

книги из ГПНТБ / Мерло О.Э. Качество чугунных прокатных валков
.pdf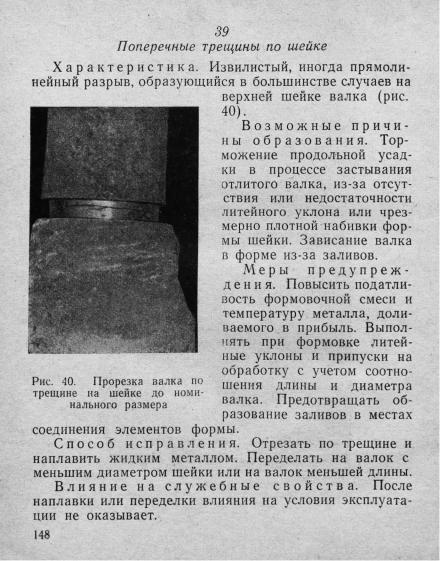
Ра к о в и н ы
Вгруппе 40 объединены пороки, представляющие со бой внутренние полости, или неметаллические включения
вмассе металла валка.
40 — раковины:
41
усадочные;
42
внутренние усадочные;
43
земляные;
44
газовые;
45
шлаковые;
46
воздушные;
47
вскип;
48
сотовые;
49
пористость.
149


42
Внутренние усадочные раковины
Х а р а к т е р и с т и к а . Внутренняя закрытая полость с шероховатой, часто с выступающими дендритами, по верхностью стенок. Располагается в верхней, наиболее горячей части валка под прибылью в виде суживаю щейся вниз воронки удлиненной формы, заканчивающей ся отдельными скрытыми раковинами (рис. 43).
В о з м о ж н ы е п р и ч и н ы о б р а з о в а н и я . Позд нее питание прибыли затвердевающей отливки жидким металлом. Низкая температура питающего прибыль чу гуна, недостаточная для расплавления быстро образо вавшейся твердой перемычки, препятствующей длитель
ному питанию отливки. |
|
Ме р ы п р е д у п р е ж д е н и я . |
Своевременное пита |
ние отливки достаточно горячим |
жидким металлом в |
процессе ее затвердевания. Изменение химического со става металла с целью понижения содержания элемен тов, способствующих усадке, и повышения содержания элементов, препятствующих усадке.
Сп о с о б и с п р а в л е н и я . Высверливание цилинд рической фрезой пороков с последующей установкой стальной пробки в торце валка. Электрозаварка мелких пороков.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . Нали чие порока, не снижающего прочность, влияния при экс плуатации не оказывает.
152


ной смеси или облицовочного материала на выступаю щих частях калиброванной формы.
Ме р ы п р е д у п р е ж д е н и я . Соблюдение мер пред осторожности при транспортировке и сборке форм. Тща тельное исправление поврежденных участков формы и очистка формы от мусора, засоров и осыпавшейся фор мовочной смеси. Проверка и увеличение в случае надоб ности механической прочности формовочной смеси.
Сп о с о б и с п р а в л е н и я . Мелкие пороки на трефе остаются без исправления. Крупные пороки, не влияю щие на прочность трефа или шейки, подвергают выруб ке с последующей заваркой и зачисткой. Пороки на ра бочей поверхности бочки валка исправлению не подле
жат. |
|
|
В л и я н и е на |
с л у ж е б н ы е с в о й с т в а . |
Валки |
с пороками на рабочей поверхности являются |
оконча |
|
тельным браком. |
Раковины на нерабочей поверхности |
|
влияния не оказывают. |
|
|
44
Газовые раковины
Х а р а к т е р и с т и к а . Шаровидные открытые или закрытые полости различной величины с гладкими бле стящими стенками, расположенные в одиночку или не равномерными группами в отливке (рис. 45).
В о з м о ж н ы е п р и ч и н ы о б р а з о в а н и я . Недо статочно полное выделение из затвердевающего плохо раскисленного жидкого чугуна образовавшихся в нем газов. Малая газопроницаемость формы из-за чрезмер ного уплотнения формовочной смеси. Повышенная газотворность краски.
Ме р ы п р е д у п р е ж д е н и я . Раскисление чугуна в печи и выдерживание его в ковше перед заливкой в фор му. Сокращение продолжительности плавки. Уменьшение степени уплотнения формовочной смеси при набивке форм. Улучшение вентиляции формы для повышения га зопроницаемости. Уменьшение газотворности краски.
С п о с о б и с п р а в л е н и я . Электрозаварка раковин на нерабочей поверхности валка. Раковины на рабочей поверхности исправлению не подлежат. Если величина и местоположение раковин позволяют, возможна пере делка на валок меньших размеров.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . Появле ние раковин на рабочей поверхности отбеленных валков или чистовых калибров сортопрокатных валков являет ся браковочным признаком.
156