

Fanuc SOi mate-md
.pdfB-64144RU/01 ПРОГРАММИРОВАНИE 14. ФУНКЦИЯ КОРРЕКЦИИ
Пояснения
D Увеличение и |
Как показано в таблице 14.3(a), расстояние прохода инстру- |
|||||
уменьшение |
мента увеличивается или уменьшается на заданное значение |
|||||
|
коррекции инструмента. В абсолютном режиме расстояние |
|||||
|
прохода увеличивается или уменьшается как инструмент |
|||||
|
перемещается от конечной позиции предыдущего блока в |
|||||
|
позицию, заданную в блоком, содержащим G45-G48. |
|||||
|
Таблица 14.3 (a) Увеличение и уменьшение расстояния |
|||||
|
|
|
прохода инструмента |
|
||
|
G-код |
Когда задано положительное |
Когда задано отрицательное |
|||
|
|
значение коррекции инструмента |
значение коррекции инструмента |
|||
|
G45 |
|
|
|
|
|
|
|
Начальное |
Конечное |
Начальное |
Конечное |
|
|
|
положение |
положение |
положение |
положение |
|
|
G46 |
|
|
|
|
|
|
|
Начальное |
Конечное |
Начальное |
Конечное |
|
|
|
положение |
положение |
положение |
положение |
|
|
G47 |
|
|
|
|
|
|
|
Начальное |
Конечное |
|
Начальное |
Конечное |
|
|
положение |
положение |
|
положение |
положение |
|
G48 |
Начальное |
Конечное |
|
Начальное |
Конечное |
|
|
|
||||
|
|
положение |
положение |
|
положение |
положение |
|
|
Запрограммированноерасстояниеперемещения |
||||
|
|
Значение коррекции на инструмент |
|
|||
|
|
Позиция действительного перемещения |
||||
|
Есливинкрементномкомандномрежиме(G91) заданакоманда |
|||||
|
перемещениясрасстояниемпрохода, равнымнулю, инструмент |
|||||
|
перемещается на расстояние, соответствующее заданному |
|||||
|
значению коррекции инструмента. Если в абсолютном коман- |
|||||
|
дномрежиме(G91) заданакомандаперемещениясрасстоянием |
|||||
|
прохода, равным нулю, инструмент не перемещается. |
|||||
D Значение коррекции |
При однократном |
выборе D-кода |
коррекция |
инструмента |
||
на инструмент |
остаетсянеизменнымдоустановкидругогозначениякоррекции |
|||||
|
инструмента. Значения коррекции инструмента могут быть |
|||||
|
установлены в следующем диапазоне: |
|
||||
|
Таблица 14.3 (b) Диапазон значений коррекции инструмента |
|||||
|
|
|
Ввод метрических |
Ввод данных |
||
|
|
|
данных |
|
в дюймах |
|
|
Значение |
от0 до ±999,999 мм |
от 0 до ±99,9999 дюймов |
|||
|
коррекции на |
0 - ±999,999 град |
|
0 - ±999,999 град |
||
|
инструмент |
|
||||
|
|
|
|
|
||
|
D0 всегда означает значение коррекции инструмента нуля. |
|||||
197
14. ФУНКЦИЯ КОРРЕКЦИИ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
|
|
|
ОПАСНО
1Когда в блоке движения одновременно заданы G45-G48 по отношению к n осям (n=1-3), ко всем n осям применяется коррекция.
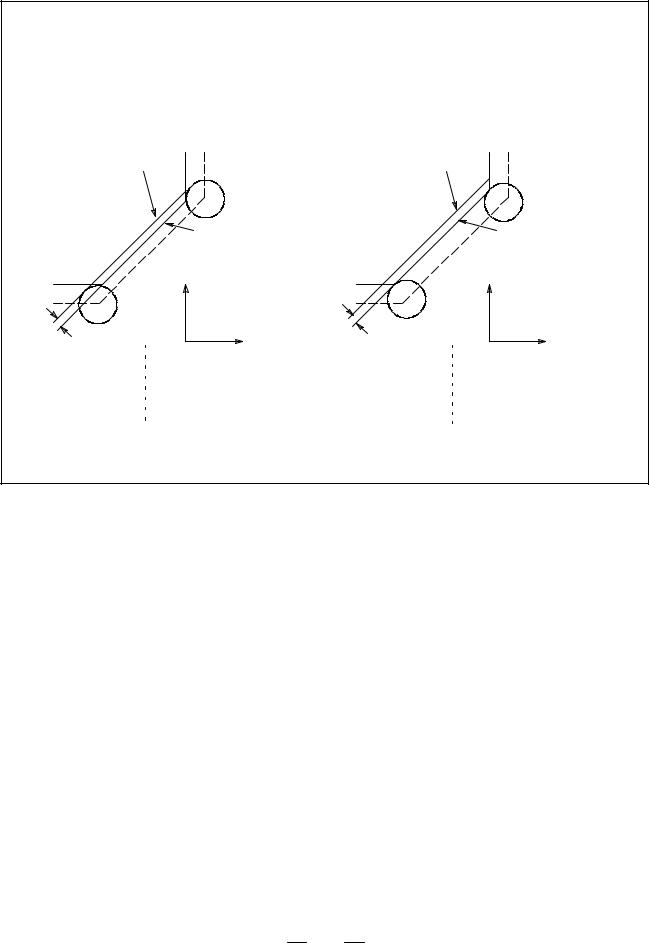
Когда резчик корректируется только по радиусу режущего инструмента или диаметру метчика, возникает верхняя или нижняя зарубка.
Следовательно, используйте компенсацию на режущий инструмент (G40 или G42), показанной в II-14.4 или 14.5.
Действительное |
Нужная форма |
нарезание формы |
|
Нужная форма |
|
Действительное |
|
|
|
нарезание формы |
|
Ось Y |
|
Ось Y |
|
|
|
|
Верхняя |
Ось X |
Нижняя |
Ось X |
нарезка |
нарезка |
|
|
|
|
||
G01 X_ F_ ; |
|
G01 G45 X_ F_ D_; |
|
G47 X_ Y_ D_ ; |
|
X_ Y_ ; |
|
Y_ ; |
|
G45 Y_ ; |
|
2G45-G48 (коррекция инструмента) не должна использоваться в режиме G41 или G42 (компенсации на режущий инструмент).
198
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
14. ФУНКЦИЯ КОРРЕКЦИИ |
|
|
|
ПРИМЕЧАНИЕ
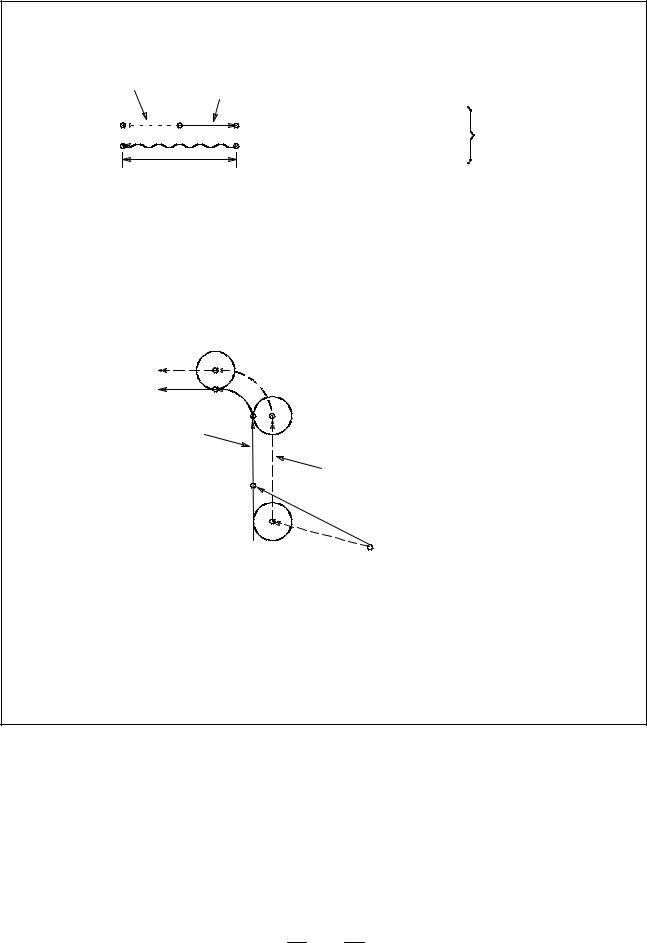
1 Когда заданное направление обращается уменьшением, как показано ниже на рисунке, инструмент перемещается в противоположном направлении.
Перемещение |
Команда программы |
|
|
|
инструмента |
Пример |
|
||
Начальная |
Конечная |
|
||
|
позиция |
G46 X2.50 ; |
|
|
|
позиция |
|
||
|
|
Значение коррекции |
Эквивалентная команда |
|
|
|
|
||
|
|
|
инструмента |
X-1.20 ; |
|
|
|
+3.70 |
|
Значение коррекции на инструмент
2Коррекция инструмента может применяться к круговой интерполяции (G02, G03) с помощью G45-G48 только для циклов 1/4 и 3/4, используя адреса I, J и K установкой параметра, обеспечивающее отсутствие координатного вращения в то же самое время. Эта функция предназначена для совместимости со стандартной перфолентой ЧПУбезкомпенсациинарежущийинструмент. Этафункциянедолжнаиспользоваться при подготовке новой программы ЧПУ.
Коррекция инструмента для круговой интерполяции
|
Программа |
N4 |
N1 G46 G00 X_ Y_ D_ ; |
N3 |
N2 G45 G01 Y_ F_ ; |
N3 G45 G03 X_ Y_ I_ ; N4 G01 X_ ;
Запрограммированная траектория инструмента
N2 |
Действительная |
|
траектория инструмента |
|
N1 |
3D-код должен использоваться в режиме коррекции инструмента (G45-G48). Вместе с тем H-код может использоваться установкой параметра TPH (ном. 5001#5) для совместимости со стандартным форматом ЧПУ. H-код должен использоваться при отмене коррекции длины инструмента (G49).
4G45-G48 игнорируются в режиме постоянного цикла. Выполняйте коррекцию инструментазаданиемG45-G48 передвводомрежимапостоянногоциклаиотменяйте коррекцию после сброса режима постоянного цикла.
199
14. ФУНКЦИЯ КОРРЕКЦИИ |
ПРОГРАММИРОВАНИE |
|
|
|
B-64144RU/01 |
|
Примеры |
|
|
|
|
|
|
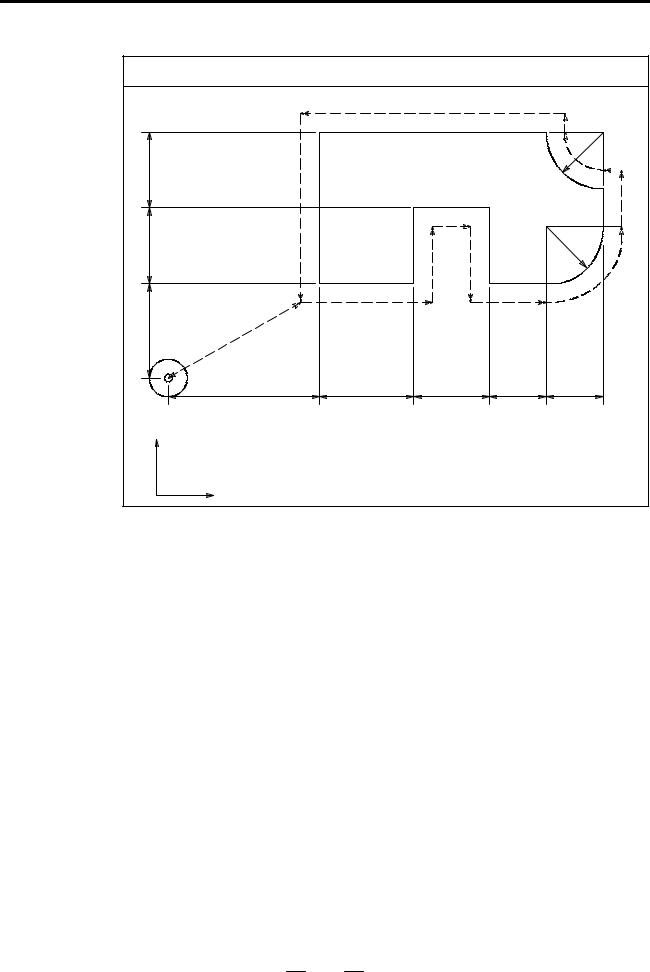
Программа, использующая коррекцию инструмента |
||||||
|
|
|
N12 |
|
|
|
|
|
|
|
|
N11 |
30R |
|
|
|
|
|
|
N9 |
40 |
|
|
|
|
|
N10 |
|
N13 |
|
|
|
|
N8 |
|
|
|
|
|
|
|
|
|
|
N4 |
|
30R |
|
40 |
|
|
|
|
|
|
|
|
|
N3 |
|
N5 |
|
|
N1 |
N2 |
|
|
N6 |
N7 |
|
|
|
|
|
||
50 |
|
|
|
|
|
|
N14 |
|
|
|
|
|
|
80 |
|
50 |
40 |
|
30 |
30 |
Начало |
|
|
|
|
|
|
Ось Y |
Диаметр инструмента |
|
: |
20φ |
|
|
|
Коррекция ном. |
|
: |
01 |
|
|
|
Значение коррекции инструмента |
: |
+10.0 |
|
||
Ось X |
|
|
|
|
|
|
Программа
N1 G91 G46 G00 X80.0 Y50.0 D01 ;
N2 G47 G01 X50.0 F120,0 ;
N3 Y40,0 ;
N4 G48 X40,0 ;
N5 Y-40,0 ;
N6 G45 X30.0 ;
N7 G45 G03 X30.0 Y30.0 J30.0 ;
N8 G45 G01 Y20,0 ; |
|
|
N9 G46 X0 ; |
Уменьшение навстречу положительному |
|
|
|
направлениюсперемещением, помодулю |
|
|
равным “0”. Инструмент перемещается в |
|
|
направлении -X на значение коррекции. |
N10 |
G46 G02 X-30.0 Y30.0 J30.0 ; |
|
N11 |
G45 G01 Y0 ; |
Увеличение навстречу положительному |
|
|
направлениюсперемещением, помодулю |
|
|
равным “0”. Инструмент перемещается в |
|
|
направлении +Y на значение коррекции. |
N12 |
G47 X-120,0 ; |
|
N13 |
G47 Y-80.0 ; |
|
N14 |
G46 G00 X80.0 Y-50.0 ; |
|
200
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
14. ФУНКЦИЯ КОРРЕКЦИИ |
|
|
|
14.4
ОБЩИЕ СВЕДЕНИЯ О КОМПЕНСАЦИИ НА РЕЖУЩИЙ ИНСТРУМЕНТ С
(G40-G42)
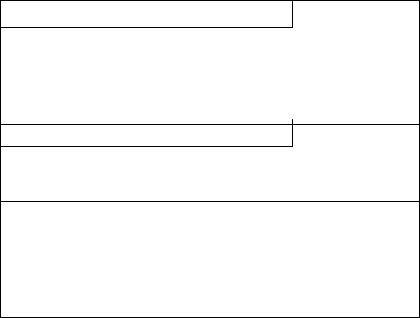
При перемещении инструмента траектория инструмента может быть сдвинута на радиус инструмента (Рис. 14.4 (a)).
Чтобы выполнить коррекцию также на радиус инструмента, ЧПУ в первую очередь создает вектор коррекции длиной, равной радиусу инструмента (запуск). Вектор коррекции перпендикулярен траектории инструмента. Конец вектора находится на стороне заготовки и начало позиционировано в центре инструмента.
Если после запуска задается команда линейной или круговой интерполяции, траектория инструмента может быть во время обработки сдвинута на длину вектора коррекции.
Для возврата инструмента в начальную позицию в конце обработки отмените режим компенсации на режущий инструмент.
Отмена |
|
компенсации |
|
на режущий |
|
инструмент |
Пуск |
Рис. 14.4 (a) Контур компенсации нарежущий инструмент C |
|
201
14. ФУНКЦИЯ КОРРЕКЦИИ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
|
|
|
Формат
DЗапуск (Начало компенсации инструмента)
DОтмена компенсации инструмента (отмена режима коррекции)
DУстановка плоскости коррекции
Пояснения
DРежим отмены коррекции
D Пуск
D Режим коррекции
G00(или G01)G41(или G42)IP_ D_ ;
G41 : Компенсация на режущий инструмент слева (группа 07) G42 : Компенсация на режущий инструмент справа (группа 07) IPP_ : Команда осевого перемещения
D_ : Код задания значения компенсации на режущий инструмент (1-3-значного) (код D)
G40 ;
G40 : Отмена компенсации инструмента(группа 07) (Отмена режима коррекции)
IPP_ : Команда осевого перемещения
Плоскость |
Команда установки плоскости |
IР_ |
||||
коррекции |
||||||
|
|
|
||||
|
|
|
|
|||
XpYp |
|
G17 ; |
Xp_Yp_ |
|||
|
|
|
|
|||
ZpXp |
|
G18 ; |
Xp_Zp_ |
|||
|
|
|
|
|||
YpZp |
|
G19 ; |
Xp_Yp_ |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
В начале при подаче электроэнергии устанавливается режим отмены. В режиме отмены вектор всегда равен 0, и траектория центра инструмента совпадает с запрограммированной траекторией.
Когда в режиме отмены коррекции задается команда компенсациинарежущийинструмент(G41 илиG42, ненулевые размерныетерминывплоскостикоррекции, иD-код, отличный от D0), ЧПУ вводит режим коррекции.
Перемещение инструмента с помощью этой команды называется запуском.
Задавайте для запуска позиционирование (G00) или линейную интерполяцию(G01). Еслизаданакруговаяинтерполяция(G02, G03), подается сигнал тревоги P/S ном. 34.
При обработке блока запуска и последующих блоков ЧПУ предварительно считывает 2 блока.
В режиме коррекции компенсация выполняется позициониро- ванием (G00), линейной интерполяцией (G01) или круговой интерполяцией(G02, G03). Еслидваиболееблоков, которыене перемещаютинструмент(смешаннаяфункция, задержкаит.п.), обрабатываются в режиме коррекции, инструмент выполняет избыточное или недостаточное нарезание. Если плоскость коррекции меняется в режиме коррекции, подается сигнал тревоги P/S 37 и инструмент останавливается.
202
B-64144RU/01 |
ПРОГРАММИРОВАНИE |
14. ФУНКЦИЯ КОРРЕКЦИИ |
|
|
|
D Отмена режима |
В режиме коррекции, когда выполняется блок, удовлет- |
|
коррекции |
воряющий любому из следующих условий, ЧПУ вводит режим |
|
|
отмены коррекции, и действие этого блока называетсяотменой |
|
|
коррекции. |
|
1.Задавался G40.
2.0 задан в качестве номера коррекции для коррекции на режущий инструмент.
Привыполненииотменыкоррекциинедоступны командыдуги круга (G02 и G03). Если задается дуга круга, подается сигнал тревоги P/S (ном. 034) и инструмент останавливается.
В режиме отмены коррекции управление выполняет инструк- ции данного блока и блока буфера компенсации на режущий инструмент. Тем временем в режиме одиночного блока управление выполняет эти действия и останавливается. После еще одного нажатия кнопки запуска цикла выполняется один блок без считывания следующего блока.
После этого управление осуществляется в режиме отмены, и, как правило, следующий подлежащий выполнению блок сохраняется в буферном регистре и следующий блок не считывается вбуфердля компенсациинарежущийинструмент.
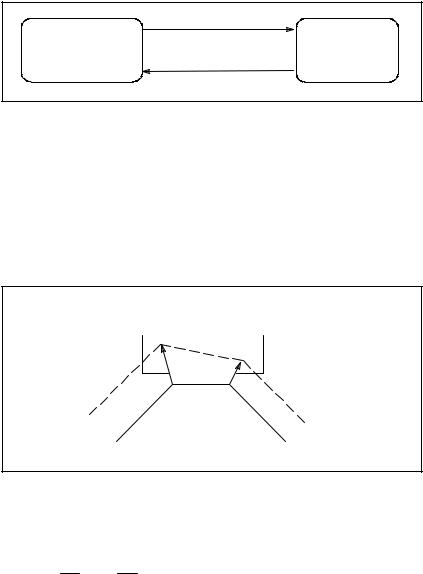
Пуск
|
(G41/G42) |
Режим |
|
Режим отмены |
Режим отмены |
||
коррекции |
|||
коррекции |
|||
коррекции |
|
||
|
(G40/D0) |
|
Рис. 14.4 (b) Изменение режима коррекции
D Изменение значения Как правило, значение компенсации на режущий инструмент компенсации на меняется в режиме отмены при изменении инструментов. Если режущий инструмент значение коррекции на режущий инструмент изменяется в режиме коррекции, вектор в конечной точке блока рассчитываетсядляопределенияновогозначениякоррекциина
режущий инструмент.
Рассчитывается от значения |
Рассчитывается от значения |
компенсации на режущий |
компенсации на режущий |
инструмент в блоке ном. 6 |
инструмент в блоке ном. 7 |
N7
N8
N6
Запрограммированная траектория
Рис. 14.4 (c) Изменение значения компенсации на режущий инструмент
203
14. ФУНКЦИЯ КОРРЕКЦИИ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
|
|
|
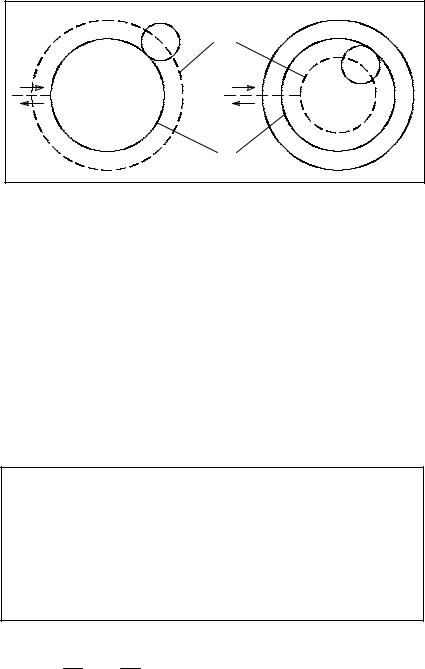
DПоложительное/ отрицательное значение компенсации на режущий инструмент и траектория центра инструмента
Если величина коррекции отрицательна (-), выполняется распределениедлярисунка, вкоторомG41 иG42 меняютсядруг с другом программой. Следовательно, если центр инструмента обходитвокруг внешнейстороны рабочего места, то вследствие этого огибает и внутренность, и наоборот. На рисунке ниже показан один пример. Как правило, величина компенсации должна быть запрограммирована положительной (+).
Когда траектория инструмента программируется, как показано в (1), если значение компенсации на режущий инструмент сделаноотрицательным(-), центринструментаперемещается, и наоборот. Следовательно, одна и та же перфолента выполняет нарезаниекаквнешней, такивнутреннейформы, илюбойзазор между ними может быть отрегулирован установкой величины коррекции. Применимо при типе А запуска и отмены. (Смотрите II14.5.2 и 14.5.4)
|
(1) |
Траектория (2) |
|
|
центра |
|
|
инструмента |
|
|
Запрограммиров |
|
|
анная траектория |
|
Рис. 14.4 (d) Траектории центра инструмента, когда |
|
|
заданы положительные и отрицательные значения |
|
|
коррекции на режущий инструмент |
|
D Установка значения |
Присваивайте значения компенсации на режущий инструмент |
|
компенсации на |
D-кодам на панели ввода данных вручную. Таблица ниже |
|
режущий инструмент |
показывает диапазон, в котором может быть задано значение |
|
|
компенсации на режущий инструмент. |
|
|
|
Ввод данных в мм Ввод данных в дюймах |
|
Значение компенса- |
от0 до ±999,999 мм от 0 до ±99,9999 дюймов |
|
ции на режущий |
|
|
инструмент |
|
ПРИМЕЧАНИЕ
1 Значение компенсации на режущий инструмент, соответствующее коррекции ном. 0, равносильно тому, что D0 всегда означает 0. Невозможно установить D0 на другое значение коррекции.
2 Компенсация на режущий инструмент C может задаватьсяH-кодомспараметромOFH (ном. 5001 #2), установленным на значение 1.
204

B-64144RU/01 |
ПРОГРАММИРОВАНИE |
14. ФУНКЦИЯ КОРРЕКЦИИ |
|
|
|
D Вектор смещения |
Вектор коррекции является двумерным вектором, задающим |
|
|
значение компенсации на режущий инструмент посредством |
|
|
D-кода. Онрассчитываетсявнутриуправляющего устройства, и |
|
|
его направление обновляется в соответствии с работой |
|
|
инструмента в каждом блоке. |
|
|
Вектор коррекции удаляется сбросом. |
|
D Задание значения |
Задавайте значение компенсации на режущий инструмент |
|
компенсации на |
числом, ему присваиваемым. Число состоит из 1-3 цифр после |
|
режущий инструмент |
адреса D (D-код). D-код действителен до задания другого |
|
|
D-кода. D-код используется для задания значения коррекции |
|
|
инструмента так же, как и значения компенсации на режущий |
|
|
инструмент. |
|
D Установка плоскости и |
Расчет коррекции выполняется в плоскости, установленной |
|
вектор |
G17, G18 и G19 (G-кодами для установки плоскости). Эта |
|
|
плоскость называется плоскостью коррекции. |
|
Компенсация не выполняется для координат позиции, которая не принадлежит заданной плоскости. Запрограммированные значения используются в исходном виде.
При одновременном 3-осевом управлении компенсируется траекторияпроекта, спроектированнаявплоскостикоррекции. Плоскость коррекции меняется в режиме отмены коррекции. Еслиэтоделаетсяврежимекоррекции, подается сигналтревоги P/S (ном. 37) и машина останавливается.
205
14. ФУНКЦИЯ КОРРЕКЦИИ |
ПРОГРАММИРОВАНИE |
B-64144RU/01 |
|
|
|
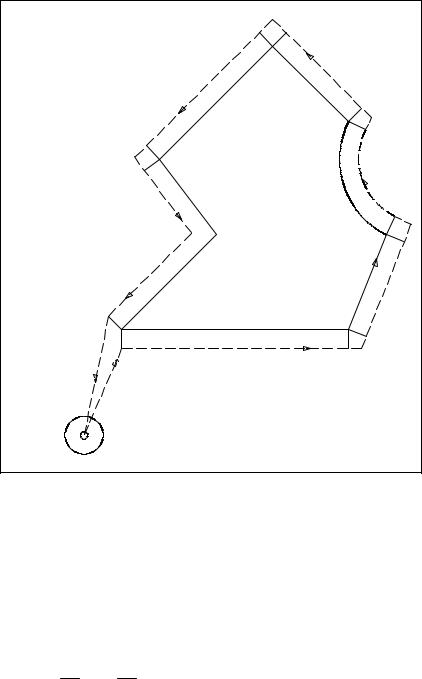
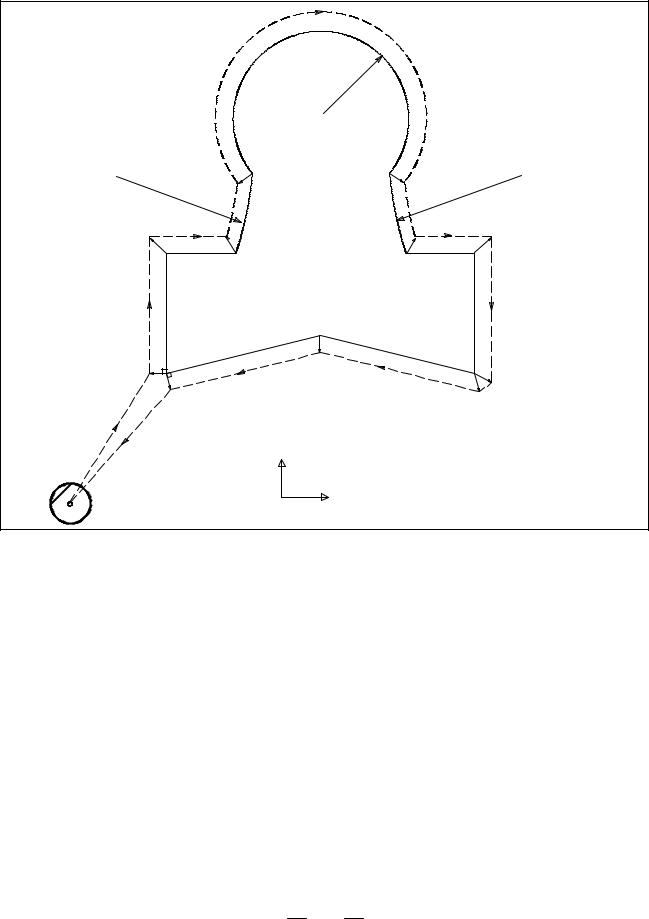
Примеры
N5 |
|
250R |
|
|
C1(700,1300) |
|
|
C3 (-150,1150) |
P4(500,1150) |
P5(900,1150) |
C2 (1550,1550) |
|
|
||
650R |
|
N6 |
650R |
N4 |
|
|
|
N3 |
|
|
N7 |
P2 |
P3(450,900) |
P6(950,900) |
P7 |
|
|||
(250,900) |
|
(1150,900) |
|
|
|
|
|
N8
N2 |
P9(700,650) |
|
|
|
|
P1 |
|
P8 |
|
(1150,550) |
|
(250,550) |
|
|
|
|
|
|
N10 |
N9 |
|
|
|
N1 |
|
|
N11 |
Ось Y |
|
|
|
|
Начальное положение |
Ось X |
Единица измерения: мм |
|
||
|
|
G92 X0 Y0 Z0 ; . . . . . . . . . . . . . . . . . . . . . . |
Задает абсолютные координаты. |
|
|
|
|
Инструмент позиционируется в начальную позицию (X0, Y0, Z0). |
|
N1 |
G90 G17 G00 G41 D07 X250.0 Y550.0 ; |
Запускается после компенсации на режущий |
инструмент |
|
|
(запуск). Инструментсдвигаетсявлевоотзапрограммированной |
|
|
|
траектории на расстояние, заданное в D07. Другими словами, |
|
|
|
траектория инструмента сдвигается на радиус |
инструмента |
|
|
(режим коррекции) та как D07 заранее установлен на 15 (радиус |
|
|
|
инструмента равен 15 мм). |
|
N2 |
G01 Y900.0 F150 ; . . . . . . . . . . . . . . . . . . |
Задает обработку от P1 до P2. |
|
N3 |
X450.0 ; . . . . . . . . . . . . . . . . . . . . . . . . . . . |
Задает обработку от P2 до P3. |
|
N4 |
G03 X500.0 Y1150.0 R650.0 : . . . . . . . . |
Задает обработку от P3 до P4. |
|
N5 |
G02 X900.0 R-250.0 ; . . . . . . . . . . . . . . . |
Задает обработку от P4 до P5. |
|
N6 |
G03 X950.0 Y900.0 R650.0 ; . . . . . . . . . |
Задает обработку от P5 до P6. |
|
N7 |
G01 X1150.0 ; . . . . . . . . . . . . . . . . . . . . . |
Задает обработку от P6 до P7. |
|
N8 |
Y550.0 ; . . . . . . . . . . . . . . . . . . . . . . . . . . . |
Задает обработку от P7 до P8. |
|
N9 |
X700.0 Y650.0 ; . . . . . . . . . . . . . . . . . . . . |
Задает обработку от P8 до P9. |
|
N10 X250.0 Y550.0 ; . . . . . . . . . . . . . . . . . . |
Задает обработку от P9 до P1. |
|
|
N11 G00 G40 X0 Y0 ; . . . . . . . . . . . . . . . . . . |
Отменяет режим коррекции. |
|
|
|
|
Инструмент возвращается в начальную позицию (X0, Y0, Z0). |
|
206