

книги из ГПНТБ / Новиков, И. И. Теория термической обработки металлов учебник
.pdfЕсли в сплаве в равновесных условиях должна образоваться вторая фаза, то в неравновесных условиях ее количество увеличи вается. Например, в сплаве Х3 (рис. 5,а) в равновесных условиях относительное весовое количество эвтектики определяется соотно шением ао/ае, а в неравновесных условиях so/se (точка s опреде ляет средний состав первичных кристаллов при эвтектической тем пературе для данной скорости охлаждения).
Положение концентрационной границы появления второй фазы из расплава (точки k) зависит от скорости охлаждения. В равно весных условиях эта граница совпадает с точкой предельной раст воримости при эвтектической или перитектической температуре (с точкой а на рис. 5). С увеличением скорости охлаждения концент рационная граница появления второй фазы сдвигается в сторону основного компонента из-за подавления выравнивающей диффу зии в твердом растворе и при полном отсутствии такой диффузии совпадает с ординатой этого компонента на диаграмме состояния.
Эксперименты показали, что в диапазоне скоростей охлажде ния при кристаллизации, который реализуется в производствен ных условиях, выравнивающая диффузия в твердом растворе сильно подавлена и неравновесная избыточная фаза кристаллизу ется при весьма малых концентрациях второго компонента в сплаве (табл. 1).
|
|
|
|
|
|
|
Т . я б л и ц а 1 |
|
Концентрационная |
граница |
появления |
второй |
фазы из |
расплава |
(к) |
при литье |
|
в кокиль* сплавов двойных систем |
в сопоставлении с точкой |
предельной |
||||||
растворимости |
(а) при |
эвтектической или |
перитектической температуре |
|||||
|
(И. И. Новиков и В. С. Золоторевский) |
|
|
|||||
Система |
*. % |
a , % |
|
Система |
k , |
% |
a , % |
|
А1 — Zn ' |
2,0 |
|
82,2 |
|
M g - Zn |
0,3 |
8,4 |
|
А1 — Си |
0,1 |
|
5,7 |
|
Cu — Sn |
4,0 |
13,5 |
|
А1 — Mg |
0,5 |
|
15,35 |
|
Cu — Si |
3,5 |
5,3 |
|
Al — Si |
0,1 |
|
1,65 |
|
Cu — Al |
7,0 |
7,5 |
|
Mg — Al |
0,1 |
|
12,7 |
|
|
|
|
|
* Для алюминиевых и магниевых |
сплавов »охл «1,5 град/с, |
для медных 5 |
град/с. |
|||||
В литых сплавах типа Х2на рис. S,а количество неравновесной эвтектической жидкости обычно невелико и поэтому эвтетика структурно вырождается в одну фазу: a -фаза из эвтектики отла гается на дендритных ячейках (сечениях ветвей дендритов) пер вичных a-кристаллов, сливаясь с ними, а по границам дендритных ячеек под микроскопом обнаруживаются только включения второй фазы р эвтектического происхождения.
Распределение легирующего элемента по сечению дендритной ячейки схематично показано на рис. 6 (кривая /). Отрезок pq со ответствует сечению дендритной ячейки первичной a -фазы, а кр — сечению включения второй фазы (Р) на границе дендритной ячей
20
ки. Вертикальный скачок концентрации у |
границы дендритной |
ячейки соответствует расположению здесь |
включения второй |
■фазы. |
от равновесной крис |
Кроме перечисленных выше отклонений |
таллизации, возможны и другие. Например, в сплаве Х2 (рис. 5,6)
при ускоренном охлаждении пери- |
|
|
|
|||||||
тектическая |
реакция часто не ус |
|
|
|
||||||
певает |
полностью |
совершиться и |
|
|
|
|||||
оставшаяся |
жидкая фаза |
меняет |
|
|
|
|||||
свой состав |
|
по линии ре. |
В ре |
|
|
|
||||
зультате в |
сплаве Х2 при темпе |
|
|
|
||||||
ратуре точки w образуется эвтек |
|
|
|
|||||||
тика р+у, и сплав оказывается |
|
|
|
|||||||
трехфазным |
|
(а + р + у ). |
В много |
|
|
|
||||
компонентных сплавах возможны |
|
|
|
|||||||
весьма |
разнообразные |
отклоне |
|
|
|
|||||
ния от |
равновесия |
при кристал |
|
|
|
|||||
лизации: например, может по |
|
|
|
|||||||
явиться тройная эвтектика, резко |
|
|
|
|||||||
снижающая |
|
точку |
плавления |
Рис. 6. Схема распределения легирующего |
||||||
сплава. |
|
|
|
|
|
|
||||
|
|
|
|
|
|
элемента по |
сечению дендритной |
ячей |
||
|
Суммируя, можно отметить, |
ки а -раствора |
с 3 -фазой на ее границах |
|||||||
что |
в начальный (/), промежуточный (2) и ко |
|||||||||
в |
результате |
неравновесной |
нечный (3) моменты гомогенизации |
(точ |
||||||
кристаллизации твердого |
раство |
ку |
Г см. на рис. 5,а) |
|
||||||
ра |
создаются |
следующие |
отклонения от равновесного состояния: |
|||||||
а) |
возникает |
внутрикристаллитная |
ликвация; |
б) понижается |
точ |
|||||
ка солидуса сплава; в) из расплава кристаллизуются избыточные фазы, которых не должно быть в равновесных условиях, и вместо однофазной образуется двухфазная или многофазная структура; ,г) увеличивается количество второй фазы, если в равновесных ус ловиях сплав должен быть гетерофазны.м.
§ 2. ИЗМЕНЕНИЕ СТРУКТУРЫ СПЛАВОВ ПРИ ГОМОГЕНИЗАЦИОННОМ ОТЖИГЕ
В результате отклонения от равновесия в процессе кристалли зации литой сплав имеет следующие основные недостатки:
а. Пластичность сплава обычно снижается, если в результате дендритной ликвации появляется избыточная хрупкая фаза. Осо бенно сильно снижается пластичность при образовании по грани цам дендритных ячеек сплошных прослоек из грубых частиц хруп ких соединений (интерметаллидов, карбидов и др.).
б. Центральные участки дендритных ячеек и их границы, имеющие разный химический состав, образуют микрогальванические пары. Поэтому внутрикристаллитная ликвация твердого раствора снижает стойкость против электрохимической коррозии. Появление неравновесной избыточной фазы в твердом растворе обычно также снижает стойкость против коррозии.
в. При обработке давлением, например прокатке и прессова
21
нии, микроучастки, имеющие разный химический состав, вытяги ваются, и может возникнуть строчечная структура. Такая структу ра обусловливает анизотропию свойств в изделии и повышенную склонность к межкристаллитному, а также к шиферному излому. В поперечном направлении может наблюдаться сильное сниже ние относительного удлинения, сужения и ударной вязкости.
г. Дендритная ликвация понижает температуру оолидуса сплава, что, как правило, нежелательно. Например, при быстром нагреве под закалку или обработку давлением изделие может частично оплавиться. Оплавляются участки, в которых находится неравновесно образовавшаяся эвтектика, а также межосные пространства в кристаллитах твердого раствора, обогащенные компонентами, снижающими точку оолидуса.
д. Структура и свойства литого сплава нестабильны во време ни. В изделии, работающем при повышенных температурах, мо жет самопроизвольно постепенно выравниваться состав твердого раствора и рассасываться избыточные фазы. Эти процессы вызы вают ускорение ползучести, а также постепенное изменение свойств, которое может выйти за допустимые пределы.
Для устранения недостатков литой структуры слиток или фа
сонную отливку подвергают отжигу-гомогенизации. |
|
|
||||
|
1. Основные структурные изменения |
|
|
|||
В однофазных сплавах, например |
на |
рис. 3 |
и 5, |
основной |
||
процесс при гомогенизационном отжиге—выравнивание |
состава |
|||||
зерен твердого |
раствора, т. е. устранение |
внутрикристаллитной |
||||
ликвации (см. |
рис. |
4, б). В сплавах, |
содержащих |
неравновесные |
||
избыточные фазы, |
например в сплаве Х2 на рис. 5, |
при гомогени |
||||
зационном отжиге протекают два основных процесса: выравни вание концентрации внутри зерен твердого раствора и растворе ние неравновесных избыточных фаз (рис. 6). В основе этих про цессов лежит диффузия и поэтому гомогенизационный отжиг называют также диффузионным.
В самом начале выдержки при гомогенизационном отжиге сплавов Х2 или Х3 на границе дендритной ячейки с избыточной р-фазой устанавливается равновесная концентрация а-раствора, соответствующая точке предельной растворимости при темпера туре гомогенизации (например, точке г при температуре tr на рис. 5, а). Эта концентрация периферийного слоя а-раствора под
держивается постоянной до |
тех пор, пока |
существует |
избыточ |
ная p-фаза (рис. 6). |
|
|
|
Выравнивание состава |
внутри дендритных ячеек |
является |
|
контролирующим звеном |
гомогенизации, |
определяющим ско |
|
рость и время полного растворения избыточной фазы. Если услов
но |
отделить друг от друга процессы выравнивания состава |
внут |
|
ри |
a -фазы и растворения в ней |
избыточной p-фазы, то |
можно |
схематично нарисовать такую |
картину. Выравнивание |
состава |
|
внутри а-раствора приводит к уменьшению его концентрации на
22
границе с (3-фазой до значений ниже точки г на рис. 5, а и 6 и периферийный слой дендритной ячейки становится 'ненасыщен ным по отношению к (3-фазе. Поэтому (3-фаза растворяется, под нимая концентрацию в периферийном слое а-раствора до равно весной и т. д. Постепенно граница а/(3 перемещается в сторону растворяющейся (3-фазы, а состав a-фазы по сечению дендритной ячейки выравнивается (см. пунктирные линии на рис. 6, соответ ствующие разным моментам гомогенизации).
Если избыточная (3-фаза должна .полностью раствориться (в соответствии е диаграммой состояния), то после ее исчезнове ния через некоторое время завершается и выравнивание кон центрации внутри а-раствора (ем. сплав Х2 на рис. 5, а). Если же состав сплава таков, например Х3, что он и в равновесных усло виях не должен быть однофазным, то при гомогенизации раст воряется только неравновесный избыток второй фазы (или не скольких фаз) и после отжига остается некоторое равновесное их количество (рис. 7). Опыты с алюминиевыми сплавами показа-
V,%
Рис. 7. Зависимость объемной доли растворяющихся структурных составляющих (V) и относительного сужения при 400°С ( ф) от времени гомогенизация при 500°С слитка дуралюмина Д16 диаметром
150 мм (И. И. Новиков, В. С. Золоторевский, Т. Н. Чурбакова)
ли, что время полного устранения внутрикристаллитной ликвации ненамного превышает время полного растворения (тр) неравно весного избытка фаз. Учитывая, что время тр можно легко опре делить, исследуя структуру с помощью светового микроскопа, а для изучения кинетики выравнивания концентрации внутри твер дого раствора необходимо использовать более дорогой и сложный микр'Орентгеноснектральный анализ, вполне допустимо в 'боль шинстве задач время окончания гомогенизации оценивать по вре мени окончания растворения неравновесного избытка фаз.
23
По первому закону Фика количество вещества dm, диффун дирующее за .время dx через площадку ds, нормальную к той линии х, вдоль которой происходит диффузия, пропорционально времени dx, площади ds и градиенту концентрации dC/dx\
dm = — D ---- ■d s dx. |
(1) |
dx |
|
Коэффициент диффузии D зависит от природы сплава, типа и состава твердого раствора, размера зерна и особенно резко от температуры:
(2)
.где R — газовая постоянная; Т — температура;
Q — энергия активации диффузии;
А — константа, практически не зависящая от температуры. Температура входит в показатель степени выражения для
коэффициента диффузии и, следовательно, сравнительно неболь шое повышение температуры должно значительно ускорить диф фузию. Обычно гомогенизационный отжиг проводят при темпера турах выше 0,90—0,95 Тпл (по абсолютной шкале), но ниже точки солидуеа сплава. Иногда температура гомогенизации нахо дится в интервале 0,8—0,9 Т„л.
Энергия активации диффузии Q обеспечивает переход атомов из одного положения в решетке в другое. Необходимый для тако го перехода избыток энергии приобретается атомом от его сосе дей благодаря тому, что атомы непрерывно обмениваются кине тической энергией. Так как величина энергии активации входит в показатель степени, то она очень сильно влияет на величину ко эффициента диффузии.
Энергия активации диффузии элементов, растворенных по спо собу внедрения, меньше, чем у элементов, растворенных по спосо бу замещения. Поэтому последние диффундируют медленнее. Например, легирующие элементы, растворенные в аустените по способу замещения, обладают значительно меньшей диффузион ной подвижностью, чем углерод, растворенный в железе по спо собу внедрения. Энергия активации диффузии углерода в аустените среднеуглеродистой стали равна приближенно 31 000 кал/г-атом, а энергия активации диффузии в аустените важней ших легирующих элементов обычно превышает 60000 кал/г-атом. Скорость диффузии углерода в аустените на несколько порядков больше скорости диффузии важнейших легирующих элементов.
Некоторые легирующие элементы (Cr, Mo, W и др.) не только сами медленно диффундируют, но и замедляют диффузию угле рода в аустените. Например, в стали с 0,4% С энергия активации
диффузии углерода равна примерно 31 000 кал/г-атом; |
добавле |
ние в эту сталь 2,5% Сг повышает энергию активации |
диффузии |
углерода до 37 000 кал/г-атом. |
|
24
Слитки из углеродистых сталей обычно не подвергают гомоге-
низационному отжигу, так как в них при нагревании |
под горя |
|
чую обработку давлением из-за быстрой |
диффузии |
углерода в |
аустените дендритная ликвация успевает |
исчезнуть. |
Легирован |
ные стали для устранения внутрикристаллитной ликвации и
растворения неравновесного |
избытка |
карбидов |
эвтектического |
|||||
происхождения приходится подвергать |
специальному |
нагреву — |
||||||
гомогенизанионному отжигу при температурах 1050—1250°С. |
||||||||
Из закона Фика следует, что скорость диффузионных |
процес |
|||||||
сов должна убывать по мере протекания гомогенизации. |
Дейст- |
|||||||
вительно, скорость |
диффузии |
dtn |
= D |
dCJ ^ |
ds, |
а |
градиент |
|
dr |
d x |
|||||||
концентрации dCjdx при гомогенизации уменьшается. |
Гомогени |
|||||||
зация идет как бы с самоторможением. Отсюда следует |
важный |
|||||||
практический вывод: |
наиболее интенсивно |
гомогенизация проте |
||||||
кает в начальный период отжига. Этот |
вывод |
иллюстрируется |
||||||
графиком рис. 7, на котором уменьшение суммарного |
количества |
|||||||
избыточных фаз при отжиге |
слитка |
дуралюмина Д16 в |
первые |
|||||
30 мин выдержки значительно больше, чем |
в |
последующие 7 ч. |
||||||
Чрезмерно большие выдержки при гомогенизации обычно нецеле сообразны, так как они малоэффективны и приводят к излишнему расходу электроэнергии (топлива) и к неоправданному уменьше нию .производительности. Повышение температуры отжига дейст вует несравненно эффективнее, чем увеличение времени выдержки.
Время выдержки при гомогенизационном отжиге обычно колеб лется в пределах от нескольких до десятков часов (не считая вре мени прогрева). Повышая температуру, можно сократить время выдержки при отжиге.
Время полной гомогенизации зависит не только от температу ры отжига и .природы сплава, определяющих диффузионную под вижность компонентов в твердом растворе. На время гомогениза ции сильно влияет исходная микроструктура литого сплава. Ско рость гомогенизации зависит от толщины частиц избыточной
фазы и размера дендритной ячейки основной фазы. |
фа |
Зависимость времени окончания растворения избыточной |
|
зы тр от средней толщины частиц растворяющейся фазы т |
под |
чиняется уравнению |
(3) |
тр — а ть, |
где а и b —константы для данного сплава и данной температуры гомогенизационного отжига. Показатель степени в этой формуле для алюминиевых сплавов находится в пределах 1,2—2,5. Естественно, что с уменьшением толщины включений время их растворения сокращается. В диапазоне практически встречаю щихся значений т связь тр с т близка к линейной.
С уменьшением размера дендритной ячейки возрастает сред ний градиент концентрации по ее сечению (при постоянной раз ности концентраций раствори на границе и в центре ячейки) и в соответствии с законом Фика должна ускоряться диффузия. Раз
25
мер дендритной ячейки влияет на скорость гомогенизации и через толщину избыточной фазы, так как с уменьшением размера ден дритной ячейки измельчается и избыточная фаза.
Можно использовать два пути ускорения гомогенизации, регу лируя микроструктуру. Первый путь — увеличение скорости кристаллизации сплава. Чем выше скорость кристаллизации, тем меньше размер дендритных ячеек и тоньше частицы избыточных фаз, кристаллизующихся по их границам. Поэтому слитки и фасон ные отливки, затвердевавшие при большой скорости охлаждения, быстрее и полнее гомогенизируются, так как они отличаются бо лее тонким строением. Например, слитки непрерывного литья малого сечения гомогенизируются быстрее, чем слитки большого сечения; кокильные отливки быстрее гомогенизируются, чем дета ли, отлитые в земляные формы.
Другой |
путь ускорения гомогенизации — измельчение структу |
ры слитка |
обработкой давлением. Так, вместо длительного гомо- |
генизанионного отжига слитков легированной стали увеличивают продолжительность нагрева деформированной заготовки перед последним переделом. Вместо отжига слитков алюминиевых спла вов иногда гомогенизируют прессованную заготовку для труб и штамповок. При этом приходится несколько уменьшить скорость прессования слитка, но зато значительно ускоряется гомогенизационный отжиг.
Эффективность применения обработки давлением для ускорения растворе ния избыточных фаз определяется характером изменения структуры при пласти ческой деформации. Структура разных сплавов по-разному меняется при пласти ческой деформации в зависимости от природы избыточной фазы, а также соот ношения механических свойств ее и матрицы. Так, например, в алюминиевом сплаве типа В95 при горячей прокатке Г-фаза (Al2Mg3Zn3J сильно измельчает ся и вытягивается в тонкие строчки, расстояние между которыми уменьшается с увеличением степени обжатия. Поэтому горячая обработка давлением этого сплава резко ускоряет растворение изб! [точной фазы и тем сильнее, чем больше степень деформации (рис. 8). В сплаве же алюминия с 4,5% Си горячая и хо
лодная прокатка очень слабо влияет на размер частиц СиА12 и расстояние меж ду ними. Поэтому даже большие обжа тия слитков этого сплава мало изменя ют время растворения частиц соедине ния СиА12.
Время отжига, ч
Рис. 8. Влияние продолжительности отжи га дри 460°С -на объемную долю растворя ющейся фазы (К) в сплаве типа В95 после литья (/) и прокатки при 460°С с обжати ем 50% (?) и 75% (3) (Пети и Флеминге)
2. Побочные структурные изменения
Одновременно с основными струк турными изменениями, рассмот ренными выше и составляющими цель гомогенизационного отжига, могут протекать побочные изме нения структуры, которые необ ходимо учитывать при выборе термической обработки.
26
Р о с т |
з е р н а . |
В сплаве, испытывающем полиморфное прев |
ращение, |
при гомогенизации в области высокотемпературной фа |
|
зы может |
вырасти |
крупное зерно (о причинах роста зерна после |
перехода через точку полиморфного превращения ом. § 23). Так, при гомогенизационном отжиге легированных сталей, который проводят при высоких температурах, вырастает крупное аустенит ное зерно. В слитках это зерно измельчается при последующей обработке давлением, а фасонные отливки из легированной стали
для устранения нежелательных |
последствий |
перегрева |
|
прихо |
||||||||
дится после гомогенизационного отжига подвергать |
отжигу 2-го |
|||||||||||
рода или нормализации для измельчения зерна |
(см. § 25). |
систем |
||||||||||
И з м е л ь ч е н и е |
з е р н а . |
В литых |
сплавах |
на основе |
||||||||
А1—iMg и А1—Zn—Mg (типа АЛ8, АЛ27-1, АМгб и 1915) |
при го |
|||||||||||
могенизации размер |
зерна |
уменьшается |
в |
1,5—3 раза. |
Это |
не |
||||||
сколько необычное явление было обнаружено |
сравнительно |
не |
||||||||||
давно. Оно не имеет |
однозначного |
объяснения |
(предполагается |
|||||||||
образование новых границ |
в |
результате |
полигонизационных |
и |
||||||||
рекриеталлизационных процессов) |
и не ясно, каково |
его |
|
практи |
||||||||
ческое значение. |
и з б ы т о ч н ы х |
фа з . |
Если сплав |
в |
равно |
|||||||
К о а г у л я ц и я |
||||||||||||
весном состоянии не должен быть однофазным, избыточные фа зы, которые не способны полностью раствориться при температу ре гомогенизации, могут коагулировать и округляться с увеличе нием длительности отжига. Например, в алюминиевых сплавах разветвленные кристаллы силицида Mg2Si, полностью не перехо дящего в твердый раствор, при достаточно высоких температурах отжига становятся более компактными. Подобным образом изме няется форма некоторых избыточных фаз в легированных сталях.
Г е т е р о г е н и з а ц и я с т р у к т у р ы . Для перевода нерав новесного избытка фаз в твердый раствор выбирают такую темпе
ратуру гомогенизационного отжига, чтобы растворимость в |
ме |
||
талле— основе компонентов, входящих в избыточные |
фазы, |
была |
|
высокой. В многокомпонентном сплаве при этой температуре |
мо |
||
жет оказаться низкой растворимость |
компонентов, |
которые не |
|
входят в избыточные неравновесные |
фазы и находятся |
после |
|
кристаллизации в основном твердом растворе. Тогда при гомоге низационном отжиге будут одновременно протекать два процесса: растворение неравновесного избытка фаз в ненасыщенном по от ношению к ним твердом растворе, т. е. собственно гомогенизация сплава, и выделение других фаз из пересыщенного по отношению к ним твердого раствора, т. е. гетерогенизация структуры. Такая гетерогенизация играет важную роль при гомогенизационном отжиге многих алюминиевых сплавов.
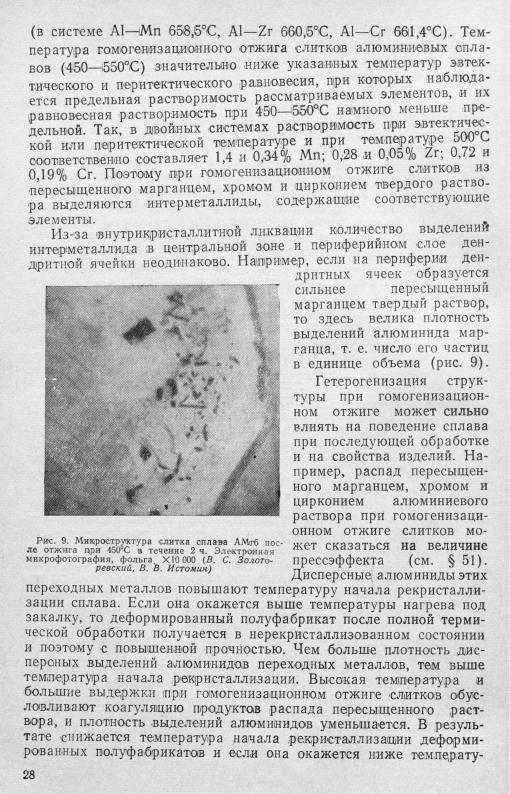
Большинство алюминиевых сплавов содержит марганец, неко торые— цирконий и хром. Эти элементы при быстрой кристалли зации слитков непрерывного литья и тонкостенных отливок пол ностью или частично входят в твердый раствор на базе алюми ния. Эвтектическая или перитектическая температура в соответ ствующих двойных системах близка к точке плавления алюминия
27
ры нагрева под закалку, то прессэффект (повышенная прочность нерекрнеталли'зовэнного материала) не проявится. Таким обра
зом, чтобы обеспечить рассмотренное полезное действие гетерогенизации структуры слитков, следует подобрать режим их отжига, обеспечивающий необходимую дисперсность и плотность выделе
ний алюминидов переходных металлов.
Гетерогенизация структуры слитка может развиваться не только при изотермической выдержке, но и в период охлаждения
с температуры |
отжига. Скорость охлаждения слитков |
при отжи |
ге обычно не |
регламентируют. В производственных |
условиях |
садку охлаждают вместе с печью или выгружают из печи и ох лаждают на воздухе. С понижением температуры уменьшается растворимость в алюминии основных легирующих элементов (меди, магния и др.). При очень медленном охлаждении слитков выделяются грубые частицы СиА12, S-фазы и других фаз. При нагреве под обработку давлением эти грубые выделения пол ностью не растворяются, вытягиваются в направлении главной деформации и снижают механические свойства, особенно показате ли пластичности, в поперечном направлении. Для устранения это
го и других нежелательных последствий гетерогенизации |
струк |
|
туры слитки алюминиевых сплавов следует |
охлаждать |
с темпе |
ратуры гомогенизационного отжига ускоренно |
(на воздухе). |
|
З а к а л к а . При охлаждении слитков легированных сталей с |
||
температуры гамотенизационного отжига на воздухе может прои зойти полная или частичная закалка на мартенсит поверхностных
слоев |
(например, в слитках из сталей |
18Х2Н4ВА |
и 40ХНМА). |
Если |
поверхностные дефекты слитка |
(приваренные |
брызги, пле |
ны, песочины и др.) не удаляются с окалиной и слитки подверга ют обдирке, то необходимо после гомогенизационного отжига про
водить смягчающий высокий отпуск. |
С увеличением |
||||
Р а з в и т и е |
в т о р и ч н о й |
п о р и с т о с т и . |
|||
времени выдержки при отжиге литых алюминиевых |
сплавов |
||||
иногда развивается пористость. Так, если в исходном литом |
об |
||||
разце дуралюмина Д16 объемная доля пор была равна |
0,5%, |
то |
|||
после отжига при 490°С в течение 3 ч она составила 0,8%• |
|
||||
Пористость, |
развивающуюся |
при нагревании |
сплава, |
называ |
|
ют .вторичной в отличие от первичной, образующейся при кристал
лизации. Чем выше температура отжига, |
тем больше вторичная |
||
пористость. |
|
водорода |
|
Одна из причин вторичной пористости •— выделение |
|||
из пересыщенного им твердого раствора, образовавшегося |
при |
||
быстрой кристаллизации. Другой причиной может быть |
эффект |
||
Киркендалла — неравенство встречных |
диффузионных |
потоков |
|
атомов разных компонентов. При вакансионном механизме |
диф |
||
фузии в тех участках твердого раствора, |
откуда уходят |
наиболее |
|
быстро диффундирующие атомы, появляются избыточные вакан сии и возникает диффузионная пористость.
Увеличение пористости при обычном гомогенизационном отжи ге по абсолютной величине весьма невелико и вряд ли значитель
29