

Fanuc SOi mate-md
.pdfB-64144RU/01 РАБОТА 4. АВТОМАТИЧЕСКИЕ ОПЕРАЦИИ
Ограничения
D Число повторов |
Можно задать до 9999 повторов. Если для какого-либо файла |
|
|
указан 0, этот файл становится недействительным и не |
|
|
выполняется. |
|
D Число зарегистриро- |
При помощи клавиши перелистывания страниц на экране |
|
ванных файлов |
ном. 4 можно зарегистрировать до 20 файлов. |
|
D M-код |
Когда в программе выполняются М-коды, кроме М02 и М30, |
|
|
текущее число повторов не увеличивается. |
|
D Отображение каталога |
В процессе выполнения файла нельзя обращаться к |
|
гибких дисков в |
отображению каталога гибких дисков во время фонового |
|
процессе выполнения |
редактирования. |
|
файла |
|
|
D Перезапуск |
Для возобновления автоматической операции после того, как |
|
автоматической |
она была приостановлена для выполнения запланированной |
|
работы |
операции, нажмите клавишу перезагрузки. |
|
Сигнал тревоги |
|
|
|
Сигнал |
Описание |
|
тревогином. |
|
086Была сделана попытка выполнить файл, который не записан гибком диске.
210Во время запланированной операции быливыполненыкоманды M198 и M099, либо при операции с групповым ЧПУ была выполнена команда М198.
457

4. АВТОМАТИЧЕСКИЕ ОПЕРАЦИИ |
РАБОТА |
B-64144RU/01 |
|
|
|
|
|
4.6
ВЫЗОВ
ПОДПРОГРАММЫ
(M198)
Формат
Пояснение
Функция вызова подпрограмм предназначена для вызова и выполнения файлов подпрограмм, записанных на внешнем устройстве ввода-вывода (Handy File, FLOPPY CASSETTE,
карта FA) во время операции в памяти.
Когдавыполняется следующийблокпрограммывпамятиЧПУ, из внешнего устройства ввода-вывода вызывается файл подпрограммы:
1. Формат ленты FS10/11
M198 Pffff L∆∆∆∆ ;
 Число повторов Номер файла для файла в
Число повторов Номер файла для файла в
устройстве ввода-вывода Команда вызова для устройства ввода-вывода
2. Формат ленты, отличный от FS10/11
M198 Pffff ∆∆∆∆ ;
 Номер файла для файла в устройстве ввода-вывода
Номер файла для файла в устройстве ввода-вывода
Число повторов
Команда вызова для устройства ввода-вывода
Функция вызова подпрограммы активируется, если параметр ном. 0102 для устройства ввода/вывода установлен на 3. Может быть использован либо формат 1, либо формат 2. Для вызова подпрограммы можно использовать другой M-код в зависи- мости от установки параметра ном. 6030. В этом случае M198 выполняется как обычный M-код. Номер файла задается в адресе Р. Если бит SBP (бит 2) параметра ном. 3404 имеет значение1, можнозадатьномерпрограммы. Когданомерфайла указан в адресе Р, вместо Охххх указывается Fxxxx.
Программы в режиме |
Программа во внешнем |
|
работы памяти |
|
устройстве ввода-вывода |
N1 |
; |
|
N2 |
; |
0123 .... Номер файла |
N3 M198 P0003 0123 ;
N4 ;
N5 ;
: Первый вызов/возврат : Второй вызов/возврат : Третий вызов/возврат
Рис. 4.6 Ход выполнения программы, когда задан m198
458
B-64144RU/01 |
РАБОТА |
4. АВТОМАТИЧЕСКИЕ ОПЕРАЦИИ |
|
|
|
Ограничения
ПРИМЕЧАНИЕ
1Когда в программе из файла, сохраненного на Floppy cassette, выполняется М198, подается сигнал тревоги P/S (ном. 210). Когдавызываетсяпрограммавпамяти ЧПУ, и выполняется М198 в процессе выполнения программыфайла, сохраненногонаFloppy cassette, то M198 заменяется на обычный М-код.
2Когда применяется ручное вмешательство, и М198 выполняетсяпослетого, каккодМ198 заданврежиме памяти, код M198 заменяется на обычный М-код. Когда в режиме ручного ввода выполняется операция сброса после того, как в режиме MEMORY был задан код М198, это не влияет на операции в памяти, и она продолжается путем перезапуска в режиме MEMORY.
459
4. АВТОМАТИЧЕСКИЕ ОПЕРАЦИИ |
РАБОТА |
|
B-64144RU/01 |
|
4.7 |
Перемещение при помощи ручного маховика возможно путем |
|||
ПРЕРЫВАНИЕ С |
наложения его на перемещение, совершаемое автоматически в |
|||
автоматическом режиме работы. |
|
|||
ПОМОЩЬЮ |
|
|||
|
|
|
||
РУЧНОГО |
|
|
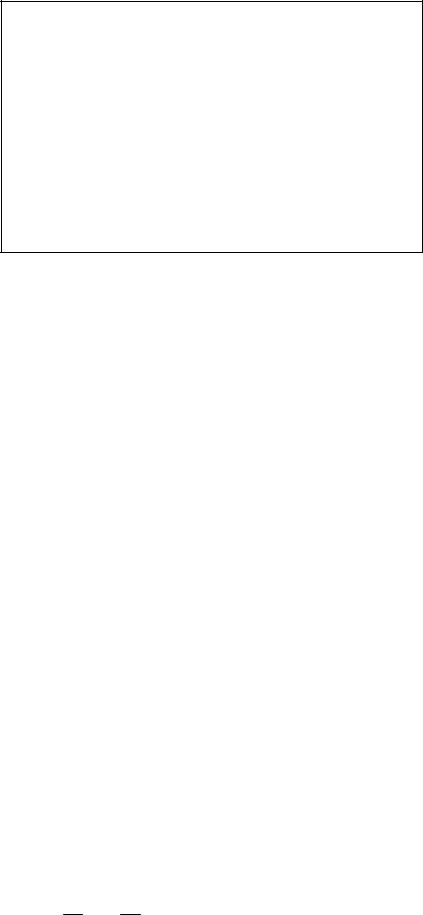
Положение инструмента во |
|
Z |
|
время автоматической работы |
||
МАХОВИКА |
Положение инструмента после |
|||
|
||||
|
|
|||
|
|
прерывания с помощью маховика |
||
|
Запрограммиро- |
|
|
|
|
ванная глубина |
|
|
|
|
резания |
|
|
|
|
|
|
X |
|
|
Глубина резания при ручном |
|
||
|
прерывании с помощью маховика |
|
||
Рис. 4.7 Ручное прерывание с помощью маховика
DСигналы выбора осей для прерывания с помощью маховика Сведенияосигналахвыбораосейдляпрерыванияспомощью маховика смотрите в руководстве, поставляемом изготовителем станка.
Во время автоматической операции ручное прерывание с помощью маховикавозможно дляоси, еслидля неевключен сигнал выбора оси для прерывания с помощью маховика. Ручноепрерываниеспомощьюмаховикавыполняетсяпутем вращения маховика ручного импульсного генератора.
ОПАСНО
Расстояние перемещения при ручном прерывании с помощью маховика определяется в соответствии с величиной поворота ручного импульсного генератора и коэффициентом увеличения ручной подачи с помощью маховика (x1, x10, xM, xN).
Поскольку такое перемещение не ускоряется и не замедляется, использованиевысокогокоэффициента увеличения для ручного прерывания очень опасно.
Величина перемещения согласно шкале при коэффициентеувеличения x1 равна0,001 мм (выводв метрических единицах) или 0,0001 дюйма (вывод в дюймах).
ПРИМЕЧАНИЕ
Прерывание с помощью маховика отключено, когда станок заблокирован во время автоматической операции.
460

B-64144RU/01 |
РАБОТА |
4. АВТОМАТИЧЕСКИЕ ОПЕРАЦИИ |
|
|
|
Пояснения
DВзаимосвязь с другими функциями
DОтображение
положения
DОтображение
расстояния
перемещения
В следующей таблице показана взаимосвязь между перемеще- нием при прерывании с помощью маховика и другими функциями.
Отображение |
Взаимосвязь |
Блокировка |
Действует блокировка станка. Инструмент не |
станка |
перемещается, даже когда данный сигнал |
|
включен. |
Блокировка |
Действует блокировка. Инструмент не переме- |
|
щается, даже когда данный сигнал включен. |
Зеркальное |
Зеркальное отображение не действует. Преры- |
отображение |
вание действует в положительном направлении с |
|
помощью команды выбора положительного |
|
направления, даже если данный сигнал включен. |
Вследующейтаблицепоказанавзаимосвязьмеждуразличными данными отображения положения и перемещением при прерывании с помощью маховика.
Отображение
Значение
абсолютных
координат
Значение
относительных
координат
Значение
машинных
координат
Взаимосвязь
Прерывание с помощью маховика не изменяет абсолютные координаты.
Прерывание с помощью маховика не изменяет относительные координаты.
Машинные координаты изменяются в соответствии с расстоянием перемещения, заданным прерыванием с помощью маховика.
Нажмите функциональную клавишу  , затем нажмите
, затем нажмите
дисплейную клавишу выбора закладки [HNDL].
В окне отображается величина перемещения при прерывании с помощью маховика. Следующие 4 вида данных отображаются одновременно.
HANDLE INTERRUPTION |
|
O0000 N02000 |
||||
(INPUT UNIT) |
|
|
(OUTPUT UNIT) |
|||
X |
69.594 |
|
|
X |
69.594 |
|
Y |
137.783 |
|
|
Y |
137.783 |
|
Z |
-61.439 |
|
|
Z |
-61.439 |
|
(RELATIVE) |
|
(DISTANCE TO GO) |
||||
X |
0.000 |
|
|
X |
0.000 |
|
Y |
0.000 |
|
|
Y |
0.000 |
|
Z |
0.000 |
|
|
Z |
0.000 |
|
|
|
PART COUNT 287 |
||||
RUN TIME1H 12M CYCLE TIME |
0H 0M 0S |
|
||||
MDI |
* * * * * * * |
* * * |
10 : 29 : 51 |
|
||
ABS |
REL |
ALL |
|
|
|
(OPRT) |
|
HNDL |
|
||||
461

4. АВТОМАТИЧЕСКИЕ ОПЕРАЦИИ |
РАБОТА |
B-64144RU/01 |
|
|
|
|
|
(a) INPUT UNIT (ЕДИНИЦА ВВОДА):
Величинаперемещенияприпрерыванииспомощью маховика в единицах ввода SYSTEM (СИСТЕМ)
Показывает величину перемещения, заданную прерыванием с помощью маховика в соответствии с минимальным вводимым приращением.
(b)OUTPUT UNI (ЕДИНИЦА ВЫВОДА):
Величинаперемещенияприпрерыванииспомощью маховика в единицах вывода SYSTEM (СИСТЕМ)
Показывает величину перемещения, заданную прерыванием с помощью маховика в соответствии
сминимальным командным приращением.
(c)RELATIVE (ОТНОСИТ.):
Позиция в относительной системе координат
Этизначениянеоказываютвлияния нарасстояние перемещения, заданное припрерывании с по- мощью маховика.
(d)DISTANCE TO GO (РАССТОЯНИЕ ПЕРЕМЕЩЕНИЯ):
|
Остающееся расстояние перемещения в текущем |
|
блоке не оказывает влияния на расстояние пере- |
|
мещения, заданное припрерывании с помощью |
|
маховика. |
|
Величина перемещения при прерывании с помощью маховика |
|
сбрасывается, когда по каждой оси завершается ручной возврат |
|
в референтное положение. |
D Независимое |
При установке бита 2 (IHD) параметра ном. 7100 и бита 5 (HIE) |
ускорение/замедление |
параметра ном. 7103 на 1 ускорение/торможение для ручного |
|
прерывания с помощью маховика всегда может быть типа |
|
ускорения/торможения для ручной подачи, причем на него не |
|
оказывает влияние ни автоматическая работа, ни какой-либо |
|
другой режим. |
|
А именно, применяется тип ускорения/торможения, заданный |
|
битом4 (JGLx) параметраном. 1610 ибитом0 (CTLx) параметра |
|
ном. 1610. Установите постоянную времени с параметром |
|
ном. 1624 и скорость подачи FL с параметром ном. 1625. |
462
B-64144RU/01 |
РАБОТА |
4. АВТОМАТИЧЕСКИЕ ОПЕРАЦИИ |
|
|
|
4.8
ЗЕРКАЛЬНОЕ
ОТОБРАЖЕНИЕ
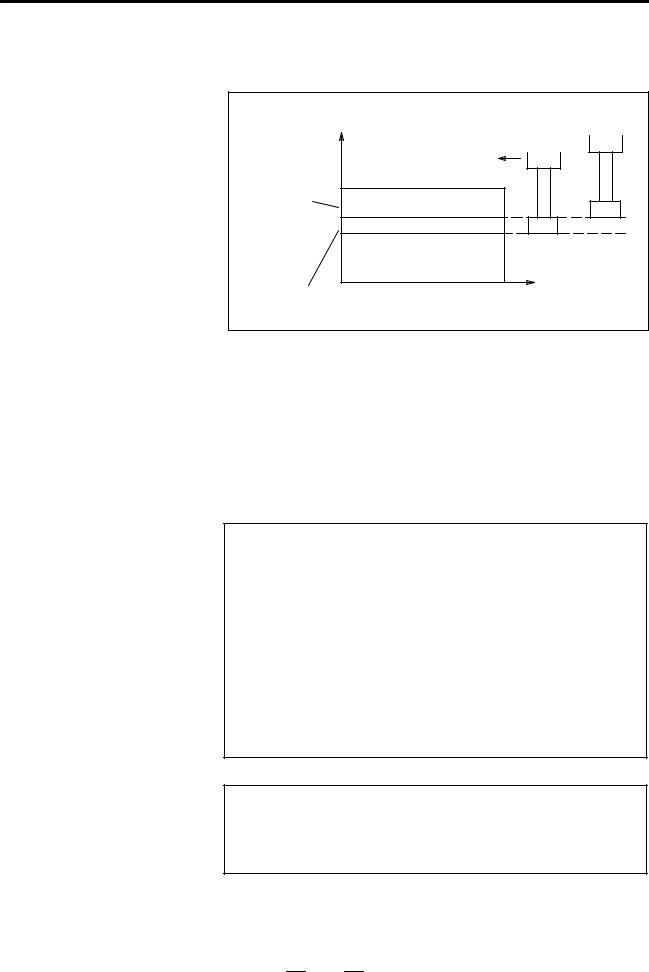
Во время автоматической операции функция зеркального отображения может использоваться для перемещения вдоль оси. Для использования этой функции установите переклю- чатель зеркального отображения на пульте оператора станка в положение ON (ВКЛ.) или включитезеркальное отображениес панели ручного ввода данных.
Y Включение зеркального отображения по оси Y.
Запрограммированная траектория инструмента
|
|
Траектория инструмента после |
|
|
применения функции |
|
Инструмент |
зеркального отображения |
|
|
X |
|
Рис. 4.8 Зеркальное отображение |
|
Порядок действий |
Следующий порядок действий представлен в качествепримера. |
|
|
Информацию по конкретным операциям смотрите в |
|
|
руководстве, поставляемом изготовителем станка. |
|
1Нажмите переключатель режима обработки единичных блоков, чтобы остановить автоматическую операцию. При использованиифункции зеркального отображения с начала операции этот шаг пропускается.
2Нажмите переключатель зеркального отображения для нужной оси на пульте оператора станка. Также можно включить зеркальное отображение следующим образом:
2-1 Установите режим MDI.
2-2 Нажмите клавишу  .
.
2-3 Нажмите дисплейную клавишу для выбора закладки [SETTING], чтобы появилось окно настройки.
SETTING (MIRROR IMAGE) |
|
|
|
O0020 N00001 |
MIRROR IMAGE |
X = 1 |
(0 : OFF |
1 |
: ON) |
MIRROR IMAGE |
Y = 0 |
(0 : OFF |
1 |
: ON) |
MIRROR IMAGE |
Z = 0 |
(0 : OFF 1 |
: ON) |
|
>_ |
|
|
|
MEM |
* * * * * * * |
* * * |
14 : 47 : 57 |
OFFSET |
SETTING |
WORK |
(OPRT) |
463

4. АВТОМАТИЧЕСКИЕ ОПЕРАЦИИ |
|
РАБОТА |
B-64144RU/01 |
|
|
|
|
|
|
|
|
2-4 Переместите курсор в положение настройки зеркаль- |
||
|
|
ного отображения, затем присвойте нужной оси |
||
|
|
значение 1. |
|
|
|
3 |
Войдите в автоматический режим работы (операция в |
||
|
|
памяти или режим ручного ввода данных), затем нажмите |
||
|
|
клавишу пуска цикла, чтобы начать автоматическую |
||
|
|
операцию. |
|
|
Пояснения |
D |
Также можно включить или выключить функцию зеркаль- |
||
|
|
ного отображения путем присвоения биту 0 параметра 0012 |
||
|
|
(MIRx) значений 1 или 0. |
|
|
|
D Сведения о переключателях |
зеркального отображения |
||
|
|
смотрите в руководстве, поставляемом изготовителем |
||
|
|
станка. |
|
|
Ограничения |
Направление перемещения в ручном режиме, направление |
|||
|
перемещения из промежуточной точки на референтную |
|||
|
позициюприавтоматическомвозвратнареферентнуюпозицию |
|||
(G28), направление приближения при однонаправленном позиционировании (G60), и сдвиг направления в цикле растачивания (G76, G87) нельзя изменять на обратные.
464

B-64144RU/01 |
РАБОТА |
4. АВТОМАТИЧЕСКИЕ ОПЕРАЦИИ |
|
|
|
4.9
РУЧНОЕ
ВМЕШАТЕЛЬСТВО И ВОЗВРАТ
Пояснения
DВключение/выключение полностью ручного режима
Втакомслучае, какостановкаперемещенияинструментапооси посредством остановаподачи во время автоматическойработы, для замены инструмента можно использовать ручное вмешательство: При перезапуске автоматической работы эта функция возвращает инструмент в то положение, в котором было начато ручное вмешательство.
Для применения обычной функции перезапуска обычной программыифункцииотводаивозвратаинструментатребуется использовать переключатели на пульте оператора в сочетании с клавишами панели ручного ввода данных. Данная функция не требует выполнения таких действий.
Прежде чем можно будет использовать эту функцию, MIN (бит 0 параметра ном. 7001) должен получить значение 1.
Когда полностью ручной режим выключен, инструмент не возвращается в положение остановки, а задействуется в соответствии с функцией включения/выключения полностью ручного режима.
D Коррекция |
Для операции возврата используется скорость подачи при |
|
холостом ходе, и включается функция ручной коррекции |
|
скорости толчковой подачи. |
D Операция возврата |
Операциявозвратавыполняетсявсоответствииспозициониро- |
|
ванием, основанным на нелинейной интерполяции. |
D Единичный блок |
Если во время операции возврата включен переключатель |
|
остановки после единичного блока, инструмент останавли- |
|
вается в положении остановки и возобновляет перемещение |
|
при нажатии переключателя пуска цикла. |
D Отмена |
Если во время ручного вмешательства или операции возврата |
|
происходитсбросилиподаетсясигналтревоги, даннаяфункция |
|
отменяется. |
D Режим ручного ввода |
Эту функцию можно также использовать в режиме MDI. |
данных |
|
Ограничения |
|
D Включение и выключение Данная функция доступна только когда горит светодиод ручного вмешательства блокировки автоматической работы. Если не остается расстоя- и возврата ния для перемещения, данная функция не действует, даже если выполняется остановка путем останова подачи с помощью
сигнала останова автоматической работы *SP (бит 5 G008).
D Коррекция |
При замене инструмента с помощью ручного вмешательства, |
|
например, из-за повреждения, перемещение инструмента |
|
нельзя возобновить, изменив коррекцию в середине прерван- |
|
ного блока. |
D Блокировка станка, |
При ручном вмешательстве нельзя использовать блокировку |
зеркальное |
станка, зеркальное отображение или функции масштабиро- |
отображение и |
вания. |
масштабирование |
|
465
4. АВТОМАТИЧЕСКИЕ ОПЕРАЦИИ |
РАБОТА |
B-64144RU/01 |
|
|
|
|
|
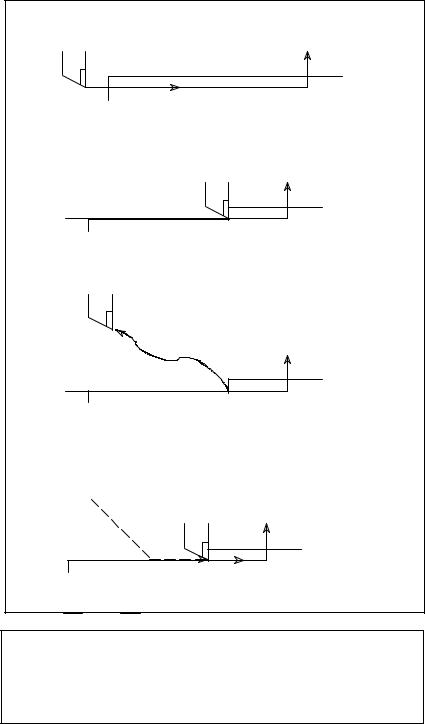
Пример
1. В блоке N1 происходит обработка заготовки резанием
Инструмент |
N2 |
Точка начала |
N1 |
блока |
|
2.Инструмент останавливается путем нажатия переключателя блокировки подачи в середине блока N1 (точка A).
N2
N1 Точка A
3.После отвода инструмента вручную к точке В перемещение инструмента возобновляется.
Точка B
Ручное вмешательство N2
N1 Точка A
4.После автоматического возврата к точке А со скоростью подачи холостого хода выполняется команда блока N1 для оставшегося перемещения.
В
N2
N1 Точка A
ОПАСНО
При выполнении ручного вмешательства обратите особое внимание на обработку и форму заготовки, чтобы избежать повреждений станка и инструмента.
466