

3.8. Особые методы обработки
В современном машиностроении наряду с обработкой металлов резанием, сопровождающимся снятием стружки, применяют ряд особых методов обработки без снятия стружки. Применение этих методов повышает производительность и точность обработки, чистоту и прочностные свойства поверхностей.
Эти методы можно подразделить на методы обработки металлов давлением в холодном состоянии и электрические методы обработки.
3.8.1. Обработка металла давлением
в холодном состоянии
К способам обработки металла давлением относятся: калибрование отверстий шариком и оправкой, редуцирование, обработка поверхностей гладкими роликами, давильные работы, накатывание рифлений, накатывание зубчатых колес, наклепывание поверхностей шариками, дробеструйный наклеп.
Калибрование шариком и оправкой. Калиброванию подвергают гладкие цилиндрические отверстия, а также отверстия с фасонным поперечным сечением. Короткие отверстия калибруют на прессах, проталкивая гладкую оправку или шарик через обрабатываемое отверстие с натягом.Длинные отверстия калибруют протягиванием калибрующей оправки через обрабатываемое отверстие на протяжном станке.
На рис. 3.42 приведены схемы калибрования отверстий.
Калибрование повышает точность обработки на 30 - 35 %, а также исправляет погрешности формы. Точность обработки может быть также повышена за счет двух- или трехкратного калибрования с распределением натяга между каждым переходом.
Применяемые для калибрования стальные шарики обладают тем преимуществом перед оправками, что срок их использования более продолжителен, так как они имеют практически бесконечное число калибрующих поясков. Кроме того, смещение точки приложения проталкивающей силы не вызывает перекоса. Область применения шариков ограничивается их стандартными размерами.
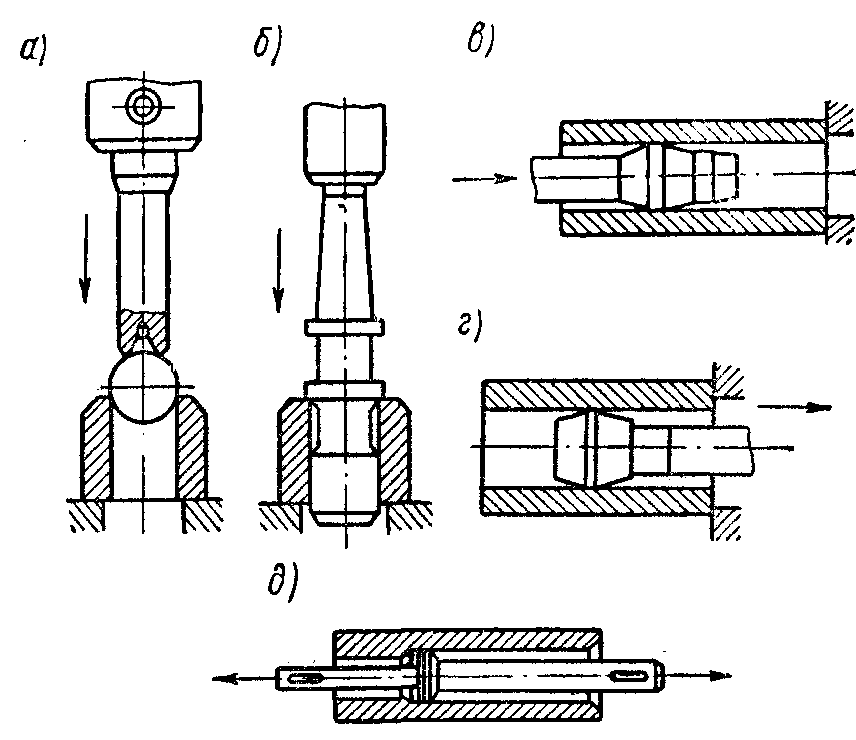
Рис. 3.42. Схема калибрования отверстий:
а - проталкиванием шарика; б и в - проталкиванием оправки;
проталкиванием шарика; г - протягиванием оправки; д - протягиванием оправки с возвратно-поступательным движением
Обработка поверхностей гладкими роликами. Сущность этого вида обработки заключается в том, что вращающиеся ролики, прижимаясь к обрабатываемой поверхности под давлением, сминают неровности и создают наклепанный слой, повышающий эксплуатационные свойства обрабатываемой поверхности.
Схемы обработки поверхностей роликами могут быть самыми различными. Выбор той или иной схемы зависит от формы поверхности, жесткости обрабатываемой заготовки и технологического назначения обработки.
Обработка роликами обычно выполняется на универсальных станках. Так, например, обкатывание наружных цилиндрических поверхностей осуществляют на токарных, револьверных и карусельных станках, а раскатывание отверстий, кроме указанных, также на сверлильных и горизонтально-расточных станках; плоские поверхности обкатывают на поперечно-строгальных станках.
Накатывание рифлений. Для образования на поверхностях цилиндрических деталей рифлений применяют метод накатывания плоскими плашками (на резьбонакатных станках) или вращающимися цилиндрическими роликами (на токарных и револьверных станках). Плоские поверхности накатывают на поперечно-строгальных, и горизонтально-фрезерных станках свободно вращающимися роликами с принудительной подачей заготовок.
Наклепывание поверхностей шариками. Для повышения твердости и улучшения шероховатости поверхности заготовки применяют метод наклепывания шариками. Сущность этого метода заключается в том, что обрабатываемую поверхность подвергают многократным, следующим один за другим, ударам шариками. Для этого шарики помещают в гнезда диска, вращающегося с большой скоростью, в которых шарики под действием центробежной силы смещаются на определенную величину в радиальном направлении и через отверстия на периферии диска наносят удары по обрабатываемой поверхности.
Дробеструйное наклепывание. Для повышения прочности деталей, работающих в условиях ударной нагрузки, предупреждения их растрескивания при работе в коррозионных средах, а также для повышения маслоудерживающих свойств обработанной поверхности применяют дробеструйное наклепывание. Сущность этого процесса заключается в том, что обработанную заготовку подвергают многочисленным ударам дробинок из чугуна, стали, алюминия или стекла. Чугунную или стальную дробь применяют для наклепывания стальных изделий, а алюминиевую или стеклянную - для наклепывания изделий, изготовленных из цветных сплавов. Глубина наклепа обычно не превышает 2 мм.