

книги из ГПНТБ / Мерло О.Э. Качество чугунных прокатных валков
.pdf64
Большая длина
Х а р а к т е р и с т и к а . Фактические размеры калиб ров или расстояний между осями калибров больше верх него предела, допускаемого техническими условиями
(см. рис. 12).
В о з м о ж н ы е п р и ч и н ы о б р а з о в а н и я . От сутствуют или недостаточны припуски на механическую обработку отливки. Допущена ошибка при изготовлении модели. Ошибочно использованы элементы оснастки, предназначенные для отливки другого валка.
Ме р ы п р е д у п р е ж д е н и я . Усилить контроль за изготовлением оснастки и оборудования с учетом при пусков. Исключить возможность ошибочного использо вания несоответствующей оснастки.
Сп о с о б и с п р а в л е н и я . Исправлению не подле жит.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . Ис пользовать для эксплуатации нельзя, отливка является окончательным браком.
187
выточек, а перед установкой и сборкой очищать замко вые выточки от формовочного состава.
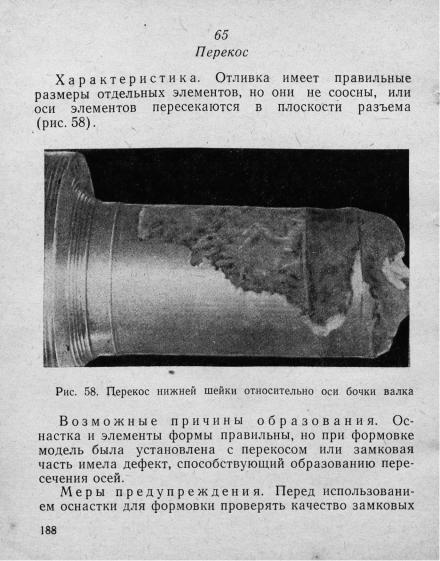
Сп о с о б и с п р а в л е н и я . Произвести центровку валка для обработки с учетом перекоса. При перекосе,
превышающем |
припуск на |
обработку, переделать на |
||
меньший размер. |
с л у ж е б н ы е с в о й с т в а . |
Нерав |
||
В л и я н и е |
на |
|||
номерная твердость |
рабочего |
слоя по образующей, вы |
||
званная перекосом, |
снижает |
качество проката |
и стой |
|
кость между перевалками. Переделка на валок меньших размеров снижает эксплуатационные свойства и увели чивает количество отходов и стружки.
189

В л и я н и е на с л у ж е б н ы е с в о й с т в а . Выз ванная смещением неравномерная твердость рабочего слоя по образующей енижает качество проката и стой кость валка между перевалками. Переделка на валок меньших размеров может снизить эксплуатационные свойства.
191
67
Овальности
Х а р а к т е р и с т и к а . Отливка имеет правильные размеры, но искаженную частично или по всей образу ющей цилиндрическую поверхность.
В о з м о ж н ы е п р и ч и н ы о б р а з о в а н и я . Иска жение поверхности кокиля при обработке на кокильно расточном станке. Подстуживание при остывании, иска зившее усадку отливки по диаметру. Преждевременное извлечение отлитого валка из формы.
Ме р ы п р е д у п р е ж д е н и я . Строго контролиро вать цилиндричность кокиля после расточки. Соблюдать график остывания отливки в форме и предохранять от влияния сквозняков при температуре выше 800° С.
Сп о с о б и с п р а в л е н и я . В большинстве случаев отливка исправлению не подлежит; иногда может быть переделана на валок меньшего диаметра.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . Отлив ка является окончательным браком и не может быть ис пользована для эксплуатации из-за неравномерной твер дости рабочего слоя. После переделки, даже при рав номерной твердости по диаметру и образующей, эксплуатационные свойства снижаются.
192
или |
шаблона, |
имеющих повреждения. Неправиль |
ная |
центровка |
для механической обработки на |
станке.
Ме р ы п р е д у п р е ж д е н и я . Очищать замковые части перед формовкой и установкой элементов формы. Снять лишний слой формовочной смеси с облицовки гладкого кокиля, или со стыка разъемного калиброван ного кокиля. Производить тщательную центровку и разметку перед началом механической обработки на станке
сучетом устранения черноты.
Сп о с о б и с п р а в л е н и я . Вырубка пороков на не рабочих местах шеек и трефов с последующей электрозаваркой. Обточка до диаметра меньше предусмотрен ного минусовым допуском, если уменьшение диаметра
возможно по условиям эксплуатации.
В л и я н и е на с л у ж е б н ы е с в о й с т в а . После заварки или обработки на минус в пределах размеров, обеспечивающих достаточную прочность, валок может быть использован с согласия заказчика. В противном случае валок бракуют.
194
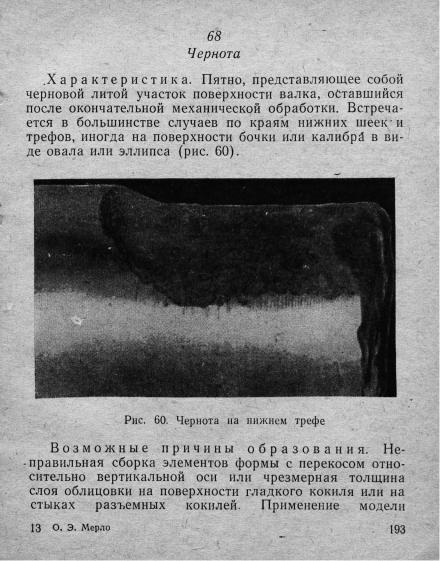
69
Недолив
Х а р а к т е р и с т и к а . Форма не заполнена чугуном при заливке, вследствие чего длина оказалась недоста точной для изготовления из нее механической обработ
кой валка требуемых размеров. |
|
|
В о з м о ж н ы е п р и ч и н ы |
о б р а з о в а н и я . |
Недо |
статочное количество жидкого |
металла в ковше. |
Уход |
металла из формы вследствие небрежной сборки или пло хого скрепления элементов формы.
М е р ы п р е д у п р е ж д е н и я . Предусматривать некоторый запас веса плавки при расчете шихты и учи тывать остаток жидкого металла в ковше перед залив кой последнего валка. Повысить качество сборки и скрепления элементов формы.
С п о с о б и с п р а в л е н и я . Обычно отливка являет ся браком. Если отсутствует меньше половины верхней шейки, возможна наплавка жидким металлом или пере делка на валок меньшей длины.
В л и я н и е на с л у ж е б н ы е с в о йс т в а . После исправления влияния на служебные свойства не оказы вает.
13* |
195 |
Механические повреждения
В группе 70 объединены пороки, представляющие со бой повреждения отлитых валков до или после механиче ской обработки, не позволяющие получить размеры вал ков, требуемые чертежами.
7 0 — м е х а н и ч е с к и е п о в р е ж д е н и я :
71
оторвана шейка;
72
отбита шейка;
73
вырван литник;
74
несоблюдение минимальных размеров при механической обработке;
75
повреждение от удара;
76
скалывание от резца;
77
врез от резца;
78
зафрезеровка трефа;
79
вырыв торца трефа.
19*