книги из ГПНТБ / Мерло О.Э. Качество чугунных прокатных валков
.pdf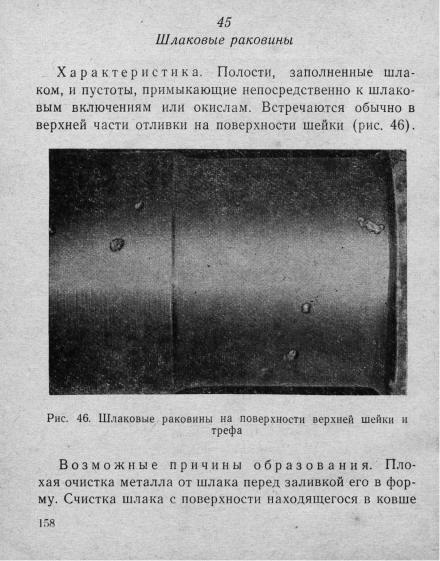
металла через разливочный носок. Химические реакции между шлаковыми включениями и жидким чугуном от
ливки. |
|
Ме р ы п р е д у п р е ж д е н и я . |
Повышение темпе |
ратуры и жидкотекучести расплава |
при доводке и рас |
кислении. Увеличение выдержки чугуна в ковше перед заливкой в форму. Сгущение шлака в ковше, с последую щей счисткой его через сторону, противоположную раз
ливочному носку. Применение ковшей со |
шлакоотдели |
|
тельной перегородкой перед разливочным носком. |
||
С п о с о б и с п р а в л е н и я . |
Вырубка |
пороков, не |
влияющих на прочность, с последующей |
электрозавар |
|
кой. Отрезка трефа или шейки |
с пороком, снижающим |
|
прочность, с последующей наплавкой жидким металлом. В л и я н и е на с л у ж е б н ы е с в о й с т в а . После исправления или наплавки на служебные свойства влия
ния не оказывает.
Валок со шлаковыми раковинами на рабочих поверх ностях бракуют.
159
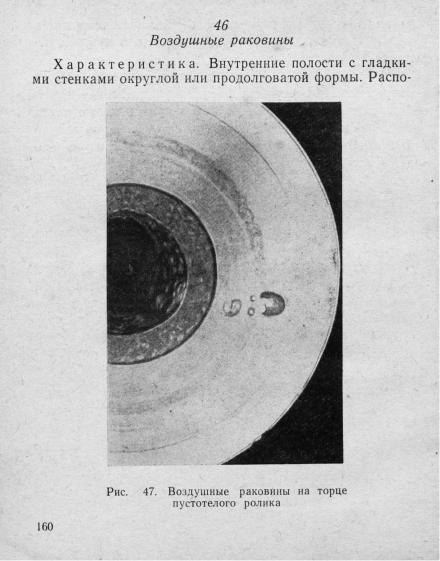
лагаются разрозненно в чугуне отливки, иногда ракови ны крупных размеров скопляются группами у по
верхности верхнего (по |
заливу) торца |
бочки |
(рис. 47). |
о б р а з о в а н и я . |
Низ |
В о з м о ж н ы е п р и ч и н ы |
кая температура жидкого чугуна, заливаемого в форму. Засасывание в литниковую воронку большого количест ва воздуха при заливке. Заливка валка при незаполнен ной литниковой воронке или с разрывом непрерывности
струи заливаемого чугуна. |
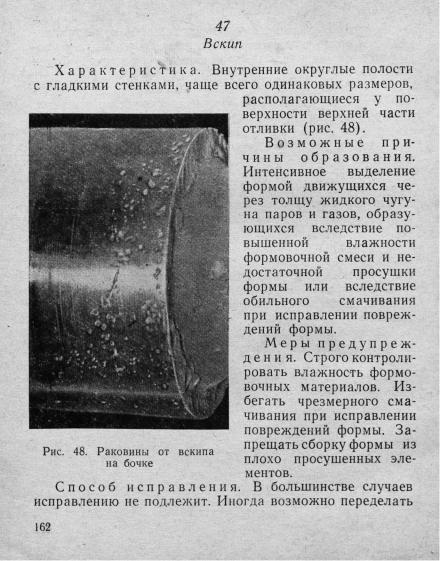
Поаысить |
темпера- |
|
Ме р ы п р е д у п р е ж д е н и я . |
|||
туру чугуна. Заливать |
чугун в форму без |
перерывов |
|
струи. Предотвратить |
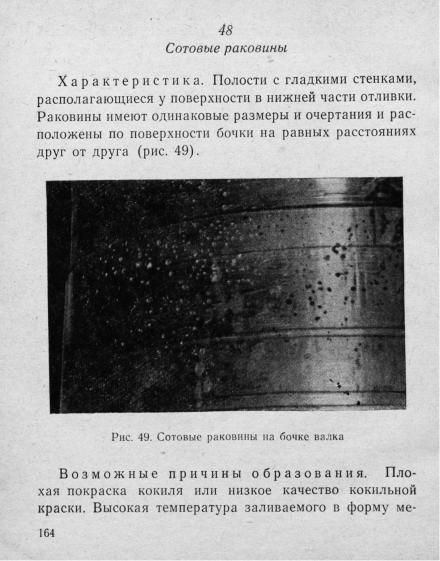
засасывание |
воздуха |
в литник, |
поддерживая предельно высокий уровень чугуна в во ронке.
С п о с о б и с п р а в л е н и я . Электрозаварка единич ных разрозненных или групповых полостей, не влияющих на прочность шеек и трефов, с последующей зачисткой и шлифовкой. Раковины, образовавшиеся на рабочей поверхности галтели или бочки, исправлению не под лежат.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . После исправления заваркой на эксплуатацию не влияют. На
валках черновых клетей допускаются |
без исправления |
в местах, где искусственно повышают |
трение наваркой |
или насечкой рабочей части калибров. |
|
И О. Э. Мерло |
161 |
отливку на валок значительно меньших размеров с боль шой потерей металла в стружку.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . Отлив ка с таким пороком является браком и не пригодна к эксплуатации.
и* |
1G3 |
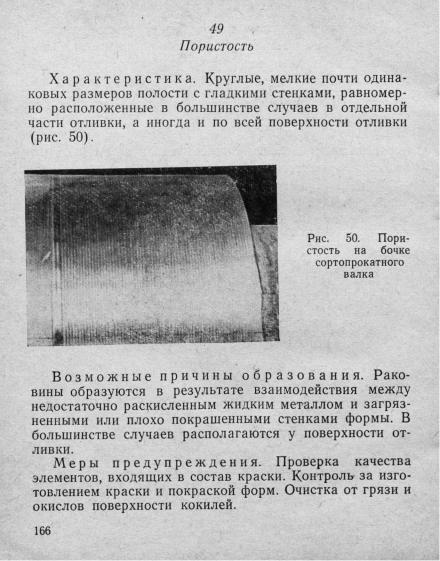
талла. Покраска кокиля |
без предварительной очистки. |
||
Ме р ы п р е д у п р е ж д е н и я . |
Очистка |
кокиля ме |
|
таллической щеткой или |
снятие |
тонкого |
слоя рабочей |
поверхности кокиля на расточном станке. Проверка ка чества покраски кокиля перед сборкой и температуры металла перед заливкой формы.
С п о с о б и с п р а в л е н и я . Переделка отбеленного валка на валок меньшей длины или полутвердого валка на валок меньшего диаметра.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . При по роке на рабочей части валок бракуют. После переделки с устранением порока влияния на служебные свойства не оказывают.
165