

книги из ГПНТБ / Мерло О.Э. Качество чугунных прокатных валков
.pdfи расположенный вдоль образующей перпендикулярно к поверхности отливки. Образуется у поверхности в ме стах стыков разъемных калиброванных кокилей
(рис. 24).
В о з м о ж н ы е п р и ч и н ы о б р а з о в а н и я . Бы страя заливка, чрезмерно увеличивающая напор метал ла в форме валка. Слабое скрепление половинок кокиля в местах его разъема или недостаточная для компенса ции ферростатического давления загрузка формы.
Ме р ы п р е д у п р е ж д е н и я . Уменьшить ферростатическое давление металла, усилить скрепление эле ментов форм при сборке надежными стяжками и в слу чае необходимости загружать форму добавочным грузом
(старым кокилем). |
|
|
Сп о с о б и с п р а в л е н и я . |
Обработка |
по шаблону |
с предварительной разметкой |
калибров |
после снятия |
припуска на обработку по диаметру. В случаях, когда толщина прилива больше припуска на обработку калиб ров, валок может быть использован при наличии пар ного валка с таким же приливом, если заказчик согла сен на их использование.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . После окончательной чистовой калибровки у потребителя влия ния на служебные свойства не оказывает.
118
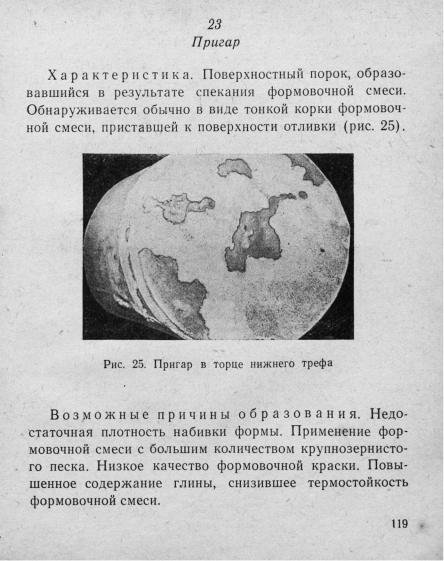
Ме р ы п р е д у п р е ж д е н и я . Изменение состава формовочной смеси с добавкой мелкозернистого песка и уменьшением количества глины. Проверка качества формовочной краски и технологии ее приготовления.
Сп о с о б и с п р а в л е н и я . Очистить поверхность от ливки обрубкой пневматическим зубилом.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . При отсутствии порока после механической обработки влия ния не оказывает.
120
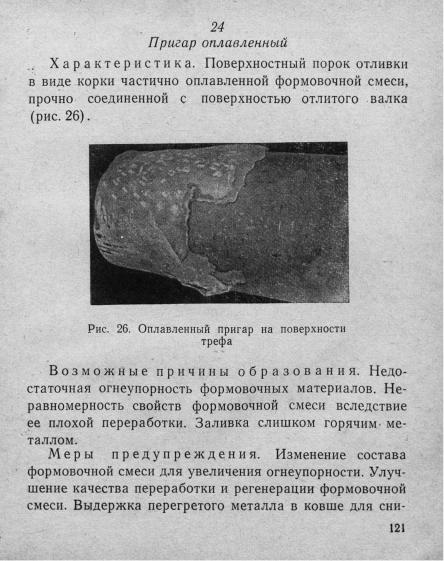
жения температуры заливки до пределов, оговоренных технологической инструкцией заливки.
Сп о с о б и с п р а в л е н и я . Обрубить пневматиче ским зубилом до получения чистой поверхности отливки и обработать на вальцетокарном станке.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . При отсутствии порока после механической обработки влия ния не оказывает.
свойств и более равномерное уплотнение. Тщательная отделка в местах исправления разрушений поверхности формы. Соблюдение графика сушки форм и технологии покраски.
С п о с о б и с п р а в л е н и я . Поверхность отливки об рубить, очистить и обработать на вальдетокарном станке.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . При от сутствии после механической обработки или исправления порока, снижающего прочность трефа или шейки, влия ния не оказывает.
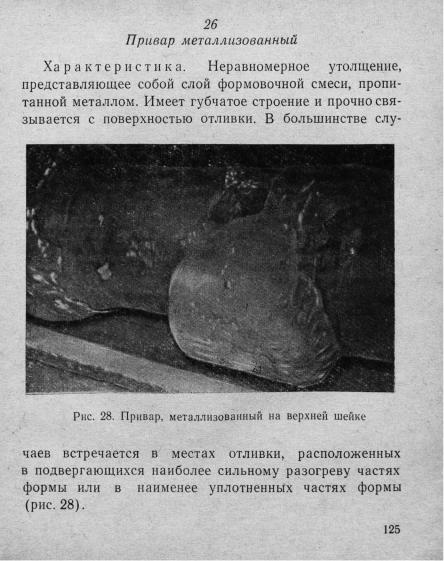
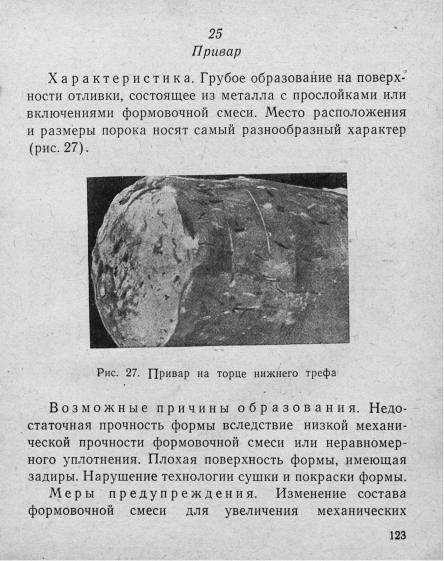
В о з м о ж н ы е п р и ч и н ы о б р а з о в а н и я . Залив ка перегретым жидким металлом формы, изготовленной из формовочной смеси, содержащей слишком большое количество крупнозернистого песка. Повышенное содер жание глины в формовочной смеси при недостаточной плотности набивки формы. Низкое качество покрытия поверхности формы формовочной краской.
Ме р ы п р е д у п р е ж д е н и я . Уменьшение количе ства крупнозернистого песка в составе формовочной сме си и доведение набивки формы до нормального уплотне ния. Нанесение более равномерной толщины слоя фор мовочной краски. Выдержка перегретого чугуна в ков ше для снижения температуры заливки валка.
С п о с о б и с п р а в л е н и я . Обрубить, если возмож но. Срезать при механической обработке на вальцето карном станке.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . Остав шиеся после обработки плотные пятна на трефе влия ния на служебные свойства не оказывают.
126