

2.6.2. Мундштучное прессование
Этот метод используется при производстве трубчатых керамических конденсаторов с толщиной стенки ~ 0,2-0,5 мм. Такие конденсаторы получают протяжкой мокрым способом. Как правило, материалы для изготовления конденсаторов мало пластичны и для повышения пластичности в них вводят связку в количестве 7 – 10 масс. % (клейстер из муки, сахар и др.). Исходные компоненты и связку тщательно перемешивают для устранения дефектов (пор типа булавочных уколов). Для удаления воздуха используется вакуумная массомялка. Полученную массу выдавливают через трубчатый мундштук так же, как при изготовлении макарон. Полученные трубки содержат большое количество влаги и связки, которые удаляют с помощью медленной сушки. Интенсивная сушка может приводить к искривлению трубок и появлению трещин. Спустя некоторое время трубки разрезают в соответствии с заданными размерами. Затем их тщательно высушивают и обжигают.
Примерные составы шихты для изготовления трубчатых конденсаторов:
1. BaTiO3 - 80%, SrTiO3 - 10%, CaZrO3 – 10%.
(Диэлектрическая проницаемость материала = 6000 при температуре 300 К.)
2. BaTiO3 - 89%, CaZrO3 - 10%, MgZrO3 – 1%.
(Диэлектрическая проницаемость материала = 5000 при температуре 300 К.)
2.6.3. Изостатическое прессование
Этот метод основан на всестороннем обжатии засыпанного в эластическую форму пресс-порошка давлением жидкости или сжатого газа. Когда используется жидкость (рис. 2.8), то говорят о гидростатическом прессовании (обычное давление жидкости 10-103 МПа). Всесторонне приложенное давление от жидкости к прессуемому изделию обеспечивает равномерное уплотнение, что позволяет получать однородные и плотные заготовки сложной формы. В самых общих чертах принципиальная схема метода показана на рисунке.
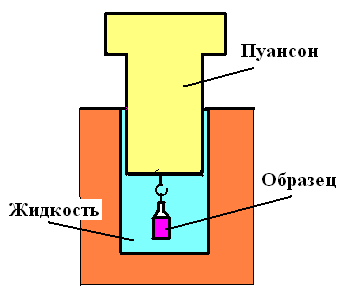
Рис. 2.8. Метод гидростатического прессования
Предварительно спрессованный образец, помещенный в резиновый мешок, подвешивают в жидкости (например, в воде, глицерине и др.). При подаче давления на пуансон плунжером гидравлического пресса давление в жидкости возрастает, и образец сжимается, воспринимая со всех сторон равномерное давление в соответствии с законом Паскаля. При этом направленность давления отсутствует и в связи с тем, что трение между внутренней поверхностью резинового мешка и порошковой заготовкой не играет роли, можно получить спрессованную заготовку с равномерным заполнением.
2.6.4. Прессование взрывом
И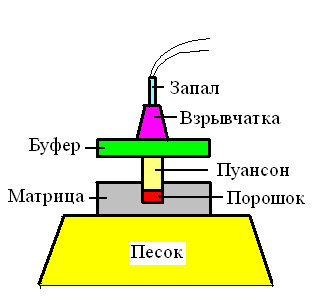 спользуют
также способ взрывного прессования,
схема которого показана на рис. 2.9.
спользуют
также способ взрывного прессования,
схема которого показана на рис. 2.9.
Рис. 2.9. Метод прессования взрывом
Буферная пластина, помещаемая поверх пуансона, предназначена для предотвращения больших разрушений в нем при взрыве. В качестве взрывчатого вещества используют тринитротолуол или карлит. С помощью электрического запала поджигают взрывчатку, создающую в момент взрыва большое давление. При массе тринитротолуола 30 г плотность заготовки пьезокерамики ЦТС, спрессованной взрывом, была равна 5,8-5,9 г/см3 (примерно 70-80% теоретической плотности ЦТС), что соответствует давлению 1,7 ГПа при обычном статическом прессовании. Рентгенофазовый анализ порошковой смеси, спрессованной взрывом, не обнаружил химических изменений. Однако перспективы использования этого способа для порошков сложных оксидов пока еще не определены.