

ОТП Обувь-производство,конкурентоспособность
.pdfКонструктивные операции связаны с присоединением деталей, узлов, групп (наклеивание межподкладки на союзку и задинку, настрачивание союзки на задинку).
Вспомогательные операции облегчают выполнение последующих технологических операций и улучшают внешний вид изделия (выполнение декоративной строчки на союзке, горячее полирование урезка подошвы, наклеивание союзки на задинку).
При составлении перечня технологических операций необходимо придерживаться следующего:
−предшествующие операции не должны затруднять выполнение последующих операций;
−после выполнения каждой конструктивной операции число неприкреплённых деталей должно максимально сокращаться;
−перечень технологических операций должен соответствовать схеме сборки заготовки верха обуви и сборки обуви.
Перечень технологических операций сборки заготовки верха обуви следует составлять так, чтобы большинство операций выполнять до образования замкнутого контура. При этом исключаются операции, требующие изгибания деталей, которое затрудняет сборку заготовки верха обуви. Сначала необходимо соединять плоские детали на швейных машинах с цилиндрическим рукавом. При сборке заготовок верха обуви целесообразно по возможности избегать продёргивания и закрепления концов ниток. Для этого рекомендуется выводить концы ниток от строчек на затяжную кромку или прикрывать концы строчек настрачиваемой деталью.
Можно разработать несколько вариантов технологического процесса сборки любого изделия. Необходимо стремиться выбрать наименее трудоёмкий вариант сборки. При разработке технологического процесса может быть два случая:
−технологический процесс разрабатывается для изделий проектируемого предприятия;
−технологический процесс разрабатывается для изделия действующего предприятия.
В первом случае выбирают наиболее эффективные способы обработки деталей и сборки их в узлы, группы и изделие на основе последних достижений технологии производства данного изделия, наиболее совершенного оборудования и новых вспомогательных материалов. Во втором случае необходимо учитывать технологию производства и оборудование действующего предприятия, новую технологию производства данного изделия и имеющееся оборудование.
При составлении перечня технологических операций обработки деталей и сборки их в изделие используют типовую технологию. Типовая технология содержит разработки типовых технологических процессов обработки деталей и сборки их в типовые изделия.
Методику изготовления обуви разрабатывают в виде технологических и инструкционных карт.
71

Технологическая карта – детальная расшифровка каждой операции, в которой даётся порядковый номер и наименование технологической операции, применяемое оборудование и инструменты, вспомогательные материалы, рисунок или разрез обрабатываемого участка изделия с указанием технологических нормативов выполнения операции (расстояний строчки от края и между строчками, число стежков на 1 см строчки, режима операции – времени, давления, температуры, влажности, скорости движения воздуха и др.).
Инструкционные карты разрабатывают на основе технологических и вывешивают на рабочих местах. Эти карты служат для проведения инструктажа рабочего, а также для контроля правильности выполнения рабочим технологических нормативов операции. Указания карты учитываются при хронометраже норм выработки на технологической операции.
В инструкционной карте даются: схема организации рабочего места; рисунок или разрез обрабатываемого участка изделия с указанием технологических нормативов; требования, предъявляемые к предыдущей операции; дефекты, возможные при выполнении данной операции, и причины их возникновения; меры предупреждения и устранения дефектов; перечень вспомогательных материалов и нормы расхода их; расценка выполнения данной операции.
При разработке технологических карт используют условные обозначения стороны материала, технологических процессов, режимов выполнения операции (рис. 3.1).
л |
– лицевая сторона |
– взъерошивание |
|
~ |
– нелицевая (бахтар- |
– первое шлифование |
|
|
|
мяная) сторона |
– второе шлифование |
|
– |
фрезерование |
|
|
|
|
|
|
– |
горячее полировахххх |
– нанесение красок и клеёв |
Тние
– холодное полирова- |
nст – число стежков на 10 мм строчки |
|
|
ние |
– ниточный шов |
t – время |
W – влажность материала |
Т – температура |
С – концентрация клея |
Р – давление |
φ – влажность воздуха |
Рис. 3.1. Условные обозначения на технологических картах
При разработке технологических карт используют также условные обозначения вида материала на разрезе обрабатываемого участка изделия
(рис. 3.2).
72

– дерево |
– металл |
– резина |
– картон |
– пластмасса |
– кожа |
|
– ткань
Рис. 3.2. Условные обозначения вида материала на разрезе обрабатываемого участка изделия
Технологическая схема и методика изготовления обуви являются основными документами для организации производства, расчёта количества рабочих, выбора оборудования и разработки рациональной организации рабочих мест, компоновки их в производственных помещениях, оснащения рабочих мест соответствующими вспомогательными материалами, инструментами и приспособлениями для выполнения технологических операций и контроля качества.
3.2. Разработка технологического процесса производства мужских полуботинок с настрочными берцами
и деталями союзки
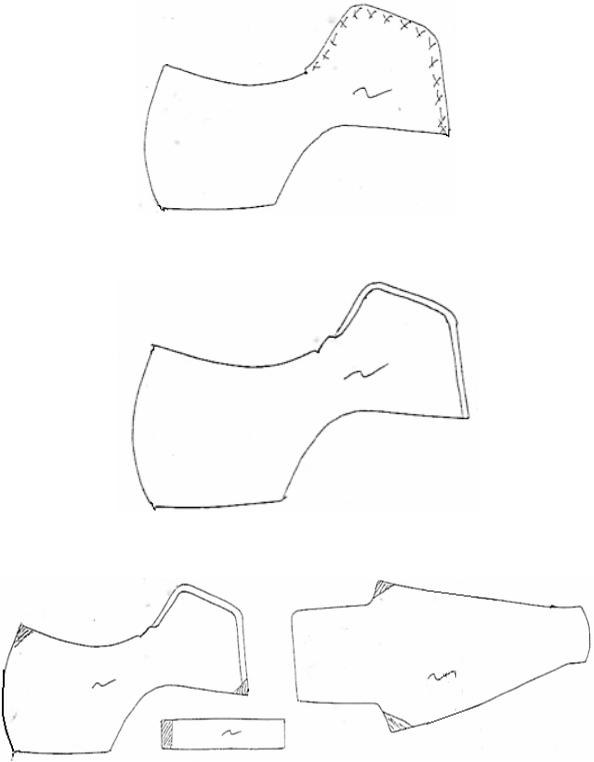
На рисунке 3.3 приведена модель мужских полуботинок с настрочными берцами и деталями союзки. Конструкция ЗВО отличается от базовой и имеет технологические особенности сборки.
Рис. 3.3. Мужские полуботинки
73
Составлена структурная таблица деталей верха и низа обуви мужских модельных полуботинок (табл. 3.1).
Структурная таблица деталей обуви |
Таблица 3.1 |
||||
|
|
||||
Наименование детали |
Количество |
Материал |
Толщина |
|
Стандарт |
деталей на |
детали, |
|
|||
детали |
|
на материал |
|||
|
пару обуви |
|
мм |
|
|
|
Наружные |
детали верха |
|
|
|
1. Союзка |
2 |
Выросток хро- |
1,0 |
|
ГОСТ 939 |
|
|
мового дубления |
|
|
|
2. Берец наружный |
2 |
То же |
1,0 |
|
То же |
3. Берец внутренний |
2 |
- // - |
1,0 |
|
- // - |
4. Деталь союзки наружная |
2 |
- // - |
1,0 |
|
- // - |
5. Деталь союзки внутренняя |
2 |
- // - |
1,0 |
|
- // - |
6. Задний наружный ремень |
2 |
- // - |
1,0 |
|
- // - |
|
Внутренние детали |
|
|
|
|
7. Кожподкладка под берец |
2 |
Выросток |
0,9 |
|
ГОСТ 940 |
наружный |
подкладочный |
|
|||
|
|
|
|
||
8. Кожподкладка под берец |
2 |
То же |
0,9 |
|
То же |
внутренний |
|
||||
|
|
|
|
|
|
9. Кожподкладка под язычок |
2 |
- // - |
0,8 |
|
- // - |
10. Текстильная подкладка |
2 |
Тик-саржа |
0,6 |
|
ГОСТ 19196 |
под союзку |
|
||||
|
|
|
|
|
|
11. Кожкарман |
2 |
Выросток |
0,8 |
|
ГОСТ 940 |
|
подкладочный |
|
|||
|
|
|
|
|
|
|
Промежуточные детали |
|
|
|
|
12. Межподкладка под |
2 |
Термоткань |
0,3 |
|
ТУ17-21-447 |
деталь союзки наружную |
|
|
|
|
|
13. Межподкладка под |
2 |
То же |
0,3 |
|
То же |
деталь союзки внутреннюю |
|
|
|
|
|
14. Межподкладка под |
2 |
- // - |
0,3 |
|
- // - |
берец наружный |
|
|
|
|
|
15. Межподкладка под |
2 |
- // - |
0,3 |
|
- // - |
берец внутренний |
|
|
|
|
|
16. Межподкладка под союзку |
2 |
- // - |
0,3 |
|
- // - |
17. Мягкий кант |
2 |
Поролон |
2,0 |
|
ТУ 6-05-1688 |
18. Подносок |
2 |
Термопластиче- |
1,1 |
|
ТУ 17-2 1-592 |
|
ский материал |
|
|
||
|
|
|
|
|
|
19. Задник |
2 |
Термопластиче- |
2,2 |
|
ТУ 17-21-593 |
|
ский материал |
|
|||
|
|
|
|
|
|
|
Детали |
низа обуви |
|
|
|
20. Подошва |
2 |
Полиуретан |
- |
|
ТУ 17-21-492 |
21. Основная стелька |
2 |
Картон СОМ |
2,2 |
|
ГОСТ 9542 |
22. Вкладная стелька |
2 |
Выросток |
0,9 |
|
ГОСТ 940 |
|
подкладочный |
|
|||
|
|
|
|
|
|
23. Мягкий подпяточник |
2 |
Пенополиуретан |
2,0 |
|
ТУ 6-05-1688 |
24. Геленок |
2 |
Металл |
- |
|
ОСТ 17-24 |
25. Простилка |
2 |
Картон ПР |
2,0 |
|
ГОСТ 9542 |
74
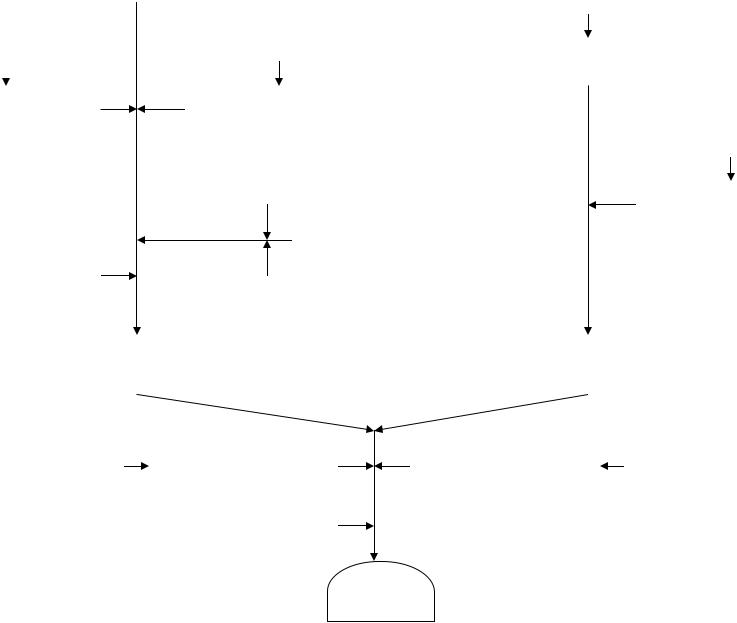
ЗВО сборки схема Укрупнённая .3.3 .Рис
|
|
6 |
|
Задний наруж- |
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
1 |
Межподкладка |
2 |
|
|
||||||||||
|
|
|
|
|
ный ремень |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
под союзку |
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
1 |
Межподкладка |
|
2 |
|
|
1 |
|
Межподкладка |
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|||||
4 |
под берец |
|
|
|
|
5 |
|
|
под берец |
|
|
|
|
|
1 |
Союзка |
2 |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
2 |
Берец наружный |
|
2 |
|
|
3 |
|
|
Берец |
|
2 |
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
внутренний |
|
|
|
|
|
|
|
|
1 |
|
Текстильная подкладка |
2 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
под союзку |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
7 |
|
Кожподкладка |
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
под берец |
|
|
|
|
|
|
|
|
9 |
|
Кожподкладка |
2 |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
под язычок |
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
Кожкарман |
2 |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
Мягкий кант |
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
7 |
|
|
|
|
|
|
|
8 |
|
Кожподкладка |
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
под берец |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
Узел берцев |
|
|
|
|
|
|
|
|
|
|
|
|
|
Узел союзки |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
Межподкладка |
2 |
|
4 |
Деталь союзки |
2 |
|
5 |
Деталь союзки |
2 |
|
1 |
Межподкладка под |
2 |
под деталь союзки |
|
|
|
|||||||||||
|
|
|
деталь внутреннюю |
|||||||||||
2 |
наружную |
|
|
|
наружная |
|
|
|
внутренняя |
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
Подносок |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
75
ЗВО
75

Технологический процесс сборки заготовки верха обуви мужских полуботинок с настрочными берцами и деталями союзки включает следующие операции:
1. Дублирование наружных деталей верха с межподкладкой
а) Распыление клея ECOSAR 41-55 на межподкладку под союзку (трикотаж)
б) Дублирование деталей верха термотканью
Температура менее 100 °С, время выдержки 3 с
в) Дублирование союзки с межподкладкой
Температура менее 100 °С, время выдержки 1 с
76
2. Намазка клеем берцев под загибку. Сушка
3. Загибка берцев по лекалу (не до конца)
4. Подфальцовка (спускание) деталей верха
5. Отметка деталей верха под сборку. Операция выполняется вручную по намёточным лекалам тупым шилом
77

6. Намазка клеем задних краёв берцев и заднего наружного ремня под сборку. Сушка
Время сушки – 5–7 минут при комнатной температуре
7. Наклеивание заднего наружного ремня на берцы по отметке. Укрепление тесьмой заднего шва (ширина тесьмы 3 см).
8. Настрачивание заднего наружного ремня на берцы двухрядной строчкой
Шв. машина 441кл. (двухигольная). 3–4 стежка на 1 см.
Нитки PENNY 60/3. Иглы 134-8022
9. Настрачивание кожкармана на кожподкладку под берцы. Шв. машина 330-8 кл. 5–6 стежков на 1 см Нитки PENNY 60/3 Иглы 134-8022.
Кожкарман не должен перекрывать гофры, а должен находиться на центрах гофр.
78

10. Настрачивание кожподкладки под язычок на текстильную подкладку однорядной строчкой.
Шв. машина 330-8 кл. 5–6 стежков на 1 см Нитки PENNY 60/3 Иглы TRITIP – 75 (круглая)
11. Сострачивание кожподкладки под берцы с узлом берцев по верхнему канту тачным швом
Шв. машина
330-8кл.
5–6 стежков на 1 см Нитки PENNY 60/3 Иглы TRITIP – 75 (круглая)
12. Намазка клеем узла берцев, подклады под берцы и пенорезины под мягкий кант
79

13. Выворачивание мягкого канта: тачной шов загибаем на 1-2 мм на сторону наружных деталей и одновременно делаем загибку на берцах, на наружные детали наклеиваем пенорезину, подкладку выворачиваем, мягкий кант околачиваем.
14. Строчка канта берцев (на 1-2 стежка ниже отметки ниточных закрепок) с одновременным фиксированием мягкого канта однорядной строчкой.
Кожподкладка под берцы должна быть выложена так, чтобы отметки ниточных закрепок были выше разрезов на кожподкладке.
Шв. машина 330-8 кл. 5–6 стежков на 1 см Нитки PENNY 60/3 Иглы 134-8022
15.Обрезка излишков кожподкладки под берцы (до разрезов).
16.Окрашивание краёв кожаной подкладки под берцы.
17.Пробивание отверстий под блочки (d=3 мм).
18.Намазка клеем союзки и кожподкладки под союзку. Сушка.
80