B-64144RU/01 |
РАБОТА |
1.ОБЩИЕ СВЕДЕНИЯ |
|
|
|
1.4
ТЕСТИРОВАНИЕ
ПРОГРАММЫ
До запуска обработки можно выполнить проверку автомати- ческой работы. При этом проверяется, может ли созданная программа управлять станком, как требуется. Такая проверка может быть выполнена в режиме работы станка или путем просмотра изменений в отображении положения (без работы станка) (смотрите раздел III-5).
1.4.1
Проверка прогоном станка
Пояснения
D Холостой ход |
Извлеките заготовку, проверьте только перемещение |
|
инструмента. Выберите скорость перемещения инструмента с |
|
помощью шкалы на пульте оператора (смотрите раздел III-5.4). |
Инструмент
|
Таблица |
|
|
Рис. 1.4.1 (a) Холостой ход |
D Ручная коррекция |
Проверьте программу, изменяя скорость подачи, заданную в |
скорости подачи |
программе (смотрите Раздел III-5.2). |
|
|
Скорость подачи, заданная |
|
|
программой 100 мм/мин. |
Инструмент |
|
Скорость подачи после ручной |
|
|
|
коррекции скорости подачи (20%) : |
|
|
20 мм/мин. |
|
|
Заготовка |
|
Рис. 1.4.1 (b) Ручная коррекция скорости подачи
1. ОБЩИЕ СВЕДЕНИЯ |
РАБОТА |
B-64144RU/01 |
D Единичный блок |
После нажатия кнопки запуска цикла, инструмент выполняет |
|
одну операцию и затем останавливается. При повторном |
|
нажатии кнопки запуска цикла инструмент выполняет |
|
следующую операцию, затем останавливается. Программа |
|
проверяется таким образом (смотрите раздел III-5.5). |
|
|
|
Запуск |
|
|
цикла |
|
Запуск |
Запуск |
|
|
цикла |
|
|
цикла |
|
|
|
|
|
Остановка |
|
Инстру- |
|
|
мент |
|
Запуск |
Остановка |
|
|
|
цикла |
|
|
|
|
|
|
Заготовка |
|
|
Остановка |
|
|
|
Рис. 1.4.1 (c) Единичный блок |
|
1.4.2
Как просмотреть отображение изменений положения без работы станка
Пояснения
D Блокировка станка |
|
MDI |
|
Инструмент |
X |
|
Y |
|
|
Z |
Заготовка |
Инструмент остается неподвижным, |
|
|
изменяются только отображения |
|
положения осей. |
|
Рис. 1.4.2 Блокировка станка |
D Блокировка |
Когда при автоматической работе введен режим блокировки |
вспомогательных |
вспомогательных функций в режиме блокировки станка, все |
функций |
вспомогательные функции (вращение шпинделя, смена |
|
инструмента, включение и выключение охлаждения и т.д.) |
|
отключены (см. Раздел III-5.1). |

1. ОБЩИЕ СВЕДЕНИЯ |
РАБОТА |
|
B-64144RU/01 |
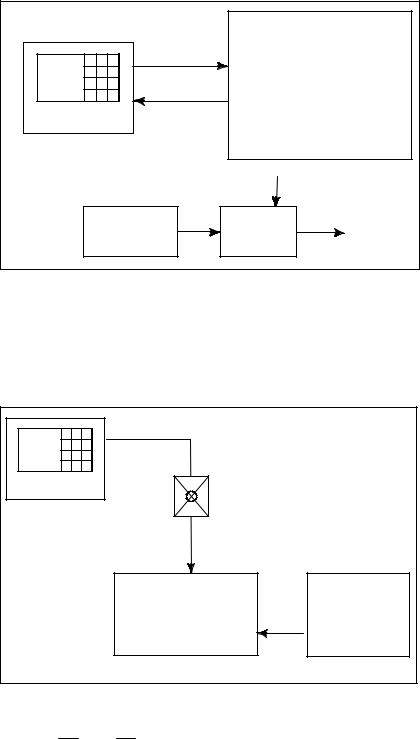
1.6 |
Оператор может вывести на экран или изменить значение, |
ОТОБРАЖЕНИЕ И |
сохраненноевовнутреннейпамятиЧПУ, спомощьюклавишна |
панели ручного ввода данных (см. III-11). |
|
УСТАНОВКА |
|
|
|
|
ДАННЫХ |
|
|
|
|
|
Установка данных |
|
|
|
Отображение |
|
|
Экранные |
данных |
|
|
|
|
|
клавиши |
|
|
|
MDI |
|
|
|
|
|
Память ЧПУ |
|
Рис. 1.6 (a) Отображение и установка данных |
Пояснения
D Величина коррекции
|
|
Геометрическая |
Коррекция |
|
Установка |
коррекция |
на износ |
|
|
|
|
|
|
Коррекция на инструмент |
|
|
|
номер 1 |
12.3 |
25.0 |
|
|
Коррекция инструмента |
|
|
|
|
номер 2 |
20.0 |
40.0 |
|
|
Коррекция инструмента |
|
|
Экранные |
Отобра- |
номер 3 |
|
|
клавиши |
|
|
|
жение |
|
|
|
MDI |
|
|
|
|
|
|
Память ЧПУ |
|
Рис.1.6 (b) Отображение и установка значений коррекции |
Инструмент имеет размеры (длину, диаметр). При обработке заготовки величина перемещения инструмента зависит от его размеров.
При предварительной установке в память ЧПУ данных, касающихся размеров инструмента, автоматически создаются маршруты перемещения инструмента, что позволяет любому инструменту обработать резанием заготовку, заданную программой. Данные о размерах инструмента называются величиной коррекции (смотрите раздел III-11.4.1).
B-64144RU/01 |
РАБОТА |
1.ОБЩИЕ СВЕДЕНИЯ |
|
|
|
|
|
Траектория перемещения |
|
Обработанный |
1-ого инструмента |
|
контур |
|
|
заготовки |
|
|
|
Траектория перемещения |
|
|
2-ого инструмента |
|
|
Величина коррекции для |
|
|
1-го инструмента |
|
|
Величина коррекции |
|
|
2-го инструмента |
|
|
Рис. 1.6 (c) Величина коррекции |
D Отображение и |
Помимо параметров, существуют данные, которые задаются |
установка данных, |
оператором во время работы. Эти данные изменяют характери- |
задаваемых |
стики станка. |
|
оператором |
Например, можно задать следующие данные: |
|
S Смена системы измерения дюйм/метр |
|
S Выбор устройств ввода/вывода |
|
S ВКЛ/ВЫКЛ резания в зеркальном отображении |
Вышеприведенные данные называются данными настройки
(См. раздел III-11.4.3).
|
|
|
Данные установки |
|
Установка |
|
Переключение дюймы/метры |
|
|
|
|
|
Выбор устройства ввода/вывода |
|
|
|
Установка включения-выключения |
Экранные |
|
|
зеркального отображения |
Отображение |
|
|
|
клавиши |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Память ЧПУ |
|
|
|
|
Рабочие |
|
|
|
Автомати- |
характеристики |
|
Программа |
|
ческая |
|
|
|
|
работа |
Перемещение |
|
|
|
|
|
|
|
|
станка |
Рис. 1.6 (d) Отображение и установка данных установки оператора |
B-64144RU/01 |
РАБОТА |
1.ОБЩИЕ СВЕДЕНИЯ |
|
|
|
1.7
ОТОБРАЖЕНИЕ
ДАННЫХ
1.7.1
Отображение
программы
Содержание текущей активной программы отображается на экране. Кроме того, на экране отображается следующая по плану программа и список программ.
(см. Раздел III-11.2.1)
|
|
|
|
Номер активной последовательности |
Номер активной программы |
|
|
PROGRAM |
|
|
|
|
1100 00005 |
|
N1 |
G90 G17 G00 G41 D07 X250.0 Y550.0 ; |
|
N2 |
G01 Y900.0 F150 ; |
|
|
|
|
|
N3 |
X450.0 ; |
|
|
|
|
|
N4 |
G03 X500.0 Y1150.0 R650.0 ; |
|
|
|
N5 |
G02 X900.0 R-250.0 ; |
|
|
Содержание |
|
N6 |
G03 X950.0 Y900.0 R650.0 ; |
|
|
N7 |
G01 X1150.0 ; |
|
|
|
программы |
|
N8 |
Y550.0 ; |
|
|
|
|
|
|
N9 |
X700.0 Y650.0 ; |
|
|
|
|
|
N10 X250.0 Y550.0 ; |
|
|
|
|
|
N11 G00 G40 X0 Y0 ; |
|
|
|
|
>_ |
|
|
|
|
|
|
|
MEM STOP |
* * * * * * |
|
|
|
13 : 18 : 14 |
|
PRGRM |
CHECK |
CURRNT |
NEXT |
(OPRT) |
Программа, выполняемая в данный момент
Курсор указывает на тот участок программы, который выполняется в данный момент
PROGRAM DIRECTORY |
O0001 N00010 |
PROGRAM (NUM.) |
MEMORY (CHAR.) |
USED: |
60 |
3321 |
FREE: |
2 |
429 |
O0001 (MACRO-GCODE.MAIN)
O0002 (MACRO-GCODE.SUB1)
O0010 (TEST-PROGRAM.ARTHMETIC NO.1)
O0020 (TEST-PROGRAM.F10-MACRO)
O0040 (TEST-PROGRAM.OFFSET)
O0050
O0100 (INCH/MM CONVERT CHECK NO.1)
O0200 (MACRO-MCODE.MAIN)
> _ |
|
|
EDIT **** *** *** 16:05:59 |
|
|
[ PRGRM ] [ DIR+ ] [ |
] [ |
] [ (OPRT) ] |
B-64144RU/01 |
РАБОТА |
1.ОБЩИЕ СВЕДЕНИЯ |
|
|
|
1.7.4
Отображение количества деталей, отображение времени обработки
На дисплее отображаются два типа времени работы и число деталей. (См. Раздел lll-11.4.5)
ACTUAL POSITION (ABSOLUTE) |
O0003 N00003 |
X150.000
Y300.000
Z100.000
|
|
|
|
PART COUNT 18 |
|
RUN TIME |
0H16M CYCLE TIME 0H 1M 0S |
|
MEM STRT * * * * FIN |
20 : 22 : 23 |
|
|
|
|
REL |
ALL |
|
|
ABS |
(OPRT) |
|
|
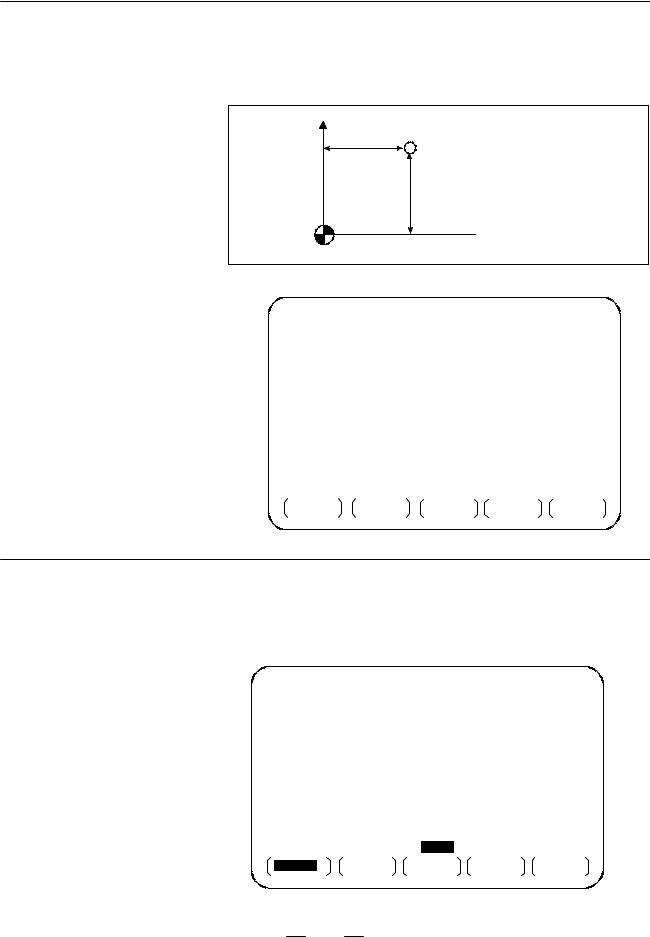
1.7.5 |
Запрограммированную траекторию перемещения инструмента |
Графическое |
можно вывести на дисплей в следующих плоскостях: |
(См. Раздел III-12) |
|
отображение |
|
1) |
Плоскость XY |
|
|
|
|
2) |
Плоскость YZ |
|
|
3) |
Плоскость XZ |
|
|
4) |
Трехмерное отображение |
|
|
|
|
|
|
|
(1) Y |
(2) |
|
|
|
z |
X |
|
|
|
Y |
|
|
|
|
|
|
Отображение на плоскости XY |
Отображение на плоскости YZ |
(3) |
(4) |
z |
|
|
|
|
z 
|
|
X |
|
X |
Y |
Отображение на |
|
|
Трехмерное изображение |
плоскости XZ |
|
(изометрическое) |
Рис. 1.7.5 Графическое отображение
1. ОБЩИЕ СВЕДЕНИЯ |
РАБОТА |
B-64144RU/01 |
|
|
|
Программы, величиныкоррекции, параметрыи т.д., введенные в память ЧПУ, можно сохранять на бумажную ленту, кассету или гибкий диск. Если вы сохранили данные на носителе, то их можно потом внести в память ЧПУ
|
|
|
Портативное |
|
|
|
|
устройство |
|
|
|
|
считывания с |
|
|
|
|
ленты (PPR) |
|
|
|
|
FANUC PPR |
|
|
Память |
Интерфейс |
|
Бумажная лента |
|
Программа |
устройства |
|
|
|
считывания/ |
Адаптер для |
|
|
|
FANUC Floppy Cassette |
|
|
вывода данных |
|
Коррекция |
FANUC |
|
на перфоленту |
|
|
Floppy Cassette |
|
|
|
|
|
|
Параметры |
|
|
|
|
. |
|
|
|
|
. |
|
|
|
|
. |
|
|
|
|
|
|
|
Гибкий диск |
СИСТЕМА P
ЧПУ
Система автоматического программирования
Карта памяти
Адаптер карты памяти
(встроенное ЧПУ)
Рис. 1.8 Вывод данных






 X
X
