

5. Типы клеевых соединений, применяемых в тбпп.

а — плоское;
б — Ш-образное;
в — Т-образное;
г и д— комбинированные;
1 — бумага, оттиск или картон;
2 — тетради;
3 — листы блока;
4 — полимерная пленка или покровный материал;
5 — клеевой слой;
6 — корешковый материал или обложка;
7 — окантовка
Применение плоского склеивания
Плоское склеивание применяется при припрессовке полимерной пленки к оттискам, сборке переплетных крышек типа 5, 7, 8, вставке блоков в крышки, приклейке форзацев, иллюстраций и дробных частей бумажного листа к тетрадям.
При склейке невпитывающих полимерных пленок с гладкой бумагой прочная склейка обеспечивается при толщине клеевого слоя от 30 до 55 мкм в зависимости от гладкости бумаги. При склейке друг с другом пористых материалов с шероховатой поверхностью (бумаги, картона, переплетных покровных материалов) технологически необходимая толщина клеевого слоя возрастает до 60‑90 мкм при механизированной склейке, а при ручной сборке деталей — до 150 мкм.
Применение Ш-образного типа
Клеевые соединения Ш-образного типа применяются в процессах скрепления и обработки книжных блоков, скрепленных швейным или швейно-клеевым способом.
Схема расчета толщины клеевого слоя Ш-образного клеевого соединения:
dт— толщина тетради;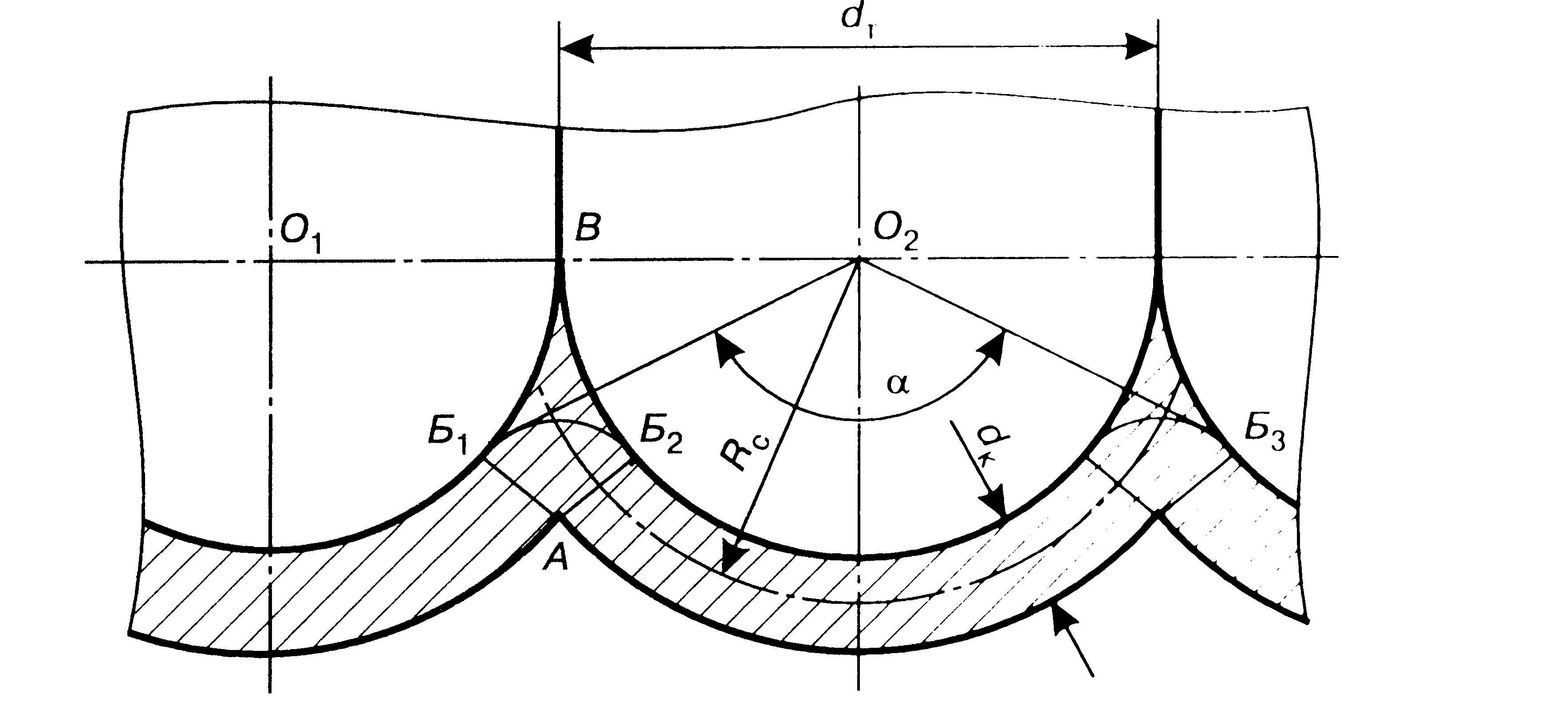
dк — ширина клеевого полукольца;
Rс—средний радиус полукольца;
a— угол охвата приdк=const
Площадь склейки Scкаждой пары тетрадей книжного блока по корешковым фальцам тетрадей зависит от толщины бумаги блокаdб, высоты блока после обрезки и числа страниц в тетрадях Сти может быть определена по площади полуцилиндра:
Sc=p· dб· в · Cт/ 4, где в — высота блока.
Для наиболее употребительных видов бумаги толщиной от 60 до 125 мкм и книжных изданий форматов от 60´90/32 до 84´108/16 площадь клейки клеевого слоя с бумагой изменяется в пределах от 1,1 до 5,9 см2.
Толщина клеевого слоя Ш-образного клеевого соединения неравномерна по сечению: на вершинах корешковых фальцев тетрадей она имеет форму полукольца толщиной dк, а на стыках тетрадей в областях АБ1ВБ2она имеет форму клина с вогнутыми поверхностями.
Нaучастке дуги Б1Б3 толщина воздушно-сухого клеевого слоя может быть определена по формулам:

где Sсс— площадь сечения клеевого слоя, мм2;
Rс- средний радиус полукольца, мм;
a@130° —угол охвата фальцев клеевым слоем приdк=const;
kу— коэффициент усадки клеевого слоя после сушки;
Нр— норма расхода клея, г/мм2;
rк— плотность клея в момент нанесения, г/мм3.
Прочность и долговечность Ш-образного клеевого соединения во многом зависят от полноты заполнения клеем клинообразного пространства между корешковыми фальцами тетрадей блока, которая изначально зависит от типа конструкции блокозаклеечного оборудования, концентрации и вязкости клея и др
Применение Т-образного типа
Т-образный тип клеевого соединения применяется при клеевом бесшвейном скреплении.
Фрезерование корешка позволяет повысить площадь склейки торцевой поверхности листов с клеевой пленкой и листов друг с другом за счет проникновения клея на некоторую глубину между листами.
Общая площадь склейки листов блока при соблюдении режимов фрезерования возрастает в 4‑7 раз, но прочность и долговечность Т-образного клеевого соединения при этом возрастают в меньшей степени по следующим причинам:
механическое воздействие фрезы приводит к частичному разрушению связей между волокнами бумаги в корешковой зоне;
напряжения, возникающие в клеевом слое между листами блока при открывании книги, многократно выше, чем напряжения изгиба в клеевом слое на поверхности корешка.
Большие напряжения растяжения, возникающие в клеевом слое между листами блока при раскрывании книги, приводят к его быстрому разрушению, после чего функцию обеспечения долговечности скрепления блока принимает на себя клееной слои на поверхности корешка. С учетом этого норма расхода клея при КБС примерно в 2 раза выше, чем при заклейке корешка блока, состоящего из тетрадей.
Комбинированные клеевые соединения, сочетающие Ш- или Т-образное с плоским, применяются при окантовке корешка в процессе швейно-клеевого скрепления блоков и при крытье блоков обложками вроспуск. Окантовка корешковой части блока значительно повышает прочность и долговечность клеевого бесшвейного и швейно-клеевого скрепления блоков и одновременно служит корешковым материалом, который обеспечивает прочную связь переплетной крышки с блоком.