

Fanuc SOi mate-md
.pdf
|
|
17. ВВОД ПРОГРАММИРУЕМЫХ |
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
ПАРАМЕТРОВ (G10) |
|
|
|
17ВВОД ПРОГРАММИРУЕМЫХ ПАРАМЕТРОВ (G10)
Общие сведения
Формат
В программу можно ввести значения параметров. Эта функция используется для установки данных компенсации погреш- ностей шага при изменении приспособлений или изменении максимальной рабочей подачи или постоянных времени, когда меняются условия обработки.
Формат
G10L50; N_R_ ; N_P_R_;
Установка режима ввода параметров Для параметров, кроме осевого типа Для параметров осевого типа
G11; Отмена режима ввода параметров
Значение команды
N_: Параметр ном. (4 разряда) или номер положения коррекции на компенсацию погрешностей шага коррекция +10,000 (5 разрядов)
R_: Заданное значение параметра (ведущие нули могут быть опущены). P_: Ось ном. 13 (используется для ввода параметров осевого типа)
Пояснения
D Устанавливаемое |
Неиспользуйтедесятичнуюточкувзначении, устанавливаемом |
|
значение параметра |
в параметре (R_). |
|
(R_) |
Нельзя также использовать десятичную точку в переменной |
|
|
макропрограммы пользователя для R_. |
|
D Ось ном. (Р_) |
Задайтеномероси(P_) от1 до3 (до3 осей) дляпараметраосевого |
|
|
типа. Осиуправленияпронумерованывтомпорядке, вкотором |
|
|
они отображаются на дисплее ЧПУ. |
|
|
Например, задайте Р2 для оси управления, которая |
|
|
отображается второй. |
|
|
|
|
|
ОПАСНО |
|
|
1 Выполните возврат в референтную точку вручную |
|
|
после изменения данных компенсации погрешностей |
|
|
шагаилиданныхкомпенсациимертвогохода. Есливы |
|
|
это не сделаете, то положение станка может |
|
|
отклонятся от верного положения. |
|
|
2 До ввода параметров требуется отмена режима |
|
|
постоянного цикла. Если режим не отменен, то может |
|
|
быть активировано движение со сверлением. |
|
|
|
|
|
|
|
|
ПРИМЕЧАНИЕ |
|
|
Находясь в режиме ввода параметров, нельзя задать |
|
|
другие операторы ЧУ. |
|
|
|
|
347

17. ВВОД ПРОГРАММИРУЕМЫХ
ПАРАМЕТРОВ (G10) ПРОГРАММИРОВАНИE B-64144RU/01
Примеры |
1. Установите разряд |
2 (SPB) параметра разрядного типа |
|
|
ном. 3404. |
|
|
|
|
|
|
|
G10L50 ; |
Режим ввода параметров |
|
|
N3404 R 00000100 ; Установка SBP |
||
|
G11 ; |
отменяет режим ввода параметров |
|
|
|
|
|
|
2. Измените значения для оси Z (3-я ось) в параметре осевого |
||
|
типа ном. 1322 (координаты предела сохраненного шага 2 в |
||
|
положительном направлении для каждой оси). |
||
|
|
|
|
|
G10L50 ; |
Режим ввода параметров |
|
|
N1322P3R4500 ; |
Видоизмените ось Z |
|
|
G11 ; |
отменяет режим ввода параметров |
|
|
|
|
|
348

18. РАБОТА ПАМЯТИ С ИСПОЛЬЗОВАНИЕМ
B-64144RU/01 ПРОГРАММИРОВАНИE ФОРМАТА ЛЕНТЫ FS10/11
18РАБОТА ПАМЯТИ С ИСПОЛЬЗОВАНИЕМ ФОРМАТА ЛЕНТЫ FS10/11
|
|
|
|
|
|
|
|
|
|
|
|
Общие сведения |
Работа с памятью программы, зарегистрированной форматом |
||||||||||
|
|
ленты FS10/11, возможна с установкой параметра установки |
|||||||||
|
|
(ном. 0001#1). |
|
|
|
|
|
|
|
|
|
Пояснения |
Форматы данных для коррекции на режущий инструмент, |
||||||||||
|
|
вызоваподпрограммыипостоянныхцикловразличныдля этой |
|||||||||
|
|
Серии и Серии 10/11. Форматы данных Серии 10/11 могут |
|||||||||
|
|
обрабатываться для работы с памятью. Другие форматы данных |
|||||||||
|
|
должны соответствовать этой Серии. Если зарегистрировано |
|||||||||
|
|
значение вне заданного диапазона для этой Серии, подается |
|||||||||
|
|
сигнал тревоги. Функции, не доступные в этой Серии, не могут |
|||||||||
|
|
быть записаны или использованы для работы с памятью. |
|||||||||
D Адрес для номера |
Номеракоррекцииуказываютсяадресом D вСерии 10/11. Если |
||||||||||
компенсации |
номер коррекции указан адресом D, модальное значение, ука- |
||||||||||
коррекции на режущий |
занное адресом H, заменяется номером коррекции, указанным |
||||||||||
инструмент |
адресом D. |
|
|
|
|
|
|
|
|
|
|
D Вызов подпрограммы |
Еслизадан номерпрограммы, состоящий более, чем из четырех |
||||||||||
|
|
цифр, последние четыре цифры воспринимаются в качестве |
|||||||||
|
|
номера подпрограммы. если не указано число повторений, |
|||||||||
|
|
подразумевается 1. |
|
|
|
|
|||||
|
|
Таблица 18 (a) Формат вызова данных подпрограммы |
|||||||||
|
|
ЧПУ |
|
|
Формат данных |
||||||
|
|
Серия 10/11 |
M98 Pfffff Lffff ; |
||||||||
|
|
|
P : Номер подпрограммы |
||||||||
|
|
|
L : Количество повторов |
||||||||
|
|
Серия 0i |
M98 Pffff jjjj ; |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Счет повторов |
Номер подпрограммы |
|||||||
D Адрес для числа |
Серия 10/11 иСерия16/18/21 используютразличныеадресадля |
||||||||||
повторений |
числа повторений постоянного цикла, приведенные в |
||||||||||
постоянного цикла |
Таблице 18 (b). |
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 18 (b) Адреса для разов повторений постоянного |
|||||||||
|
|
|
|
|
цикла |
|
|
|
|
||
|
|
ЧПУ |
|
|
|
|
|
|
|
Адрес |
|
|
|
Серия 10/11 |
|
|
L |
||||||
|
|
Серия 0i |
|
|
К |
||||||
349

19. ФУНКЦИИ ВЫСОКОСКОРОСТНОГО
РЕЗАНИЯ ПРОГРАММИРОВАНИE B-64144RU/01
19ФУНКЦИИ ВЫСОКОСКОРОСТНОГО РЕЗАНИЯ
350
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
19. ФУНКЦИИ ВЫСОКОСКОРОСТНОГО |
РЕЗАНИЯ |
19.1
ОГРАНИЧЕНИЕ
СКОРОСТИ
ПОДАЧИ РАДИУСОМ ДУГИ
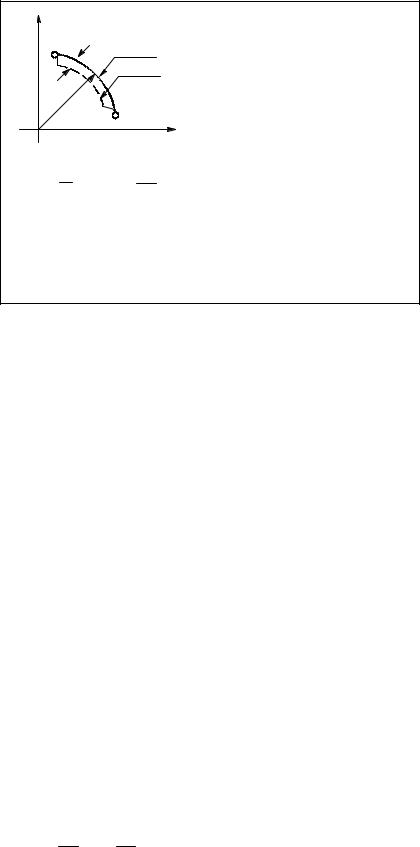
Если дуга вырезается с высокой скоростью при круговой интерполяции, возникает радиальная погрешность между реальной траекторией инструмента и запрограммированной дугой. Приближенное значение этой ошибки можно получить из следующего выражения:
Y |
|
|
|
|
|
∆r:Погрешность |
|
|
|
|
Запрограммированная траектория |
|
|
|
Фактическая траектория |
|
|
r |
|
0 |
|
|
X |
∆r= |
1 |
(T12+T22) |
V2 |
2 |
r |
||
∆r |
: |
Максимальная радиальная погрешность (мм) |
v |
: |
Скорость подачи (мм/сек) |
r |
: |
Радиус дуги (мм) |
T1 |
: |
Константа времени (сек) для экспоненциального |
T2 |
|
ускорения/замедления скорости подачи |
: |
Константа времени для серводвигателя (сек) |
Если производится реальная обработка, радиус r дуги будет обработан и будут даны допустимые значения погрешности ∆r. Тогда, максимально допустимая скорость подачи v (мм/мин) определяется по выше приведенному выражению.
Функция ограничения скорости подачи радиусом дуги автоматическиограничиваетскоростьподачинарезаниядугидо значения, установленного в параметре. Эта функция дейст- венна, когда указанная скорость подачи может привести к радиальнойпогрешностинадуге, запрограммированныйрадиус которой превышает допустимую степень погрешности.
Подробные сведения см. в соответствующем руководстве, изданном изготовителем станка.
351
19. ФУНКЦИИ ВЫСОКОСКОРОСТНОГО
РЕЗАНИЯ ПРОГРАММИРОВАНИE B-64144RU/01
19.2
РАСШИРЕННОЕ УПРАВЛЕНИЕ С ПРЕДВАРИТЕЛЬНЫМ ПРОСМОТРОМ (G08)
Формат
Данная функция разработана для высокоскоростной точной обработки. С помощью этой функции можно запретить задержку вследствие ускорения/замедления и задержку в сервосистеме, которая увеличивается по мере повышения скорости подачи. В данном случае инструмент движется точно с соблюдением заданных значений, что позволяет сократить количество ошибок в профиле обработки.
Данная функция становится действующей при входе в режим управления с предварительным просмотром.
Подробные сведения см. в соответствующем руководстве, изданном изготовителем станка.
G08 P_
P1 : Включите режим управления с предварительным просмотром.
P0 : Отключите режим управления с предварительным просмотром.
Пояснения
D Имеющиеся функции |
В режиме управления с предварительным просмотром имеются |
||
|
следующие функции: |
||
|
(1) Линейное ускорение/ замедление перед интерполяцией |
||
|
(2) Функция автоматического замедления на углах |
||
|
Подробную информацию о вышеперечисленных функциях см. |
||
|
в Руководстве по связи (Функция) (B-64113EN-1). Каждая |
||
|
функция, предоставлены специальные параметры. |
||
D Перезагрузка |
Режим управления с предварительным просмотром отменяется |
||
|
перезагрузкой. |
||
Ограничения |
|
|
|
D Команда G08 |
Задайте в блоке только код G08. |
||
D Функции, которые |
В режиме управления с расширенным предварительным прос- |
||
могут быть указаны |
мотром могут быть указаны функции, перечисленные ниже. |
||
|
|
|
|
|
|
ПРИМЕЧАНИЕ |
|
|
|
Для использования других, кроме следующих допол- |
|
|
|
нительных функций, выключите режим расширенного |
|
|
|
управления с предварительным просмотром, укажите |
|
|
|
нужную функцию, затем опять включите режим. |
|
|
|
|
|
|
|
Позиционирование в одном направлении |
|
|
|
Команда полярной координаты |
|
|
|
Винтовая интерполяция |
|
|
|
Жесткое нарезание резьбы |
|
|
|
(Разряд 5 (G8S) параметра ном. 1602 также может быть |
|
|
|
установлен для использования этой функции в режиме управ- |
|
|
|
лениясрасширеннымпредварительным просмотром. Параме- |
|
|
|
тры серийного шпинделя должны быть также установлены). |
|
|
|
Перезапуск программы |
|
|
|
Внешнее замедление |
|
|
|
Остановка и сравнение номера последовательности |
|
352

B-64144RU/01 |
ПРОГРАММИРОВАНИE |
19. ФУНКЦИИ ВЫСОКОСКОРОСТНОГО |
РЕЗАНИЯ |
Контроль постоянства скорости поверхности
Синхронный контроль шпинделя
Макропрограмма пользователя B
Снятие фасок с произвольным углом/закругление углов
Перевод дюймы/метры
Программируемое зеркальное отображение
Постоянный цикл
Автоматическая коррекция угла (Действует только изменение скорости внутренней круговой рабочей подачи.)
Масштабирование
Вращение системы координат
Система координат заготовки
Предварительная установка системы координат заготовки
C-коррекция на режущий инструмент
Круговая интерполяция в углах
Смещение инструмента
Управление ресурсом инструмента
Измерение длины инструмента
Отображение графической информации
Динамическое отображение графической информации
Подача за оборот
353
19. ФУНКЦИИ ВЫСОКОСКОРОСТНОГО
РЕЗАНИЯ ПРОГРАММИРОВАНИE B-64144RU/01
19.3
УПРАВЛЕНИЕ С РАСШИРЕННЫМ ПРЕДВАРИТЕЛЬНЫМ ПРОСМОТРОМ AI
Формат
Пояснения
DРежим управления с расширенным предварительным просмотром AI (режим AIAPC)
DДействительные
функции
Данная функция разработана для высокоскоростной, высоко- точной обработки. Эта функция может использоваться для сокращения задержки, вызываемой ускорением/замедлением, или задержки сервосистемы, которая увеличивается при увеличении скорости подачи. В результате, погрешности профилямеханобработкиуменьшаются, еслитаковыеимеются. Эта функция может также использоваться для включения предварительного линейного ускорения/замедления перед интерполяцией максимум для 15 блоков, таким образом, допуская плавноеускорение/замедлениедлямножестваблоков и более быструю обработку.
G05.1 Q _ ;
Q 1 : Режим управления с расширенным предварительным просмотром AI вкл.
Q 0 : Режим управления с расширенным предварительным просмотром AI выкл.
ПРИМЕЧАНИЕ
1Пожалуйста, задавайте G05.1 с независимым блоком.
2Режим управления с расширенным предварительным просмотром AI отменяется перезагрузкой.
Эта функция активируется, когда вводится режим управленияс расширенным предварительным просмотром AI. Режим управ- ления с расширенным предварительным просмотром AI также называется режимом AIAPC.
Следующие функции действуют в режиме управления с расширенным предварительным просмотром AI
1)Функция многоблочного предварительного линейного ускорения/замедления перед интерполяцией (максимум 12 блоков)
2)Функция автоматического замедления в углах
3)Функция ограничения скорости подачи, основанного на ускорении
4)Функция ограничения скорости подачи, основанного на радиусе дуги
5)Функция наложения блоков (5 блоков)
6)Функция подачи вперед с предварительным просмотром
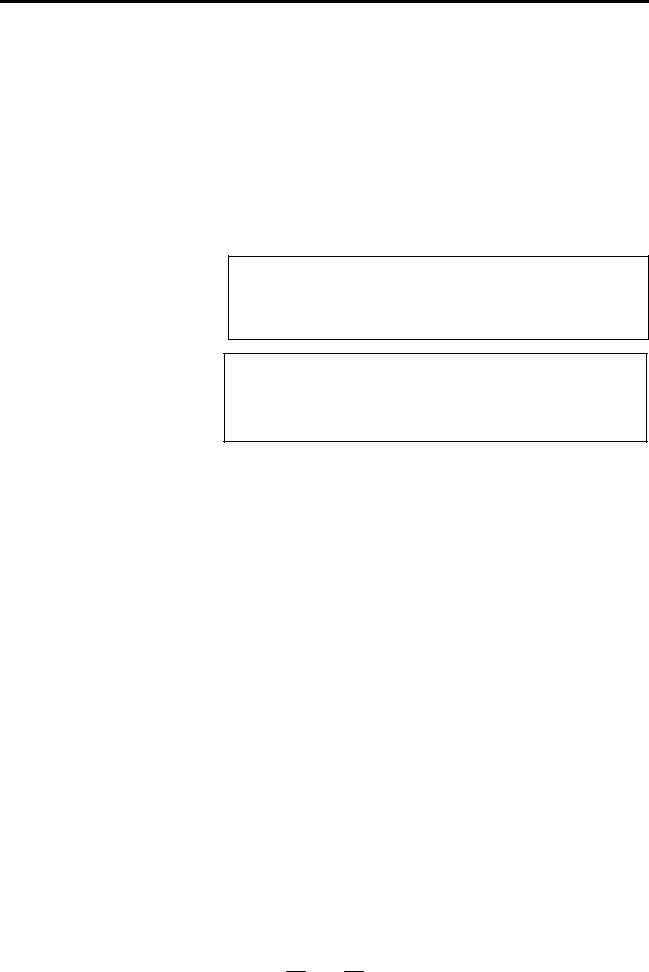
(1)Предварительное линейное ускорение/замедление перед интерполяцией
Если задается подача в минуту, эта функция считывает макс. 12 блоков вперед для выполнения линейного ускорения/ замедления перед интерполяцией, то есть для применения ускорения/замедления к заданной скорости подачи.
354
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
19. ФУНКЦИИ ВЫСОКОСКОРОСТНОГО |
РЕЗАНИЯ |
Еслииспользуетсяускорение/замедлениепослеинтерполяции, ускорение/замедление применяется к интерполированным данным. Следовательно, интерполированные данные измен- яются ускорением/замедлением. Однако, если используется ускорение/замедление перед интерполяцией, ускорение/ замедление применяется к данным скорости подачи перед интерполяцией. Следовательно, интерполированныеданныене изменяются ускорением/замедлением. Следовательно, данные интерполяции гарантируют, что механообработка следует заданной линии или кривой всегда, таким образом исключая погрешностипрофилямеханообработки, которыеполучаютсяв результате задержек при ускорении/замедлении.
Линейное ускорение/ |
|
|
|
|
замедление |
|
|
|
|
перед интерполяцией |
|
|
|
|
|
Команда |
|
|
|
|
скорости |
Распределение |
|
|
Расчет |
подачи |
импульсов |
Линейное |
Серво |
|
Расчет |
|||
|
ускорение/ |
|||
скорости |
|
интерполяции |
контроль |
|
|
замедление |
|||
подачи |
|
|
|
|
|
|
после |
|
|
|
|
|
|
|
|
Линейная интерполяция, |
интерполяции |
|
|
|
|
|
||
|
круговая интерполяция и т.д. |
|
|
|
|
|
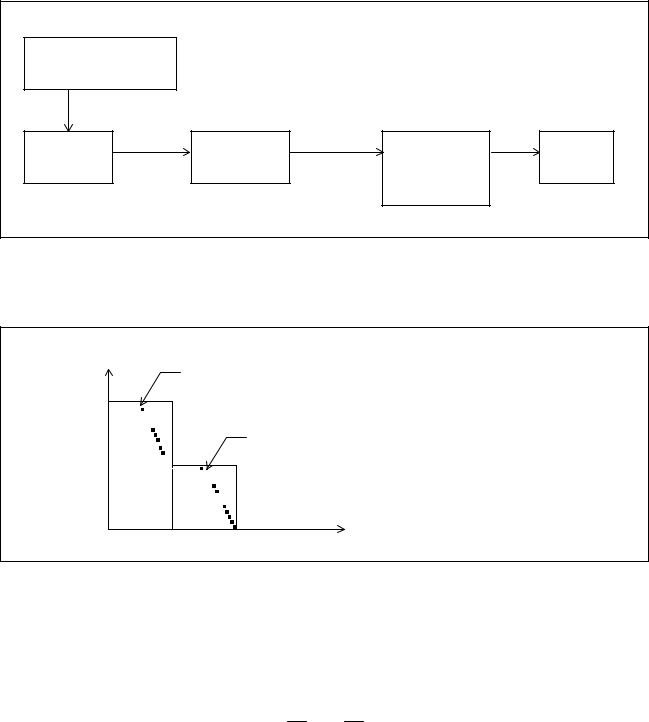
(Пример замедления) |
|
|
Для достижения скорости подачи, заданной для блока, при выполненииблоказамедлениеначинаетсявпредыдущемблоке.
|
Скорость подачи |
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Точка1 |
|
|
Указанная скорость подачи |
||||||
F3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Применяется подача после ускорения/ |
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
замедления перед интерполяцией. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Точка2 |
||
F2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Время
F1 N1 N2
Для уменьшения скорости подачи с F3 дo F2 замедлениенужно начинать с P1.
Для уменьшения скорости подачи с F2 до F1 замедлениенужно начинать с P2.
Инструмент может замедляться в течение нескольких блоков, поскольку максимум 12 блоков считываются заранее.
355
19. ФУНКЦИИ ВЫСОКОСКОРОСТНОГО
РЕЗАНИЯ ПРОГРАММИРОВАНИE B-64144RU/01
(Пример ускорения)
Ускорение начинается для достижения заданной скорости подачи для блока, когда выполняется блок.
Скорость подачи
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Указанная скорость подачи |
F3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Применяется подача после ускорения/ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
замедления перед интерполяцией. |
|
F2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Время |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
F1 |
N1 |
|
|
|
N2 |
||||||||||||||
(2) Автоматическое замедление в углах
Скорость подачи в углу подсчитывается для оси, для которой допустимая вариация скорости подачи между двумя блоками (параметрном. 1783) превышенассамымвысокимотношением вариациифактическойскоростиподачиквариациидопустимой скорости подачи, как показано ниже. Скорость подачи уменьшается до подсчитанной величины в предыдущем блоке.
Если перемещение по оси должно происходить при заданной скорости подачи F, сравниваются изменение скорости подачи
вдоль каждой оси ( VX , VY,... ) и величина ( VPRM-X , VPRM-Y,... ), заданнаявпараметреном.1783. Еслиустанавливаемоезначение
параметра превышено в соответствии с изменением скорости подачивдольлюбойоси, вращениепо осизамедляетсявуглудо требуемой скорости подачи. FC
1 |
|
|
|
|
|
|
||
FC = F × |
|
|
|
|
|
|
|
|
Rmax |
|
|
|
V |
||||
где Rмакс.является самой большой величиной R = |
||||||||
VPRM |
||||||||
Rmax = max |
VX |
, |
VY |
, ... |
||||
VPRM−X |
VPRM−Y |
|||||||
Например, если направление перемещения изменяется с оси Х на ось Y, то есть на 90 градусов, и если программируемая скорость подачи составляет 1000 мм/мин. и допустимая вариация скорости подачи, заданная в параметре ном. 1783, составляет 500 мм/мин., вращение по оси замедляется, как показано ниже.
356