверстия D1иD2. Затем при базировании на жесткий палец отверстиемD1обрабатывается поверхностьD3.
В данном случае погрешность базирования равна несоосности между отверстиями D2иD1, погрешность закрепления отсутствует, наибольшая часть погрешности составляет максимально возможный зазор между пальцем и отверстием.