

книги из ГПНТБ / Мерло О.Э. Качество чугунных прокатных валков
.pdfС п о с о б и с п р а в л е н и я . Исправлению не подле жит. В отдельных случаях можно переделать на валок меньших размеров после полного снятия порока механи ческой обработкой.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . Отливка с пороком к эксплуатации не пригодна и в большинстве случаев является окончательным браком.
167
Пороки на обработанной поверхности
В группе 50 объединены поверхностные пороки, кото рые могут быть устранены при механической обработке.
50— п о р о к и на о б р а б о т а н н о й п о в е р х н о с ти :
51
шлаковый занос;
52
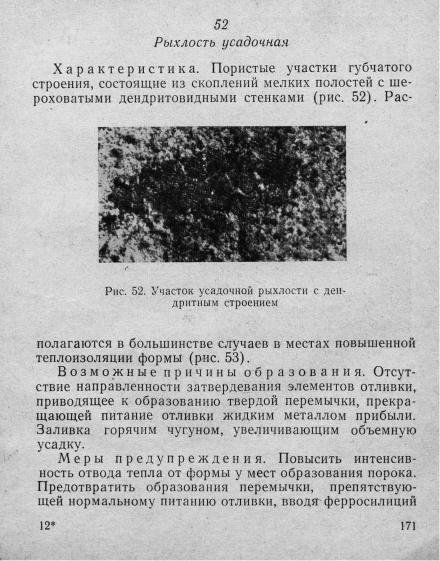
рыхлость усадочная;
53
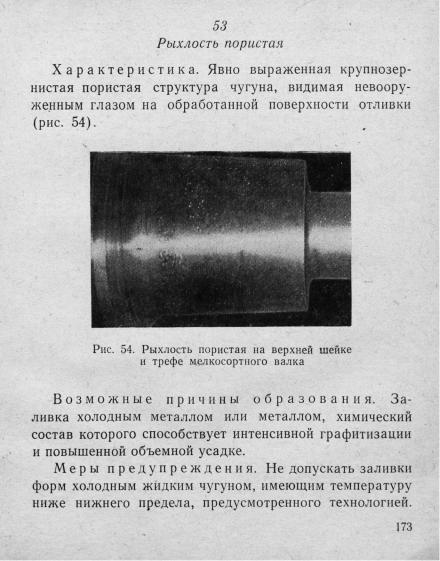
рыхлость пористая,
54
завороты;
55
корольки;
56
включения графита;
57
неметаллические включения;
58
светлые пятна;
59
темные пятна.
168
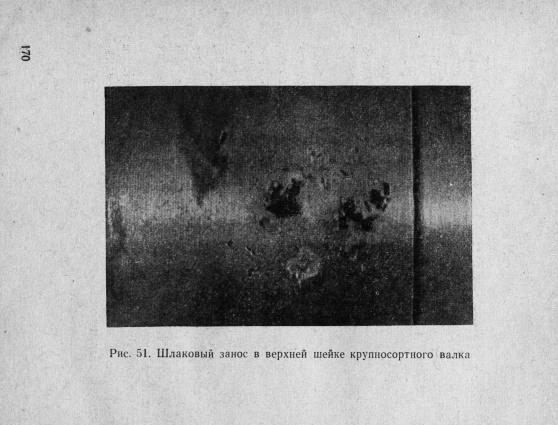
51
Шлаковый занос
Х а р а к т е р и с т и к а . Неметаллические включения, имеющие вид и состав шлака. Обнаруживаются в виде скоплений различной формы и размеров в верхней ча
сти отливки (рис. 51). |
|
|
|
В о з м о ж н ы е |
п р и ч и н ы |
о б р а з о в а н и я . Низ |
|
кая жидкотекучесть металла, препятствующая |
всплыва |
||
нию шлака, занесенного в форму во время |
заливки. |
||
Выделение шлака |
и окислов |
из металла, залитого в |
|
форму.
Ме р ы п р е д у п р е ж д е н и я . Соблюдение режима плавки. Раскисление расплава и повышение его жидкотекучести. Удаление шлака из разливочного ковша ска чиванием через противоположную сливному носку сторо ну. Быстрое заполнение формы с интенсивным вращени ем металла в ней в процессе заливки.
С п о с о б и с п р а в л е н и я . Вырубка с электрозавар кой пороков на рабочей поверхности шеек и трефов, не снижающих прочность. Отрезка шейки с трефом или трефа с пороком, снижающим прочность, и последующая наплавка валка жидким металлом.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . После исправления или наплавки на служебные свойства влия ния не оказывает.
12 О. Э. Мерло |
169 |
Не применять в шихту материалы, способствующие гра-
фитизации и увеличению усадки чугуна. |
|
|
С п о с о б |
и с п р а в л е н и я . Исправлению |
не подле |
жит. |
|
|
В л и я н и е |
на с л у ж е б н ы е с в о й с т в а . |
Исполь |
зовать для эксплуатации нельзя, отливка является окон чательным браком.

55
Корольки
Х а р а к т е р и с т и к а . Небольшие металлические включения в виде шариков, окруженные металлом. Рас полагаются у поверхности отливки.
В о з м о ж н ы е п р и ч и н ы о б р а з о в а н и я . Обра зование при заливке форм всплесков от раздробления струи, брызги которой вследствие окисления поверхности не свариваются с окружающим их металлом, заполняю щим форму.
Ме р ы п р е д у п р е ж д е н и я . Накрывание форм крышками, защищающими от попадания в нее брызг во время заливки. Плавная заливка металла в форму без
образования |
всплесков. |
С п о с о б |
и с п р а в л е н и я . Переделка на валок |
меньших размеров при условии обточки до полного от сутствия порока.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . При наличии порока на рабочей поверхности валок к исполь зованию в эксплуатации не пригоден и является браком.
176