книги из ГПНТБ / Мерло О.Э. Качество чугунных прокатных валков
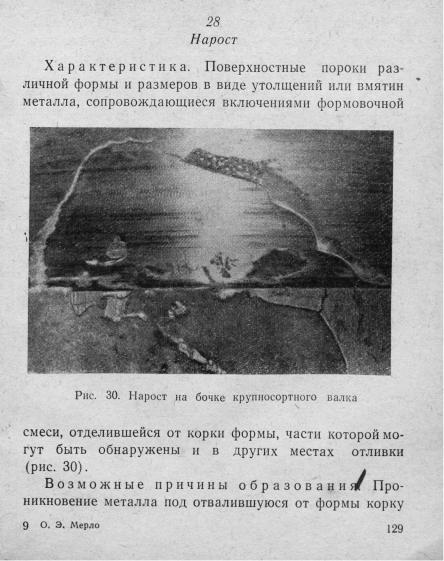
.pdfмовочной смеси. После очистки обнаруживаются откры тые углубления без включений песка. Встречается на по
верхности бочек |
валков, отлитых с облицовкой, |
и на |
шейках крупных валков (рис. 29). |
|
|
В о з м о ж н ы е |
п р и ч и н ы о б р а з о в а н и я . |
Про |
никновение жидкого металла под частично отслоившую ся корку формовочной смеси.
Наличие трещин по поверхности формы. Низкая га зопроницаемость, вызывающая местное вспучивание слоя формовочной смеси и последующий отжим ее ме таллом во время заливки.
Ме р ы п р е д у п р е ж д е н и я . Хорошая подготовка облицовываемой поверхности. Применение для облицов ки формовочной смеси, обладающей повышенной газо проницаемостью. Равномерная' плотность набивки обли цовочного слоя.
Сп о с о б и с п р а в л е н и я . При установке валка на станок для механической обработки проверить припуск по диаметру и в случае необходимости сместить центры с оси валка.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . При от сутствии порока после механической обработки влияния не оказывает.
128
облицовки. Небрежное нанесение слоя облицовочной смеси на поверхность кокиля или холодильников кали брованных валков. Пониженная прочность формовочной
смеси при |
повышенной влажности. |
|
Ме р ы |
п р е д у п р е ж д е н и я . |
Тщательно очистить |
поверхность формы, предназначенную для нанесения облицовочной смеси, и смазать ее раствором огнеупор
ной глины. Понизить влажность |
формовочной смеси до |
бавкой свежих песков. |
|
С п о с о б и с п р а в л е н и я . |
Срезать пороки при |
механической обработке на вальцетокарном станке. Оставшиеся единичные пороки на шейках и трефах вырубить, углубления заварить и зачистить.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . При отсутствии порока после механической обработки или исправления влияния не оказывает.
29
Спай
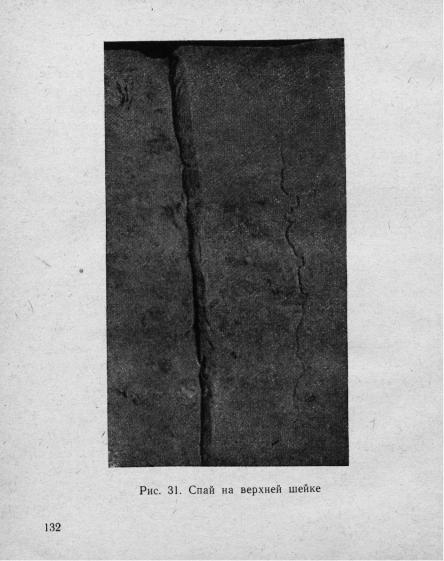
Х а р а к т е р и с т и к а . Несплошность металла в виде углублений или борозд с закругленными краями, про ходящих по поверхности валка преимущественно в гори зонтальном направлении. В большинстве случаев порок образуется в местах преждевременного застывания ме талла (рис. 31).
В о з м о ж н а я п р и ч и н а о б р а з о в а н и я . Вы нужденная остановка во время заливки формы. Разрыв струи заливаемого в форму чугуна. Засорение литнико вой системы шлаком. Интенсивный уход металла из фор
мы в месте соединения элементов |
формы. Чрезмерно |
низкая температура заливаемого в форму чугуна. |
|
Ме р ы п р е д у п р е ж д е н и я . |
Проверить надеж |
ность работы механизмов разливочного крана перед за ливкой. Счистить шлак с поверхности металла, находя щегося в ковше. Не допускать к сборке элементы фор мы, имеющие поврежденные замковые выточки и искрив ленные фланцы. Строго соблюдать установленную тем пературу заливаемого в форму чугуна.
Сп о с о б и с п р а в л е н и я . Механическая обработ ка на глубину порока только для полутвердых валков.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . При отсутствии порока после механической обработки и оди наковой твердости по образующей бочки валка влияния не оказывает.
9* |
131 |
Трещины
В группе 30 объединены пороки, представляющие со бой частичное или полное нарушенйе сплошности метал ла отлитого валка.
30 — трещины:
31
поперечные горячие;
32
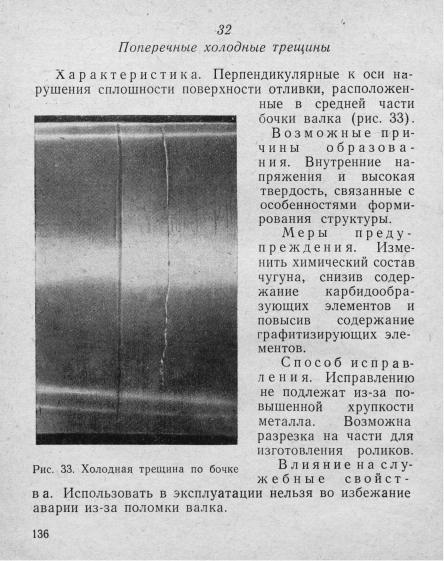
поперечные холодные;
33
поперечные сквозные;
34
поперечные по калибру;
35
продольные горячие;
36
продольные холодные;
37
продольные по калибру;
38
волосовины;
39
поперечные по шейке.
133

в верхней части отливки, в большинстве случаев по гал тели или стыку составных кокилей (рис. 32).
В о з м о ж н ы е п р и ч и н ы о б р а з о в а н и я . Со противление формы нормальной усадке чугуна из-за чрезмерной плотности набивки форм смесью повышен ной прочности. Зависание валка из-за заливов. Несоблю дение литейных уклонов.
М е р ы п р е д у п р е ж д е н и я . Уменьшить плотность формовочной смеси. Обязательно соблюдать литейные уклоны при формовке шеек и трефов, соответствующие длине отливаемых гладких и ступенчатых валков.
Сп о с о б и с п р а в л е н и я . Переделка на валки меньших размеров с гладкой бочкой. Ступенчатые вал ки с таким дефектом исправлению не подлежат.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . Вал, по лученный после переделки без трещин, может быть ис пользован в эксплуатации при соответствии характери стики рабочего слоя техническим требованиям потреби теля.