

книги из ГПНТБ / Мерло О.Э. Качество чугунных прокатных валков
.pdfменения из-за структурных превращений и напряжений, создаваемых при остывании поверхности и сердцевины, имеющих различные коэффициенты усадки. Такие на пряжения при малейшем нарушении технологии способ ствуют образованию трещин, поэтому запрещается пе рестановка формы до полного остывания залитого вал ка. Продолжительность остывания в форме должна
быть не менее 100 ч.
В условиях прокатного производства стойкость вал ка зависит от усилий, испытываемых валком при эксплуатации, от прочности материала валка, от соотно шения размеров элементов валка, от количества прокат ных валков, работающих в клети, и от качества на стройки стана. Поэтому чугунные валки должны быть расположены в прокатных станах строго горизонтально в одной вертикальной плоскости. Достаточная проч ность обеспечивается выбором материала валка и тех нологией его отливки для конкретных условий эксплуа тации с учетом нагрузки на каждый валок.
Прокатные станы делят по характеру производства и выпускаемой продукции на обжимно-заготовоч ные, листопрокатные, сортопрокатные, трубопрокатные и станы специального назначения. Поэтому и чугунные прокатные валки в зависимости от их назначения назы вают листопрокатными, сортопрокатными и трубопро катными.
ЛИСТОПРОКАТНЫЕ. ВАЛКИ
Основой для выбора листопрокатных валков Л яв ляется характеристика свойств, обеспечивающих изно состойкость валка в конкретных условиях эксплуатации при соблюдении установленной технологии проката ли ста.
77
Все валки листопрокатных станов можно разделить на две разновидности — тонколистовые и толстолисто вые.
Первые валки предназначены для прокатки тонкого листа толщиной менее 4 мм, а вторые валки — для про катки листа толщиной более 4 мм.
Рис. 11. Макроструктура металла валков:
А — из обычного отбеленного чугуна; Б — из чугуна, обработанного магнием; / — треф; 2 — шейка; 3 — бочка
Втолстолистовых прокатных станах применяют ли стопрокатные валки I, II, III групп и отливают их в большинстве случаев, отбеленными или с невыражен ным отбелом из нелегированного чугуна.
Втонколистовых прокатных станах применяют ли стопрокатные валки III, IV, V групп и отливают их от
беленными или с невыраженным отбелом как из неле гированного, так и легированного чугуна.
Если листопрокатные валки выходят из строя по ес тественному износу после большого количества перето чек, то подбор характеристик рабочего слоя и структу ры по элементам валка следует считать правильными для данного прокатного стана. В условиях отсутствия поломок, при высокой требовательности к чистоте по верхности проката, следует применять валки с отбелен ным рабочим слоем из нелегированного или легирован ного чугуна с пластинчатым графитом (рис. II).
78
Химический |
состав металла |
листопрокатного |
вал |
|||
ка (%): |
отбеленного чугуна: С ■— 2,9—3,3; |
Si— |
||||
из |
обычного |
|||||
до 0,5; Мп — 0,2—0,5; |
Р — до 0,5; S — до 0,1 (химичес |
|||||
кий |
состав металла |
одинаков |
для всего |
сечения |
вал |
|
ка); |
чугуна, |
обработанного |
магнием: |
С —.2,9—3,3; |
||
из |
||||||
Si — до 0,5; Мп — до 0,9; Р — до 0,5; S —до 0,01; Mg— 0,04—0,05 (для рабочего отбеленного слоя); С — 2,9—
3,3; Si — 1,2—1,5; Мп — до 0,9; Р — до 0,5; |
S — до 0,01; |
M g— 0,04—0,05 (для сердцевины валка). |
отбеленного |
Твердость рабочего слоя для обычного |
и для обработанного магнием чугуна 58—69 ед. по Шо-
РУ-
Для валков из обычного отбеленного чугуна твер дость шеек и трефов 180—230 НВ, а для валков из чу гуна, обработанного магнием, твердость сердцевины, шеек и трефов 240—270 НВ.
Макроструктура |
и микроструктура |
обычного отбе |
||||||
ленного чугуна (см. рис. 11, Л) |
следующая: зона а —от |
|||||||
беленный слой — цементит + перлит; зона |
б ■— переход |
|||||||
ный слой — перлит + графит пластинчатый |
с |
быстрым |
||||||
нарастанием величины |
пластин; |
зона |
в — сердцевина, |
|||||
шейки, |
треф — перлит + графит |
сравнительно |
грубой |
|||||
формы + следы цементита. |
обработанного |
магнием |
||||||
Макроструктура |
чугуна, |
|||||||
(см. рис. 11,5) следующая: |
|
|
|
|
|
|||
зона |
а — отбеленный |
слой — цементит + перлит; зо |
||||||
на в —-сердцевина, |
следующая |
|
сразу |
за |
отбеленным |
|||
слоем, |
шейки, треф — перлит + графит |
в виде шаровид |
||||||
ных включений. |
|
|
|
|
|
|
|
|
В тех случаях, когда основной причиной выхода вал ков из строя являются поломки или образование коль- 1,о-вых трещин и отслаивания, следует применять валки
79
с отбеленным рабочим слоем из нелегированного или легированного чугуна с шаровидным графитом.
Если основной причиной выхода из строя листопро катных валков является выкрашивание или скалыва ние рабочей поверхности валка, следует применять вал ки с невыраженным отбелом из нелегированного чугуна с пластинчатым или шаровидным графитом.
Правильный подбор материала и поддержание нор мальных условий эксплуатации позволяют достигнуть показателей стойкости листопрокатных валков, приве денных в табл. 14.
|
|
|
|
|
|
|
Т а б л и ц а 14 |
|
|
|
|
Показатели стойкости листопрокатных валков |
|||||
|
|
|
|
|
для различного проката |
|
||
|
|
|
|
|
Кровля |
Электротех |
|
|
Показатели |
нический |
Рифленый |
^Широкопо |
|||||
и тонкий |
лист динам- |
лист |
лосная сталь |
|||||
|
|
|
|
|
лист |
ный и транс |
|
|
|
|
|
|
|
|
форматорный |
|
|
Среднее |
|
коли |
|
|
|
|
||
чество |
постано- |
7—10 |
5—8 |
6—8 |
5—7 |
|||
вок валка в |
стан |
|||||||
Продолжитель |
|
|
|
|
||||
ность |
работы за |
30—60 |
30—40 |
20—30 |
50—60 |
|||
постановку, н . . |
||||||||
Прокатано |
ме |
|
|
|
|
|||
талла |
|
за |
поста- |
60—120 |
50—70 |
500—700 |
3900—4400 |
|
новку, |
т . . . . |
|||||||
Общее |
время |
300—400 |
160—300 |
200—250 |
300—400 |
|||
работы валка,ч . |
||||||||
Всего |
проката- |
500—1000 |
250—500 |
4000—5000 |
25500—25800 |
|||
но металла,г . . |
||||||||
Производитель- |
1,5—2,5 |
1,5—1,8 |
20—25 |
70—72 |
||||
ность, т/ч . . . . |
||||||||
Основная |
|
при- |
Износ |
Поломка |
Износ |
Износ |
||
чина |
списания . |
|||||||
|
|
|
|
|
и по |
|
|
|
|
|
|
|
|
ломка |
|
|
|
80
СОРТОПРОКАТНЫЕ ВАЛКИ
Выбор характеристики сортопрокатных валков С оп ределяется требуемыми твердостью и структурой в за висимости от глубины ручьев и характера выработки профиля их в определенных условиях эксплуатации при соблюдении установленной технологии прокатки задан ного профиля проката.
Все валки сортопрокатных станов делят на три раз новидности — мелкосортные, среднесортные и крупно сортные.
Сортопрокатные валки VI группы применяют в мел косортных и проволочных прокатных станах. Такие вал ки отливают в большинстве случаев отбеленными из не легированного и легированного чугуна или полутверды ми. В практике вальцелитейного производства в отли чие от твердых валков из отбеленного чугуна, валки из половинчатого или серого валкового чугуна получили название полутвердых.
Сортопрокатные валки V и IX групп применяют в среднесортных прокатных станах. Отливают эти валки отбеленными из нелегированного чугуна и полутверды ми из нелегированного или легированного чугуна.
Сортопрокатные валки VII, VIII и IX групп приме няют в крупносортных и рельсобалочных станах. Боль шинство таких валков отливают полутвердыми из леги рованного или нелегированного чугуна.
Основным критерием оценки при выборе материала и характеристики сортопрокатных валков является их стойкость при соблюдении постоянства оптимальных температур нагрева валка и проката.
Стойкость валков сортопрокатных станов зависит от твердости и структуры рабочей поверхности, износо стойкости ручьев и равномерности их выработки, проч-
81
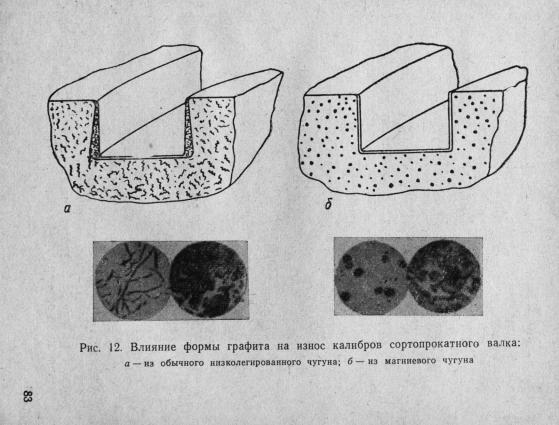
ности элементов валка и нагрузки в эксплуатации. По этому, повышение стойкости осуществляют либо увели чением твердости рабочей поверхности в возможных пределах, обеспечивающих нормальные обжатия и со хранение угла захвата, либо повышением износостойко сти ручьев в результате правильного выбора технологии отливки и калибровки, либо, наконец, повышением прочности вследствие увеличения в возможных преде лах геометрических размеров элементов валка, когда увеличение нагрузки приводит к поломкам (рис. 12).
Взависимости от назначения валки двух типов Л и
Сизготавливают из чугуна различного сорта, что отра жают соответствующим буквенным обозначением.
Листопрокатные валки
ЛП — нелегированный чугун с пластинчатым гра фитом;
ЛШ — нелегированный чугун с шаровидным графи том;
ЛПХН — легированный чугун с пластинчатым графи том;
ЛШХН — легированный чугун с шаровидным графи том.
Сортопрокатные валки
СП — нелегированный чугун с пластинчатым гра фитом;
СШ — нелегированный чугун с шаровидным графи том;
СПХН — легированный чугун с пластинчатым графи том;
СШХН — легированный чугун с шаровидным графи том.
82
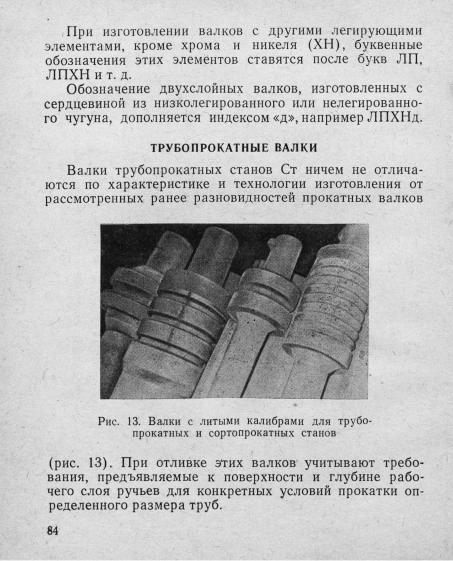
Все чугунные валки, предназначенные для прокатки бесшовных труб, а также для изготовления сварных труб из листов, можно разделить на две разновидно сти: трубопрокатные валки и трубопрокатные ро лики.
Трубопрокатные валки V, VI, VII и IX групп приме няют в заготовочных, раскатных и отделочных трубо прокатных станах. Отливают эти валки отбеленными из нелегированного либо полутвердыми из нелегированно го или легированного чугуна.
Трубопрокатные ролики V и VI групп, не имеющие шеек и трефов, применяют в прошивных, раскатных, электросварочных и правйльных трубопрокатных ста нах. Отливают ролики отбеленными из нелегированно го или легированного чугуна и полутвердыми из леги рованного чугуна.
Основной причиной выхода из строя трубопрокат ных валков является износ поверхности калибров с ис кажением их профиля.
Повышение износостойкости валков в большинстве случаев зависит от формирования структуры рабочей поверхности и твердости, обеспечивающих равномер ность выработки калибра и увеличение стойкости вал ков между переточками. Учитывая это, рекомендуется производить выбор материала и характеристики рабо чего слоя различных видов валков по табл. 15.
Наиболее жестким ограничением твердости рабочего слоя в зависимости от структуры можно допустить 8ед. по Шору в следующих пределах:
П ерлито-графитная........................... |
29—37; |
33—41; |
37—45 |
Перлито-карбидо-графитная . . . |
41—49; |
45—53; |
49—57 |
Перлито-карбидная........................... 53—61; |
57—65; 61—69 |
||
Троостито-мартенсито-карбидная . |
65—73; |
69—77; |
73—81 |
85
00 |
|
<Уз |
Таблица 15 |
|
Г~ |
2 |
3 |
E S S 4 |
Таблица для выбора валков по твердости рабочего слоя и в зависимости от их назначения:
1 — валки из нелегированного чугуна с пластинчатым графитом; 2 — то же, |
с шаровид |
ным графитом; 3 — валки из легированного чугуна с пластинчатым графитом; |
4 — то же, |
с шаровидным графитом |
|