

Fanuc SOi mate-md
.pdfB-64144RU/01 |
ПРОГРАММИРОВАНИE |
14. ФУНКЦИЯ КОРРЕКЦИИ |
|
|
|
(b)Для спецификации, выполненной сразу после автомати- ческого возврата на исходную позицию
O×××× ; |
[Тип A] |
|
|
|
|
G91G41_ _ _; |
|
|
|
|
|
|
|
|
|
|
|
|
(G42G01) |
|
s |
s |
G01 |
G29X0Y0; |
|
|
|||
|
r |
G29 |
|
|
|
|
|
G01 |
|
||
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
s |
|
|
|
|
Промежуточная позиция= |
||
|
|
|
Позиция возврата |
|
|
|
[Тип B] |
|
|
|
|
|
(G42G01) |
|
s |
s |
G01 |
|
|
|
|||
|
|
|
G29 |
G01 |
|
|
|
|
|
s |
|
Промежуточная позиция= Позиция возврата
Когда CCN (бит 2 параметра ном. 5003)=1
[Тип FS15]
(G42G01)
s |
s G01 |
G29 |
G01 |
s
Промежуточная позиция= Позиция возврата
257
14. ФУНКЦИЯ КОРРЕКЦИИ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
|
|
|
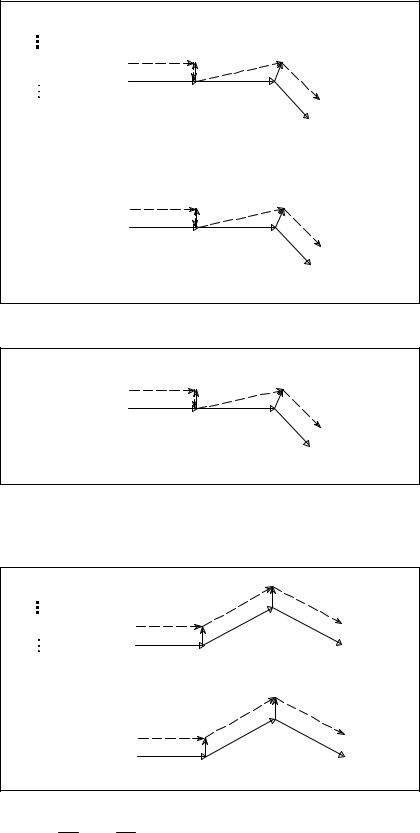
(4)G29, заданныйврежимекоррекции(безвыполненияпереме- щения к исходной позиции)
(a)Для спецификации, выполненной сразу после автомати- ческого возврата на исходную позицию
Когда CCN (бит 2 параметра ном. 5003)=0
O×××× ; |
[Тип A] |
|
|
G91G41_ _ _; |
|
|
|
|
|
|
|
|
G28/30,G29 |
|
sВектор столкновения |
G28X0Y0; |
(G41G01) r |
|
|
G29X0Y0; |
|
|
|
|
s |
G01 |
s |
|
|
G01 |
|
|
|
|
|
|
Референтная позиция |
|
|
|
=промежуточное положение |
||
|
=позиция возврата |
|
|
|
[Тип B] |
|
|
|
G28/30,G29 |
Вектор столкновения |
|
|
|
|
|
|
(G41G01)r |
|
|
|
s |
G01 |
s |
|
Референтная позиция |
G01 |
|
|
|
||
=промежуточное положение =позиция возврата
Когда CCN (бит 2 параметра ном. 5003)=1
[Тип FS15]
G28/30,G29 |
Вектор столкновения |
(G42G01) r
s |
G01 |
s |
|
G01
Референтная позиция =промежуточное положение =позиция возврата
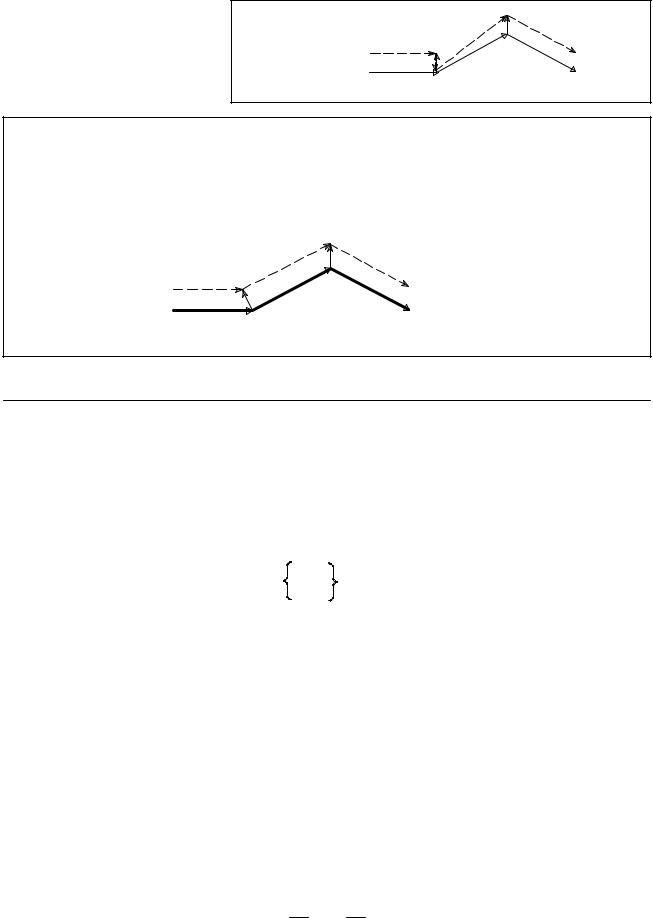
(b)Для спецификации, выполненной сразу после автомати- ческого возврата на исходную позицию
Когда CCN (бит 2 параметра ном. 5003)=0
O×××× ; |
[Тип A] |
|
|
|
G91G41_ _ _; |
|
|
||
|
|
|
||
|
G29 |
|
s |
|
G29X0Y0; |
|
|
||
(G41G01) r |
G01 |
G01 |
||
|
||||
|
|
s
Промежуточная позиция=позиция возврата
[Тип B]
G29
s
(G41G01) r |
G01 |
G01 |
s
Промежуточная позиция=позиция возврата
258
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
14. ФУНКЦИЯ КОРРЕКЦИИ |
|
|
|
Когда CCN (бит 2 параметра ном. 5003)=1
[Тип FS15]
|
G29 |
G01 |
s |
|
G01 |
||
(G41G01) r |
|
||
|
|
||
|
|
|
s
Промежуточная позиция=позиция возврата
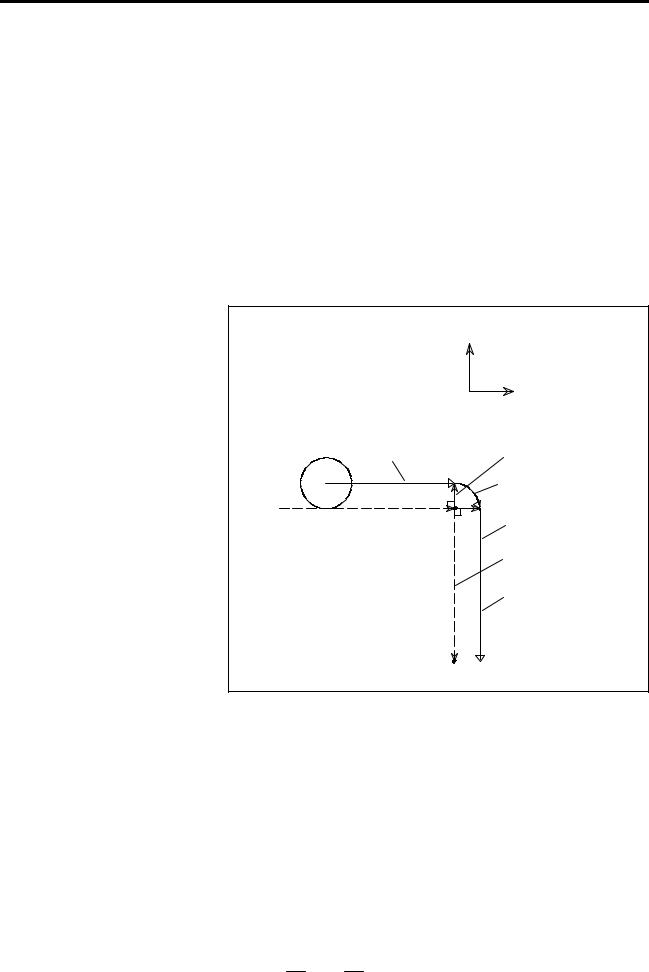
ПРИМЕЧАНИЕ
Когда команда G29 в режиме С компенсации на режущий инструмент задает ось, не принадлежащей плоскости компенсации на режущий инструмент C, в конечной точке предыдущего блока создается перпендикулярный вектор и инструмент не двигается. В следующем блоке режим коррекции автоматически восстанавливается (тем же способом, как и тогда, когда два или больше непрерывных блоков не задают команд перемещения).
G29Z__ |
|
r |
s |
s G01 G01
(G41G01X_Y_)
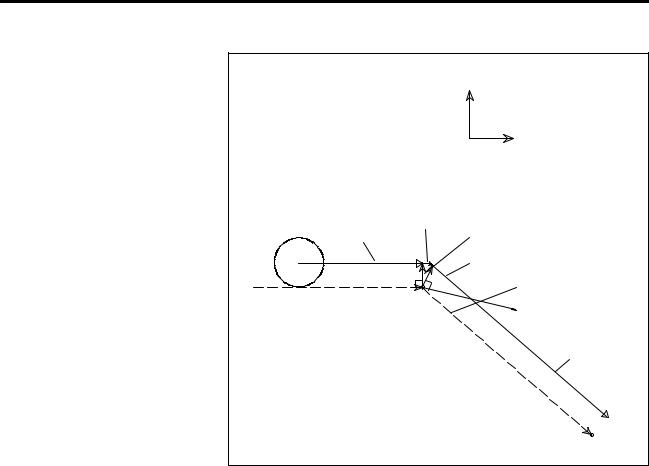
14.5.9 |
Угловая круговая интерполяция может быть выполнена |
|||
Угловая круговая |
заданием G39 в режиме коррекции. Радиус угловой круговой |
|||
интерполяции равен значению компенсации. |
||||
интерполяция (G39) |
||||
|
|
|
||
Формат |
|
|
|
|
|
В режиме коррекции |
|
||
|
G39; |
|
|
|
|
или |
|
|
|
|
I_J_ |
|
|
|
|
G39 I_K_ |
; |
|
|
|
J_K_ |
|
|
|
Пояснения |
|
|
|
|
|
|
|
||
D Круговая |
При задании указанной выше команды может быть выполнена |
|||
интерполяция в углах |
круговая интерполяция, радиус которой равен значению |
|||
|
компенсации. G41 или G42, предшествующие команде, уста- |
|||
|
навливает, будет ли движение по дуге против или по часовой |
|||
|
стрелке. G39 является одноразовым G-кодом. |
|||
D G39 без I, J или K |
Когда запрограммирован G39; , формируется дуга угла, так что |
|||
|
векторвконечнойточкедугиперпендикуляренначальнойточке |
|||
|
следующего блока. |
|||
D G39 с I, J и K |
ПризаданииG39 сI, J иK дугауглаформируетсятакимобразом, |
|||
|
что вектор в конечной точке дуги перпендикулярен вектору, |
|||
|
определенному значениями I, J и K. |
|||
259
14. ФУНКЦИЯ КОРРЕКЦИИ ПРОГРАММИРОВАНИE B-64144RU/01
Ограничения
D Команда |
Вблоке, содержащемG39, командаперемещениянеможетбыть |
перемещения |
задана. |
D Команда, не |
После блока без I, J или K не должно задаваться два и более |
задающая |
последовательных блоков, не задающих перемещения. |
перемещения |
(Одиночныйблок, задающийрасстояниепрохода, равноенулю, |
|
полагается равносильным двум и более блокам, не задающим |
|
перемещения.) Задание блоков, не задающих перемещения, |
|
приводит к временной потере вектора коррекции. После этого |
|
режим коррекции автоматически восстанавливается. |
Примеры
D G39 без I, J или K
. |
|
|
. |
Ось X |
|
. |
|
|
. |
(В режиме коррекции) |
|
N1 Y10.0 ; |
|
|
N2 G39 ; |
|
Ось Y |
N3 X-10.0 ; |
|
|
|
|
|
. |
|
|
. |
|
|
. |
|
|
. |
Блок N1 |
Вектор смещения |
|
||
|
|
|
|
|
Блок N2 |
|
(0.0, 10.0) |
Блок N3 |
|
|
|
|
|
Запрограммированная |
|
|
траектория |
|
|
Траектория центра |
|
|
инструмента |
|
(-10.0, 10.0) |
|
260
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
14. ФУНКЦИЯ КОРРЕКЦИИ |
|
D G39 с I, J и K |
|
|
|
|
. |
|
|
|
. |
|
Ось X |
|
. |
|
|
|
. |
(В режиме коррекции) |
|
|
N1 Y10.0 ; |
|
|
|
N2 G39 I-1.0 J2.0 ; |
Ось Y |
|
|
N3 X-10.0 Y20.0 ; |
||
|
|
||
|
. |
|
|
|
. |
|
|
|
. |
|
|
|
. |
|
|
|
|
Блок N2 |
|
|
|
Блок N1 |
Вектор смещения |
|
|
|
Блок N3 |
|
|
|
Запрограммированная |
|
|
|
траектория |
|
|
(0.0, |
(I=-1.0, J=2.0) |
|
|
10.0) |
|
|
|
Траектория |
|
|
|
|
|
|
|
|
центра |
|
|
|
инструмента |
|
|
|
(-10.0, 20.0) |
261

14. ФУНКЦИЯ КОРРЕКЦИИ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
|
|
|
14.6
ЗНАЧЕНИЯ КОМПЕНСАЦИИ НА ИНСТРУМЕНТ, ЧИСЛО ЗНАЧЕНИЙ КОМПЕНСАЦИИ И ВВОД ЗНАЧЕНИЙ ИЗ ПРОГРАММЫ
(G10)
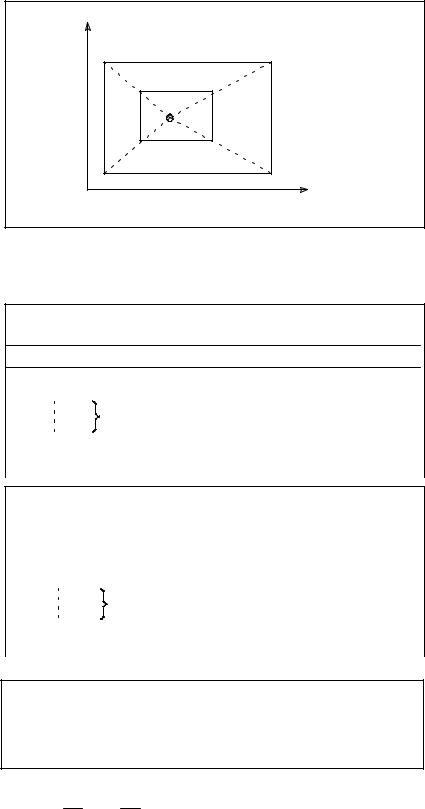
Значения компенсации на инструмент включают значения коррекции на геометрические размеры инструмента и коррекции на износ инструмента (Рис. 14.6).
Указанное положение
OFSG
OFSW
OFSG:Коррекция на геометрические размеры инструмента
OFSW:Коррекция на износ инструмента
Рис. 14.6 Коррекция на геометрические размеры инструмента и коррекция на износ инструмента
Пояснения
DДиапазон
действительных значений коррекции на инструмент
Значения коррекции на инструмент могут вводиться в память ЧПУ с дисплея ЭЛТ или с панели ручного ввода данных
(CRT/MDI) (см. раздел III-11.4.1) либо из программы.
Значение коррекции на инструмент выбирается из значений, находящихсявпамятиЧПУ, когдавпрограммепослеадресовH или D задается соответствующий код.
Значение используется для коррекции на длину инструмента, коррекции на режущий инструмент или для коррекции на инструмент.
В таблице 14.6 (а) приводится диапазон действительных значений коррекции на инструмент.
Таблица 14.6 (a) Диапазон действительных значений коррекции на инструмент
|
Коррекция на геометри- |
Значение коррекции на износ |
||
Система |
ческий размер инструмента |
инструмента |
||
прира- |
Ввод |
Ввод |
Ввод |
Ввод данных |
щений |
метрических |
данных в |
метрических |
|
|
данных |
дюймах |
данных |
в дюймах |
|
|
|||
IS-B |
999,999 мм |
99.9999 дюйма |
99,999 мм |
9.9999 дюйма |
IS-C |
999,9999 мм |
99.99999 дюйма |
99,9999 мм |
9.99999 дюйма |
D Количество |
В памяти может храниться 400 значений компенсации на |
задаваемых значений |
инструмент. |
коррекции на |
Адреса D или H используются в программе. Используемый |
инструмент и адреса |
адрес зависит от того, которая из следующих функций |
|
используется: Коррекция на длину инструмента (см. II-14.1), |
|
коррекция на инструмент (см. II-14.3), B-коррекция на |
|
режущий инструмент (см.II14.4), или C-коррекция на |
|
режущий инструмент (см.II-14.5). |
|
Диапазон числа, которое следует за адресом (D или H) зависит |
|
от количества значений коррекций на инструмент: 0-400. |
262
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
14. ФУНКЦИЯ КОРРЕКЦИИ |
|
|
|
DВвод памяти коррекции на инструмент и значений коррекции на инструмент для ввода
Формат
DВвод значения коррекции на инструмент с помощью программирования
Может быть использована память компенсации на инстру-
мент C. (Таблица 14.6 (b)).
Таблица 14.6 (b) Установочные данные для памяти компенсации на инструмент и для значения компенсации на инструмент
Значение коррекции на инструмент
Значения коррекции на геометрический размер инструмента для адреса D
Значения коррекции на геометрический размер инструмента для адреса H
Значения коррекции на износ инструмента для адреса D
Значения коррекции на износ инструмента для адреса H
Память коррекции на инструмент С
установлено
установлено
установлено
установлено
Формат программирования зависит от того, какая память коррекции на инструмент используется.
Таблица 14.6 (c) Диапазон установки памяти компенсации на инструмент и значения компенсации на инструмент
Вид памяти коррекции на инструмент |
Формат |
||
|
Значение коррекции на геометрический |
G10L11P_R_; |
|
|
размер инструмента для H кода |
|
|
|
Значение коррекции на геометрический |
G10L11P_R_; |
|
C |
размер инструмента для D кода |
|
|
Значение коррекции на износ |
G10L11P_R_; |
||
|
|||
|
инструмента для H кода |
|
|
|
Значение коррекции на износ |
G10L11P_R_; |
|
|
инструмента для D кода |
|
|
P : Номер коррекции на инструмент
R: Значение коррекции на инструмент в режиме абсолютной команды (G90)
Значение должно быть добавлено к заданному значению коррекциинаинструментврежимекомандыприращения(G91) (этасумматакжеявляетсязначениемкоррекциинаинструмент)
ПРИМЕЧАНИЕ
Чтобы обеспечить совместимость с форматом предыдущих программ ЧПУ, система позволяет задать L1 вместо L11.
263
14. ФУНКЦИЯ КОРРЕКЦИИ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
|
|
|
14.7
МАСШТАБИРОВАНИЕ
(G50, G51)
Запрограммированное число может быть увеличено или уменьшено (масштабирование).
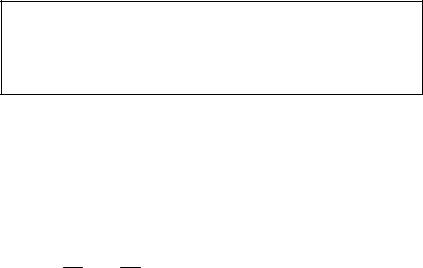
Каждое из X_, Y_, и Z_ измерений может быть увеличено или уменьшено с одинаковыми или разными коэффициентами. Коэффициент может быть задан в программе.
Если в программе не задано иначе, применяется коэффициент, заданный в параметре.
Y |
|
P4 |
P3 |
P4’ |
P3’ |
|
P0 |
P1 |
P2’ |
P1 |
P2 |
0 |
X |
|
P0:Центр масштабирования |
Рис. 14.7 (a) Масштабирование (P1 P2 P3 P4→P1’P2’P3’P4’)
Формат
МАСШТАБИРОВАНИЕ С УВЕЛИЧЕНИЕМ ИЛИ УМЕНЬШЕНИЕМ ПО ВСЕМ ОСЯМ С ОДИНАКОВЫМ КОЭФФИЦИЕНТОМ УВЕЛИЧЕНИЯ
|
Формат |
|
Значение команды |
|
G51X_Y_Z_P_ ; Пуск масштабиро- |
X_Y_Z _ |
: |
Абсолютная команда для |
|
|
вания |
|
|
значения центральной |
|
Производится |
|
|
координаты масштабиро- |
|
масштабирование. |
|
|
вания |
|
(Режим |
P_ |
: |
Увеличение масштабиро- |
|
масштабирования) |
|
|
вания |
G50 ; |
Отмена масштабирования |
|
|
|
|
|
|
|
|
Масштабирование с увеличением или уменьшением по отдельным осям с разным коэффициентом увеличения (зеркальное отображение)
|
Формат |
|
Значение команды |
|
|
|
|
|
|
G51_X_Y_Z_I_J_K_; Пуск масштабиро- |
X_Y_Z_ |
Абсолютная команда для |
||
|
вания |
|||
|
|
значения центральной |
||
|
Производится |
|
||
|
|
координаты |
||
|
масштабирование. |
|
масштабирования |
|
|
(Режим |
I_J_K_ |
Увеличения масштабиро- |
|
|
масштабирования) |
|
вания для осей X, Y и Z |
|
G50 |
Отмена масштабирования |
|
соответственно |
|
|
|
|
|
|
ОПАСНО
ЗадайтеG51 вотдельномблоке. Послетого, какчисло увеличено или уменьшено, задайте G50 для отмены режима масштабирования.
264
B-64144RU/01 ПРОГРАММИРОВАНИE 14. ФУНКЦИЯ КОРРЕКЦИИ
Пояснения
D Масштабирование с |
Наименьшее вводимое приращение при масштабировании: |
увеличением или |
0.001 или 0.00001 Зависит от выбранного значения параметра |
уменьшением по всем |
SCR (ном. 5400#7). Затем установите параметр SCLx (ном. |
осям с одинаковым |
5401#0) для включения масштабирования по каждой оси. Если |
коэффициентом |
P масштабирование не указано в блоке масштабирования |
увеличения |
(G51X_Y_Z_P_ ;), применимо увеличение масштабирования, |
|
установленное согласно параметру (ном. 5411). Если X,Y,Z |
|
опущены, центром масштабирования служит то положение |
|
инструмента, где была задана команда G51. |
DМасштабирование осей по отдельности, программируемое зеркальное отображение (отрицательное масштабирование)
Каждая ось может быть масштабирована с разными коэффици- ентами. Также, когда задано отрицательное масштабирование, применяется зеркальное отображение. В первую очередь установите параметр XSC (ном. 5400#6), который разрешает масштабирование каждой оси (зеркальное отображение).
Затем, установите параметр SCLx (ном. 5401#0) для включения масштабирования по каждой оси.
Наименьшее вводимое приращение при масштабировании каждой оси (I, J, K) составляет 0.001 или 0.00001 (установите параметр SCR (ном. 5400#7)).
Коэффициент устанавливается в параметре 5421 в диапазоне от
+0.00001 до +9.99999 или от +0.001 до +999.999
Если установлено отрицательное значение, осуществляется зеркальное отображение.
Если коэффициент I, J или K не задан в команде, используется значение коэффициента в параметре (ном. 5421). Тем не менее, необходимоустановитьвпараметрезначение, отличноеотнуля.
ПРИМЕЧАНИЕ |
|
|
Для указания коэффициента (I, J, K) нельзя исполь- |
||
зовать программирование с десятичными дробями. |
||
|
a/b : Увеличение масштабирования оси X |
|
|
c/d : Увеличение масштабирования оси Y |
|
Ось Y |
0 : Центр масштабирования |
|
|
|
|
|
|
Запрограммиро |
|
|
ванный контур |
|
d |
|
|
|
Масштабирова |
|
|
нный контур |
|
c |
|
|
0 |
|
|
a |
Ось X |
|
|
|
|
b |
|
Рис. 14.7 (b) Масштабирование отдельной оси |
||
|
265 |
|
14. ФУНКЦИЯ КОРРЕКЦИИ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
|
|
|
DМасштабирование
круговой
интерполяции
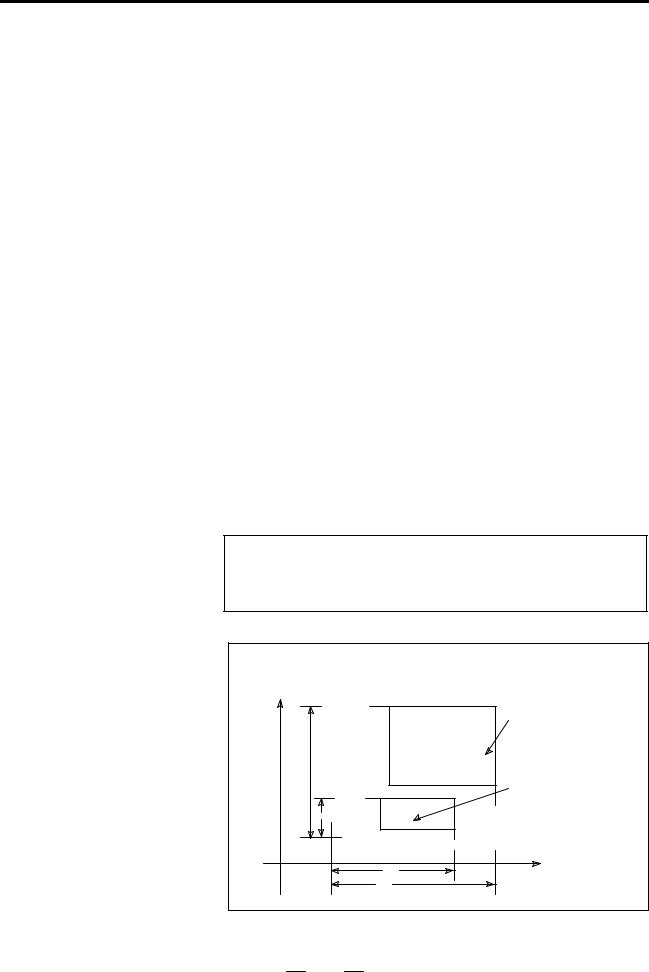
Дажееслидлякаждойосивкруговойинтерполяцииприменены разные увеличения, инструмент не выведет эллипс.
Если для каждой оси применены разные увеличения и задана круговаяинтерполяциясрадиусомR, онабудетвыглядетькакна рис. 14.7 (c) (в примере, приведенном внизу, применено увеличение в 2 раза для X - компонента иувеличение в 1 раз для Y - компонента.).
G90 G00 X0.0 Y100.0 ;
G51 X0.0 Y0.0 Z0.0 I2000 J1000;
G02 X100.0 Y0.0 R100.0 F500 ;
Вышеприведенные команды эквивалентны следующей команде:
G90 G00 X0.0 Y100.0 Z0.0 ;
G02 X200.0 Y0.0 R200.0 F500 ;
Увеличения радиуса R зависит от I или J, в зависимости от того, который больше.
Y
Масштабируемая форма
(0,0) |
(100.0) |
X |
(200.0) |
Рис. 14.7 (c) Масштабирование для круговой интерполяции 1
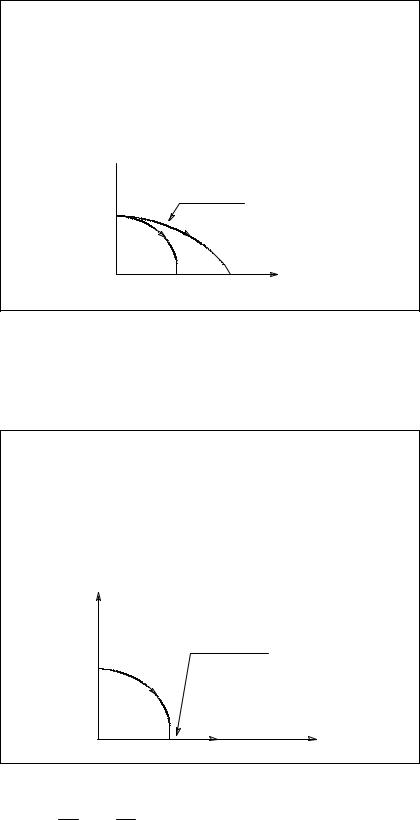
Если для каждой оси применены разные увеличения и задана круговаяинтерполяциясI, J иK, онабудетвыглядетькакнарис. 14.7 (d) (впримере, приведенномвнизу, применено увеличение в 2 раза для X - компонента и увеличение в 1 раз для Y - компонента.).
G90 G00 X0.0 Y0.0 ;
G51 X0.0 Y0.0 I2000 J1000;
G02 X100.0 Y0.0 I0.0 J-100.0 F500 ;
Вышеприведенные команды эквивалентны следующим командам:
G90 G00 X0.0 Y100.0 ;
G02 X200.0 Y0.0 I0.0 J-100.0 F500 ;
В этом случае, так как конечная точка не располагается на радиусе, включено линейное сечение.
Y |
|
|
|
(200.0) |
|
|
|
|
|
Масштабируемая форма |
|
(100.0) |
|
|
|
(0,0) |
(100.0) |
(200.0) |
X |
Рис. 14.7 (d) Масштабирование для круговой интерполяции 2
266