

24. Типы и конструкция обложек и крышек книжных блоков.
тип 1 — обложка для крытья внакидку;
тип 2 — обложка для обыкновенного крытья;
тип 3 — обложка для крытья вроспуск;
тип 4 — обложка составная с окантовкой корешка;
тип 5 — переплетная крышка составная; тип 6 — переплетная крышка из одной детали;
тип 7 — переплетная крышка цельнокрытая;
тип 8 — переплетная крышка с накладными сторонками и накладным корешком;
тип 9 — переплетная крышка с накладными сторонками и окантованным корешком.
По конструкции обложки бывают из одной детали (типы 1, 2, 3) и составные (тип 4). В последнем случае обложка состоит из двух сторонок и корешка—окантовочного материала, который наклеивается поверх сторонок при окантовке блока.
Переплетные крышки бывают из одной детали (тип 6), а также цельнокрытые (тип 7) и составные (типы 5, 8, 9), состоящие соответственно из четырех и шести деталей, скрепленных клеем: двух картонных сторонок, отстава и покровного материала, который у составных крышек разделен на три самостоятельные детали — корешок и две покровные сторонки. В составных крышках типа 5 покровные сторонки оклеивают картонные сторонки с загибкой клапанов по верхним, передним и нижним краям и поверх корешка, а у крышек типов 8 и 9 — со всех четырех сторон, причем поверх корешка наклеиваются оклеенные картонные сторонки.
По форме корешка переплетные крышки бывают:
с прямым
с кругленым (цилиндрической формы) корешком.
По наличию и отсутствию кантов обложки и крышки бывают:
без кантов
с кантами.
По виду углов обложки бывают только с прямыми углами, а переплетные крышки — с прямыми, кругленными (имеющими небольшой радиус закругления) и прямыми оклеенными углами.
Типы внешнего оформления обложки и переплетные крышки
с печатью по наружному материалу
с отделкой
с комбинированным оформлением
Пластмассовые переплётные крышки бывают двух- и трехслойными, цельнокрытыми и составными.
В
зависимости от вида и толщины материалов
крышек и прокладок они бывают жесткими,
твердыми или мягкими 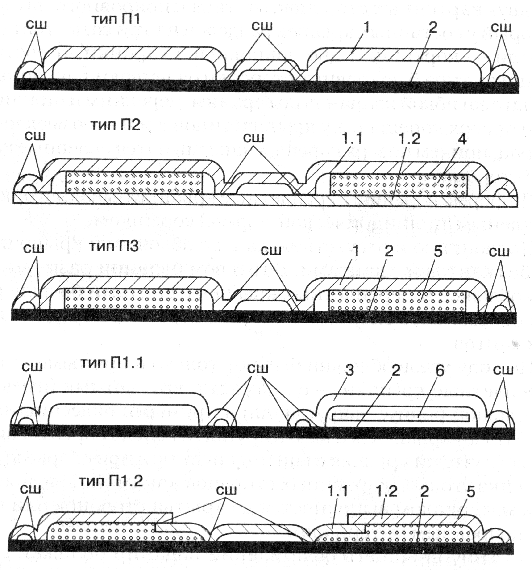
Типы пластмассовых переплетных крышек:
П1 — жесткая цельнокрытая;
П1.1 — жесткая с прозрачными покровными сторонками;
П1.2 — жесткая составная: сш — сварной шов;
П2 — твердая цельнокрытая;
ПЗ — мягкая цельнокрытая;
1 — эластичная непрозрачная пленка;
и 1.2— разные виды эластичной непрозрачной пленки;
2 — жесткая непрозрачная пленка;
3 — эластичная прозрачная пленка;
4 — картонная сторонка;
5 — поролоновая сторонка;
6 — иллюстрация
25. Факторы, влияющие на качество оттисков с припрессованной пленкой.
Гладкость поверхности, прозрачность пленки, соответствие цветовой гаммы эталонному оттиску и отсутствие дефектов плотности припрессовки оцениваются визуально
Прочность закрепления пленки на оттискев цеховых условиях проверяют двумя приемами: по отрыву пленки от бумаги и складыванию листа пленкой внутрь с проглаживанием сгиба ногтем. Отслаивание пленки на пробельных участках оттиска должно происходить по бумаге, а пленка на сгибе не должна отслаиваться.
В процессах припрессовки полимерной пленки и лакового слоя к режимам припрессовки относятся сила прижима F в каландре, температура каландра tк, скорость припрессовки и, а к технологическим факторам — толщина, гладкость, объемная масса бумаги, наличие красочного слоя и вид печати.
Сила прижимаобеспечивает определенное давление в прессовой паре, необходимое для смятия и сглаживания вершин макронеровностей бумаги, приведения в полный контакт смыкающихся поверхностей полимерной пленки и бумаги, вдавливания адгезива (клея или лака), находящегося в вязкотекучем состоянии, в углубления и поры бумажной поверхности, обеспечивает достаточную плотность и прочность припрессовки.
Среднее значение технологически необходимого давленияприпрессовки может быть вычислено по формуле рср=F/S, гдеS— площадь контакта в прессовой паре, которая может быть определена по диаметру цилиндров и жесткости резины в прессовой паре каландра. Она зависит от технологических факторов — гладкости и объемной массы бумаги, вязкости адгезива в момент прижима.
Температура каландрапри всех способах припрессовки устанавливается в соответствии с температурой размягчения сухого лака или средней температурой плавления термопластического полимера, используемого в качестве адгезива.
Скорость припрессовкиполимерной пленки и лакового слоя определяет производительность оборудования, время контакта лицевого слоя с теплоносителем и время силового воздействия на склеиваемые материалы в каландре.
Толщина бумагиопределяет ее жесткость, сопротивление изгибу и величину абсолютной остаточной деформации поверхностных слоев, которую можно получить при данном режиме припрессовки.
Гладкость бумаги. При всех способах припрессовки полимерной пленки и лакового слоя менее гладкая бумага требует увеличения температуры и силы прижима каландра, что обеспечивает повышение пластичности материалов, более полное сглаживание вершин макронеровностей бумаги, большую глубину проникания адгезива в бумагу.
Объёмная масса бумаги. Бумага с высокой объемной массой — мелованная, иллюстрационная, для глубокой печати — требует повышенной температуры и силы прижима каландра, чтобы обеспечить плотный контакт подсушенной клеевой пленки, расплава полимера или лака с оттиском.
Красочный слой и вид печати. Фоновая печать и многокрасочные оттиски намного ухудшают смачивание поверхности запечатанной бумаги клеем и расплавом, снижают плотность припрессовки и прочность закрепления полимерной пленки на оттиске. Как правило, такие оттиски требуют повышения температуры и силы прижима каландра, чтобы обеспечить достаточную плотность и прочность припрессовки.