

Fanuc SOi mate-md
.pdfB-64144RU/01 |
ПРОГРАММИРОВАНИE |
19. ФУНКЦИИ ВЫСОКОСКОРОСТНОГО |
РЕЗАНИЯ |
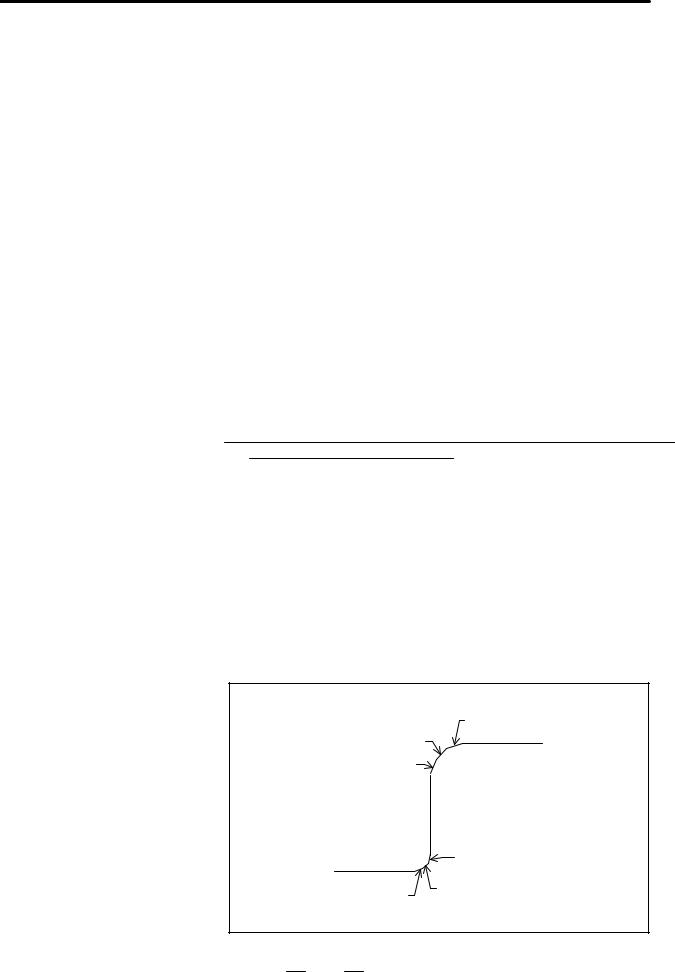
Траектория движения инструмента, если инструмент не замедляется в углу
|
N1 G01 G91 X100. F1000 ; |
N2 |
N2 Y100. ; |
|
 Траектория движения инструмента, если инструмент замедляется в углу
Траектория движения инструмента, если инструмент замедляется в углу
|
N1 |
|
|
|
Скорость подачи |
|
|
|
|
|
Если инструмент не |
X |
F1000 |
|
замедляется в углу |
оси |
|
Если инструмент |
|
|
|
||
по |
|
|
замедляется в углу |
подачиСкорость |
F500 |
|
|
|
|
|
|
|
N1 |
|
Время |
|
|
|
|
|
Скорость подачи |
|
|
оси Y |
F1000 |
|
|
подачи по |
|
|
|
|
|
|
|
Скорость |
F500 |
|
|
|
|
|
|
траекториик |
|
N2 |
Время |
|
|
||
|
|
|
|
касательнойвдоль |
Скорость подачи |
|
|
F1000 |
|
|
|
Скоростьподачи |
|
|
|
N1 |
N2 |
|
|
|
F500 |
|
|
|
|
|
Время |
|
|
357 |
|
19. ФУНКЦИИ ВЫСОКОСКОРОСТНОГО
РЕЗАНИЯ ПРОГРАММИРОВАНИE B-64144RU/01
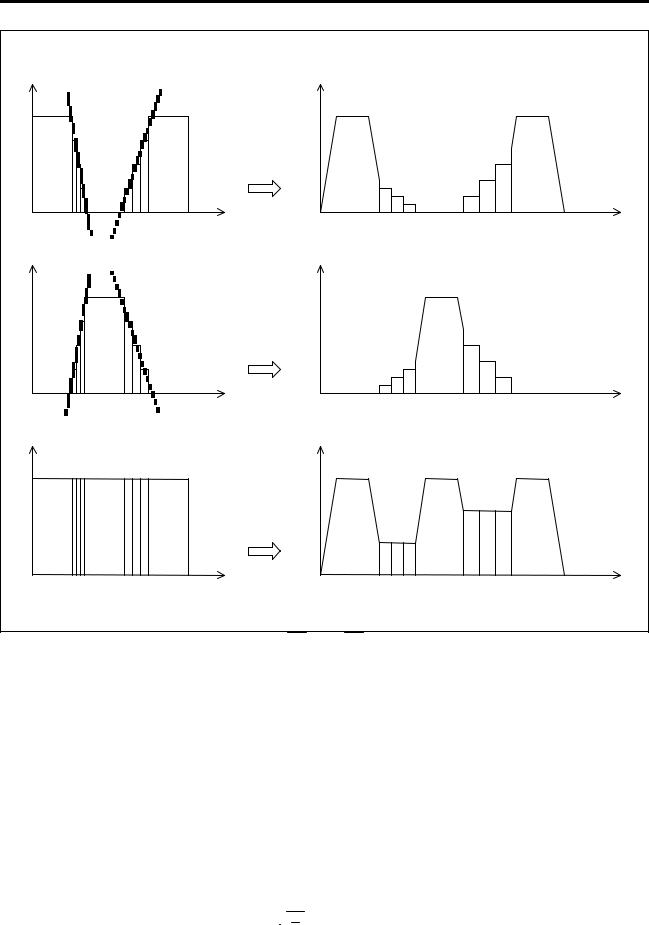
(3)Ограничение скорости подачи, основанное на ускорении
Как показано ниже, если кривая образуется очень короткими последовательными линейными сегментами, существенная вариация скорости подачи вдоль каждой оси в каждом углу отсутствует. Следовательно, нет необходимости замедлять инструмент для компенсации вариации скорости подачи. Последовательные вариации скорости подачи, тем не менее, в целом приводят к большому ускорению по каждой оси.
В этом случае инструмент должен замедляться дли сведения к минимумунагрузкиидеформации, сообщаемыхстанку, атакже погрешности механообработки, которая может возникнуть в результате такого чрезмерного ускорения. Инструмент замедляется до скорости подачи, при которой ускорение по каждой оси, получаемое по формуле, указанной ниже, меньше или равно заданному допустимому ускорению.
Допустимое ускорение определяется по максимальной скорости подачи при резании (установленной в параметре ном. 1432) и времени, необходимому для достижения максимальной скорости подачи при резании (установленной в параметре ном. 1785).
Ускорение по каждой оси =
разница скорости подачи вдоль каждой оси в углу
макс. перемещение в предыдущий блок, перемещение в следующий блок
F F
Подсчитывается уменьшенная скорость подачи, требуемая для каждого угла. Инструмент замедляется до сокращенной скорости подачи, обнаруженной либо в начальной, либо в конечной точке каждого блока, в зависимости от того, какая из них меньше.
(Пример)
В примере, показанном ниже, инструмент замедляется с N2 до N4 и с N6 до N8, поскольку ускорение (как показано отклонениями пунктирной линии в графике скорости подачи) велико.
N8
N7
N9
N6
N5
N1 |
N4 |
N2 N3
358
B-64144RU/01 |
|
|
ПРОГРАММИРОВАНИE |
19. ФУНКЦИИ ВЫСОКОСКОРОСТНОГО |
|
|
|
|
РЕЗАНИЯ |
||
N1 |
N5 |
N9 |
N1 |
N5 |
N9 |
(4)Фиксация скорости подачи, основанная на радиусе дуги Для того, чтобы ускорение в блоке круговой интерполяции стало допустимой величиной, максимальная допустимая скорость подачи v для программируемого радиуса окружности r подсчитываетсяпо максимальнойдопустимойскоростиподачи V (установка параметра) в радиусе R следующим образом. Если заданная скорость подачи превышает подсчитанную скорость подачи v, то скорость подачи автоматически сокращается до подсчитанной скорости подачи v.
Максимальное допустимое ускорение = VR2
R: Радиус окружности
V : Скорость подачи в радиусе окружности R Максимальнаядопустимаяскоростьподачиv дляпрограммиру- емого радиуса окружности r получается в следующих выражениях.
v = Rr × V
Rr × V
359
19. ФУНКЦИИ ВЫСОКОСКОРОСТНОГО
РЕЗАНИЯ ПРОГРАММИРОВАНИE B-64144RU/01
ПРИМЕЧАНИЕ
Максимальная допустимая скорость подачи v уменьшается, когда радиус окружности становится маленьким. Если подсчитанная скорость подачи меньше, чем устанавливаемое значение параметра (ном. 1732), под устанавливаемым значением параметра (ном. 1732) подразумевается максималь- ная допустимая скорость подачи v.
(5)Ускоренный подвод
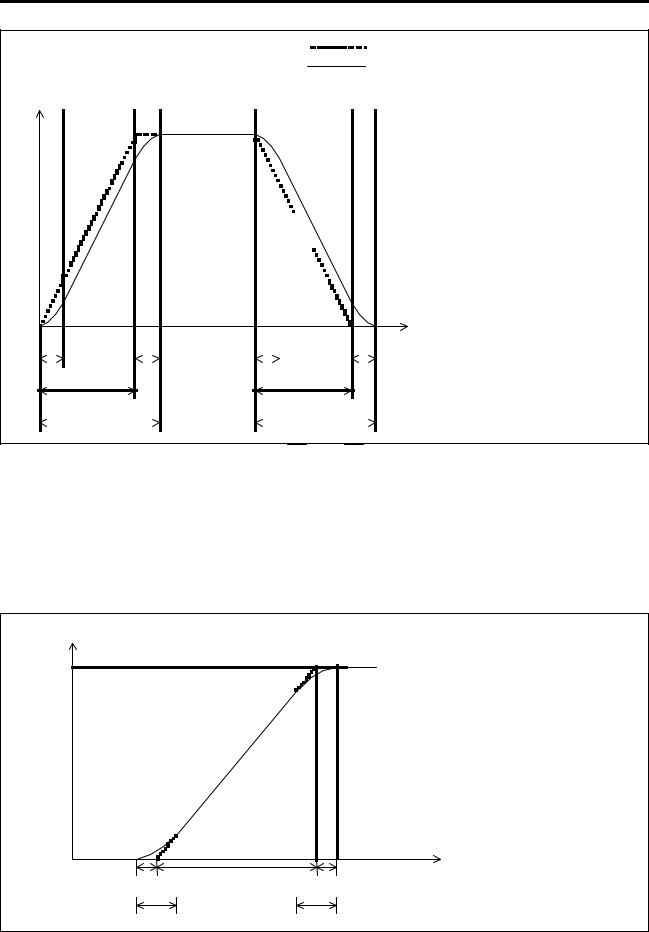
Для ускоренного подвода установкой параметра выбирается либо тип линейной интерполяции, либо тип нелинейной интерполяции. Если выбирается тип линейной интерполяции, инструментускоряется/замедляетсядопримененияинтерполя- ции и устанавливается в соответствии с установкой типа линейной интерполяции. В дополнение можно выбрать либо тип линейного, либо тип колоколообразного ускорения/ замедления. Скорость подачи при перемещении и ускорение для линейного ускорения/замедления перед интерполяцией получаются так, как описано ниже.
1)Скорость подачи при перемещении
Подскоростьюподачиприперемещенииподразумевается наименьшая величина из следующих выражений среди перемещающихся осей.
скорость ускоренного подвода для каждой оси (ном.1420) расстояние блоков
×расстояние каждой оси
2)Ускорение для линейного ускорения/замедления перед интерполяцией
-В случае линейного ускорения/замедления
Под ускорением для линейного ускорения/замедления перед интерполяцией подразумевается наименьшая величина из следующих выражений среди переме- щающихся осей.
скорость ускоренного подвода для каждой оси (No. 1420) |
расстояние блоков |
|||
|
|
× |
|
|
|
постоянная времени для каждой оси (No.1620) |
расстояние каждой оси |
||
-В случае колоколообразного ускорения/замедления Параметрном. 1621 (Постояннаявремениt, используемая для колоколообразного ускорения/замедления при ускоренном подводе для каждой оси) оси со значением, которое подсчитывается по формуле выше, являющимся наименьшим значением, становится действительным по отношению к скорости подачи, которая подсчитывается как линейное ускорение/замедление.
360
B-64144RU/01 |
|
|
19. ФУНКЦИИ ВЫСОКОСКОРОСТНОГО |
|
|
ПРОГРАММИРОВАНИE |
РЕЗАНИЯ |
||
|
|
|
Линейное ускорение/замедление |
|
|
|
|
Колоколообразное ускорение/замедление |
|
Скорость подачи |
|
|
ta |
Зависит от линейного ускорения. |
|
|
|
tb |
Колоколообразное ускорение/ |
|
|
|
|
замедление |
|
|
|
tc |
Время колоколообразного ускорения/ |
|
|
|
|
замедления |
|
|
|
|
tc = ta + tb |
|
|
|
|
ta не является постоянной. Она |
|
|
|
|
зависит от заданной скорости подачи |
|
|
|
|
и постоянной времени ускоренного |
|
|
|
|
подвода. |
|
|
|
|
tb устанавливается осью. |
tb |
tb |
tb |
tb |
Время |
|
||||
ta |
|
|
ta |
|
tc |
|
|
tc |
|
|
|
Предположим, чтоскоростьподачи- F, линейноеускорение- A, |
||
|
|
а постоянная времени колокообразного - T, время для |
||
|
|
ускорения/замедления - следующее. |
||
|
|
Время для ускорения/замедления = F / A |
||
|
|
|
|
(в случае линейного) |
|
|
|
|
= F / A + T |
|
|
|
|
(в случае колоколообразного) |
Скорость подачи
F
F/A : Время для линейного ускорения
T : Время для колоколообразного
Время
T/2 |
F/A |
T/2 |
T |
|
T |
361

19. ФУНКЦИИ ВЫСОКОСКОРОСТНОГО
РЕЗАНИЯ ПРОГРАММИРОВАНИE B-64144RU/01
ПРИМЕЧАНИЕ
Наложение блоков ускоренного подвода недейст- вительно.
D Спецификации
Осевое управление |
|
|
|
f : Может быть задано. |
× : Не может быть задано. |
||
Название |
|
Функция |
|
Количество основных |
3 |
|
|
управляемых осей |
|
|
|
Число одновременно |
До 3 |
|
|
управляемых осей |
|
|
|
Наименование оси |
Основные три оси всегда обозначаются X, Y и |
||
|
Z. |
|
|
Наименьшее вводимое |
0,001мм, 0,0001дюйма |
|
|
приращение |
|
|
|
Система приращений 1/10 |
0,0001 мм., 0,0001 дюйма |
||
|
Система приращений 1/10 не может быть |
||
|
использована. |
|
|
Перевод дюймы/метрические |
f |
|
(*1) |
единицы (G20, G21) |
|
|
|
Блокировка |
f |
|
|
Блокировка для каждой оси |
f Перемещениеповсемосямпрекращается. |
||
|
|
Для остановки перемещения только по |
|
|
|
одной блокированной оси при позицио- |
|
|
|
нировании с использованием интерполя- |
|
|
|
ции нелинейного типа присвойте биту 5 |
|
|
|
(AIL) параметра ном. 7054 значение 1, а |
|
|
|
биту 4 (XIK) парам. ном. 1002 значение 0. |
|
Блокировка станка |
f |
Когда включен |
ил выключен сигнал |
|
|
блокировки станка для каждой из осей (от |
|
|
|
MLK1 до MLK8), ускорение/замедление не |
|
|
|
применяется к оси, для которой выполнена |
|
|
|
блокировка станка. |
|
Проверка предела хода до |
× |
|
|
перемещения |
|
|
|
Зеркальное отображение |
f |
|
|
Коррекция погрешности |
f |
|
|
сохраненного шага |
|
|
|
Переключатель положений |
f Присвойте биту 3 (PSF) параметра ном. |
||
|
|
6901 значение 1. |
|
|
|
Когда этот параметр имеет значение 1, |
|
|
|
изменяется хронометраж ввода сигналов. |
|
Ручное прерывание с |
f Ручное прерывание с помощью маховика |
||
помощью маховика |
|
отключенововремяпереключенияврежим |
|
|
|
управлениясрасширеннымпредваритель- |
|
|
|
ным просмотром AI |
|
Функции интерполяции |
|
|
|
f : Может быть задано. |
× : Не может быть задано. |
||
Название |
|
Функция |
|
Позиционирование (G00) |
f |
|
|
Позиционирование в одном |
f |
Для выполнения |
позиционирования по |
направлении (G60) (S.D.P.) |
|
одномунаправлению в режимеуправления |
|
|
|
срасширеннымпредварительнымпросмо- |
|
|
|
тром AI присвойте биту 4 (ADP) параметра |
|
|
|
ном. 7055 значение 1. |
|
Точная остановка (G09) |
f |
|
|
Режим точной остановки (G61) |
f |
|
|
Режим нарезания резьбы |
f |
|
|
метчиком(G63) |
|
|
|
Линейная интерполяция(G01) |
f |
|
|
362

19. ФУНКЦИИ ВЫСОКОСКОРОСТНОГО
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
|
РЕЗАНИЯ |
|
Название |
|
Функция |
|
Циркулярная интерполяция |
f |
(Активирована циркулярная интерполяция |
|
(G02,G03) |
|
для нескольких квадрантов.) |
|
Задержка (G04) |
f (Задержка с заданием времени в секундах |
|
|
|
|
или скорости) Для задержки с заданием |
|
|
|
скорости необходима другая опция. |
|
Винтовая интерполяция (G02, |
f (Круговая интерполяция + линейная |
|
|
G03) |
|
интерполяция) |
|
|
|
Задайте скорость подачи, включая |
|
|
|
винтовую ось, в команде скорости подачи. |
|
Нарезка резьбы и синхронная |
× |
|
|
подача (G33) |
|
|
|
Функция пропуска(G31) |
f |
(*1) |
|
Функция высокоскоростного |
f |
(*1) |
|
пропуска (G31) |
|
|
|
Функция многошагового |
f |
(*2) |
|
пропуска (G31 Px) |
|
|
|
Возврат в референтную |
f |
(*1) |
|
позицию (G28) |
|
Для выполнения G28 в положении, когда |
|
|
|
|
|
|
|
референтная позиция не установлена, |
|
|
|
присвойте биту 2 (ALZ) параметра ном. |
|
|
|
7055 значение 1. |
|
Проверка возврата в рефе- |
f |
(*1) |
|
рентное положение (G27) |
|
|
|
Возврат на 2-ю, 3-ю и 4-ю |
f |
(*1) |
|
референтную позицию (G30) |
|
|
|
Функции подачи |
|
|
|
f : Может быть задано. |
× : Не может быть задано. |
|
|
Название |
|
Функция |
|
Скорость ускоренного подвода |
До 240 м/мин (0.001 мм) |
|
|
|
До 100 м/мин (0.0001 мм) |
|
|
Коррекция скорости |
F0, 25, 50, 100 % |
|
|
ускоренного подвода |
|
|
|
Коррекция скорости |
от 0 до 100 % |
|
|
ускоренного подвода в |
|
|
|
приращениях по 1% |
|
|
|
Подача за минуту (G94) |
f |
|
|
Подача за оборот (G95) |
× |
|
|
Фиксация скорости подачи |
f |
|
|
Колоколообразное ускорение/ |
f |
|
|
замедление при ускоренном |
|
|
|
подводе |
|
|
|
Линейное ускорение/замедле- |
f |
|
|
ние после интерполяции |
|
|
|
рабочей подачи |
|
|
Линейное ускорение/замед- ление до интерполяции рабочей подачи
Коррекция подачи
Подача F-кода с одной цифрой
Отмена коррекции Внешнее торможение
f(В режиме контурного управления Al заранее считывается до 12 блоков.)
от 0 до 254 %
fЧтобы активировать изменение скорости подачи при помощи маховика, присвойте биту 1 (AF1) парам. ном. 7055 значение 1.
f f
Ввод программы
f : Может быть задано. × : Не может быть задано.
Название |
Функция |
Команда ввода/вывода данных () |
f |
Команда свободного пропуска |
f |
блока (/n: n - номер.) |
|
363

19. ФУНКЦИИ ВЫСОКОСКОРОСТНОГО
РЕЗАНИЯ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
|
|
Название |
|
Функция |
|
Абсолютная команда (G90)/ |
f |
|
|
инкрементная команда (G91) |
|
|
|
Программирование с десятич- |
f |
|
|
ной запятой/программиро- |
|
|
|
вание с десятичной запятой |
|
|
|
калькуляторного типа |
|
|
|
Десятикратная единица ввода |
f |
|
|
Выбор плоскости (G17, G18, G19) |
f |
|
|
Команда в полярной системе |
× |
|
|
координат (G16) |
|
|
|
Локальная система координат |
f |
(*1) |
|
(G52) |
|
|
|
Машинная система координат |
f |
(*1) |
|
(G53) |
|
|
|
Система координат заготовки |
f |
|
|
(от G54 до G59) (G54.1Pxx) |
|
|
|
Система координат заготовки |
f |
(*1) |
|
(G92) |
|
|
|
Предварительная установка |
f |
(*1) |
|
системы координат заготовки |
|
|
|
(G92.1) |
|
|
Снятие фасок/закругление углов |
× |
с произвольным углом |
|
Ввод программируемых данных |
f |
(G10) |
|
(*1)
Можно изменять только значение коррекции инструмента, исходной коррекции заготовки и параметры.
Макропрограмма пользователя В |
f См. описание в ”Примечаниях по |
|
|
пользовательским макрокомандам.” |
|
Добавление общих переменных |
f |
|
пользовательских макрокоманд |
|
|
Ввод данных модели |
× |
|
Пользовательская макрокоман- |
× |
|
да, управляемая прерываниями |
|
|
Постоянный цикл (G73-G89) |
f |
(*1) |
Возврат на исходный уровень |
f |
(*1) |
(G98)/возврат на уровень точки R |
|
|
(G99) |
|
|
Цикл сверления малых отвер- |
× |
|
стий с периодическим выводом |
|
|
сверла (G83) |
|
|
Программирование радиуса |
f |
|
дуги R |
|
|
Автоматическая угловая |
f Присвойте биту 0 (HDR) параметра ном. |
|
коррекция (G62) |
7055 значение 1. |
|
Автоматическое замедление в |
f |
|
углах |
|
|
Скорость подачи, ограничива- |
f |
|
емая радиусом дуги |
|
|
Масштабирование (G51) |
f |
|
Вращение системы координат |
f |
|
(G68) |
|
|
Программируемое зеркальное |
f |
|
отображение (G51.1) |
|
|
Формат лентыF10/11 |
f |
|
Вспомогательные функции/функции скорости шпинделя f : Может быть задано. × : Не может быть задано.
Название |
|
Функция |
Смешанная функция(Mxxxx) |
f |
Выводятся только код функции и ее |
|
|
стробирующие сигналы. |
Вторая вспомогательная |
f |
Выводятся только код функции и ее |
функция (Bxxxx) |
|
стробирующие сигналы. |
364
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
19. ФУНКЦИИ ВЫСОКОСКОРОСТНОГО |
|
РЕЗАНИЯ |
|||
|
Название |
Функция |
|
|
Высокоскоростной интерфейс |
f |
|
|
M/S/T/B |
|
|
|
Задание нескольких |
f |
|
|
смешанных функций |
|
|
|
Функция скорости шпинделя |
f |
|
|
(Sxxxx) |
|
|
|
Жесткое нарезание резьбы |
f |
(*1) |
|
метчиком |
Присвойте биту 5 (G8S) параметра ном. |
|
|
|
||
|
|
1602 или биту 3 (ACR) параметра ном. |
|
|
|
7051 значение 1. |
|
|
Функции компенсации на инструмент |
|
|
|
f : Может быть задано. × : Не может быть задано. |
|
|
|
Название |
Функция |
|
|
Функция инструмента (Txxxx) |
f Выводятся только код функции и ее |
|
|
|
стробирующие сигналы. |
|
|
Коррекция инструмента |
f |
|
|
Компенсация на длину |
f |
|
|
инструмента (G43, G44, G49) |
|
|
|
Смещение инструмента |
× |
|
|
(от G45 до G48) |
|
|
|
Компенсация на режущий |
f |
|
|
инструмент C (G40, G41, G42) |
|
|
|
Управление ресурсом |
× |
|
|
инструмента |
|
|
|
Автоматическое измерение |
× |
|
|
длины инструмента |
|
|
Прочие функции
f : Может быть задано. × : Не может быть задано.
Название |
|
Функция |
Пуск цикла/блокировка подачи |
f |
|
Холостой ход |
f |
|
Единичный блок |
f |
|
Остановка и сравнение |
f |
|
номера последовательности |
|
|
Перезапуск программы |
f Для |
постоянной времени на ускорение/ |
|
замедление во время перемещения на по- |
|
|
зицию перезапуска используются следую- |
|
|
щие параметры: |
|
|
При |
использовании экспоненциального |
|
ускорения/замедления: |
|
|
Параметры ном. 1624 и 1625 |
|
|
При использовании линейного/колоко- |
|
|
лообразного ускорения/замедления: |
|
|
Параметр ном. 1622 |
|
|
Для задания типа ускорения/замедления |
|
|
используйте биты 0 и 1 парам. ном. 1610. |
|
Возврат при жестком |
× |
|
нарезании резьбы метчиком |
|
|
Исполнитель макрокоманд |
× |
|
(исполнительная |
|
|
макрокоманда) |
|
|
Операция ручного ввода |
f |
|
данных |
|
|
Ручное вмешательство |
f |
|
ПРИМЕЧАНИЕ
1 Многоблочное управление с предпросмотром остановлено.
2 Чтобы задать эту функцию, отдельно требуется соответствующая опция.
365

19. ФУНКЦИИ ВЫСОКОСКОРОСТНОГО
РЕЗАНИЯ ПРОГРАММИРОВАНИE B-64144RU/01
DСоотношение числа параметров нормального управления/управлен ия с расширенным предварительным просмотром/управлен ия с расширенным предварительным просмотром AI
(1) Линейное ускорение/замедление перед интерполяцией
Значение параметра |
|
Ном. параметра |
|
|
Нормаль- |
Управле- |
Расши- |
|
ный |
ние с рас- |
ренный |
|
|
ширенным |
пред- |
|
|
предвари- |
просмотр |
|
|
тельным |
AI |
|
|
просмо- |
|
|
|
тром |
|
Включение типа ускорения/ |
FWB/1602#0 |
- |
|
замедления |
|
|
|
Максимальная скорость механо- |
1630 |
1770 |
|
обработки во время линейного |
|
|
|
ускорения/замедления перед |
|
|
|
интерполяцией |
|
|
|
Время, используемое для дости- |
1631 |
1771 |
|
жения максимальной скорости |
|
|
|
механообработки во время |
|
|
|
линейного ускорения/замедления |
|
|
|
перед интерполяцией |
|
|
|
Скорость подачи при возникнове- |
|
1784 |
|
нии сигнала тревоги о перебеге |
|
|
|
(2) Автоматическое замедление в углах
Значение параметра |
Ном. параметра |
||
|
Нормаль- |
Управле- |
Расши- |
|
ный |
ние с рас- |
ренный |
|
|
ширенным |
пред- |
|
|
предвари- |
просмотр |
|
|
тельным |
AI |
|
|
просмо- |
|
|
|
тром |
|
Включение типа автоматического |
CSD/1602#4 |
- |
|
углового замедления |
|
|
|
Минимальная скорость подачи |
1778 |
1777 |
- |
(управляемая углом) |
|
|
|
Критический угол (управляемый |
1740 |
1779 |
- |
углом) |
|
|
|
Допустимая вариация скоростей |
1780 |
- |
|
подачи (управляемая вариацией |
|
|
|
скоростей подачи) |
|
|
|
Допустимая вариация скоростей |
|
1783 |
|
подачи для каждой оси (управля- |
|
|
|
емая вариацией скоростей подачи) |
|
|
|
(3) Ограничение скорости подачи, основанное на ускорении
Значение параметра |
Ном. параметра |
|
Нормаль- |
Управление |
Расши- |
ный |
с расши- |
ренный |
|
ренным |
пред- |
|
предвари- |
просмотр |
|
тельным |
AI |
|
просмотром |
|
Допустимое определение |
- |
1785 |
ускорения |
|
|
366