

2.4. Обезвоживание и сушка
Малое количество шихты обезвоживают с помощью фильтровальной бумаги, которая впитывает воду, после чего частично обезвоженную шихту высушивают в сушильном шкафу.
В промышленности при массовом производстве используют фильтр - прессы. Фильтр-пресс предназначен для обезвоживания шликера, образующегося при смешивании исходных компонент мокрым способом. Он содержит чугунные рамы, на которые натянута фильтровальная ткань. Шликер подается в фильтровальные камеры под давлением до 1 МПа, при этом вода отфильтровывается, а обезвоженный материал скапливается на ткани в виде коржей. В зависимости от вида исходных компонентов фильтрование продолжается 0,5 – 3 часа. Полученные таким образом коржи для окончательного высушивания направляют в сушилку.
2.5. Гранулирование шихты
Гранулированием называется операция, заключающаяся в придании веществу в виде порошка или жидкости формы гранул, имеющих приблизительно одинаковые размеры и форму. В керамической технологии гранулирование применяют при формовании заготовок изделий методом прессования. Гранулированные порошки имеют гладкие и достаточно крупные гранулы, обладающие хорошей текучестью. Они могут быть засыпаны в пресс-форму равномерно без образования крупных полостей.
Для изготовления гранул применяют следующие способы: обычное гранулирование, гранулирование прессованием, распылительной сушкой и др.
Обычное гранулирование. В порошок вводят необходимое количество связки и воды, тщательно смешивают в ступке или протирочной машине и пропускают через сито с размером ячеек 150-800 мкм. В полученных гранулах частицы порошка объединены под действием сцепляющих сил связки. Этот способ чаще всего применяется в лаборатории.
Гранулирование прессованием. По этому способу в порошок вводят связку, проводят предварительное формование прессованием, полученную заготовку измельчают и пропускают через сито. По сравнению с обычным гранулированием этот способ дает гранулы с большей плотностью и более высокой механической прочностью, что особенно важно при формовании крупногабаритных и сложных по форме изделий (ферритов).
Распылительная сушка. Шликер, состоящий из равномерно смешанной шихты со связкой, распыляют форсункой или пульверизатором в верхней части грануляционной башни. Образующиеся в этом устройстве капли во время падения высушиваются и превращаются в гранулы (рис. 2.3). Этот способ применяют в массовом производстве конденсаторных керамических материалов. Достоинства способа заключается в том, что при тщательно подобранных вязкости шликера и давлении в форсунке образуются круглые гранулы, обладающие хорошей текучестью. В качестве пластификатора обычно используют крахмал или пшеничную муку, разведенную в воде 1:5. При тщательном перемешивании
и нагревании получают клейстер. Его вводят в количестве 2-3 масс. % от общей массы сухого порошка.
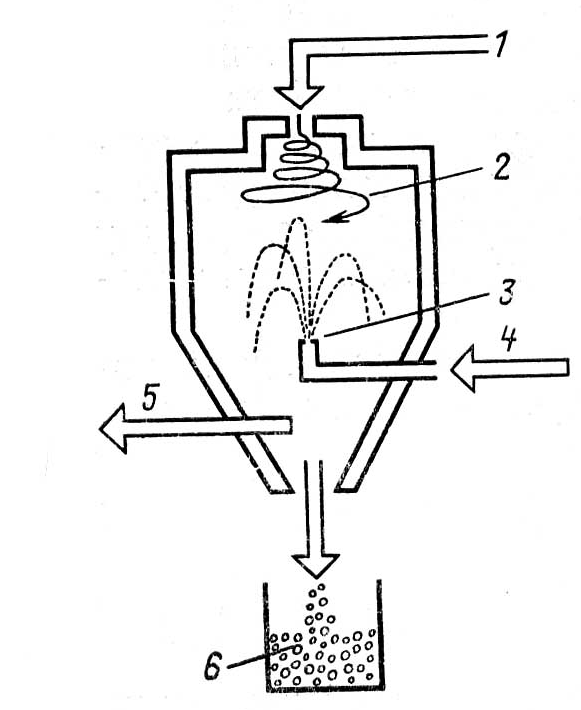
Рис. 2.3. Схема распылительного гранулятора форсуночного типа: 1 – горячий воздух; 2 – спиральный воздушный поток; 3 – форсунка; 4 – шликер из исходного материала; 5 – воздух; 6 – гранулы.