

Методическое пособие 799
.pdfВвиду относительно сложного процесса изготовления и высокой стоимости пресс-форм, их использование характерно для серийного и массового производства.
Замечание. В Autodesk Inventor пользователь может вставить стандартную пресс-форму, выбрав ее из библиотеки пресс-форм поставщика, например, DME, HASCO, Futaba или LKM. Кроме того, можно настроить любой из типов стандартной пресс-формы. Следует отметить, что компания Autodesk постоянно взаимодействует с производителями пресс-форм и стандартная библиотека может быть расширена по адресу: https://knowledge.autodesk.com/sites/default/files/file_downloads/Inventor_2016_ _MldDesContLibs_ReadMe_rus.htm.
Выберите на ленте вкладку "Сборка пресс-формы" панель "Сборка пресс-формы" элемент "Пресс-форма"  (рис. 6.16).
(рис. 6.16).
Рис. 6.16. Вызов диалогового окна "Пресс-форма"
В диалоговом окне "Пресс-форма" выберите поставщика и тип FUTABA SA-S. Выберите размер пресс-формы 250 x 250 мм.
Выберите в графическом окне "Размещение" "Ссылка на размеще-
ние" так, как показано на рис. 6.17.
Рис. 6.17. Размещение опорной точки
141

Разверните диалоговое окно "Пресс-форма" с помощью стрелок вверху или внизу с правой стороны диалогового окна (если оно не развернуто, на рис. 6.17 представлено развернутое окно).
В списке "Компоненты" выберите SA-S-AP 250X250X60.
Щелкните элемент "Настройки свойств"  справа от выбранного компонента в списке "Компоненты" (рис. 6.18).
справа от выбранного компонента в списке "Компоненты" (рис. 6.18).
Рис. 6.18. Настройка свойств компонентов пресс-формы
В списке "Параметры" диалогового окна SA-S-AP установите значение H_ равным 70 мм (рис. 6.19).
Рис. 6.19. Настройка параметра высоты компонента пресс-формы
Нажмите кнопку "ОК" в диалоговом окне SA-S-AP. Нажмите кнопку "ОК" в диалоговом окне "Пресс-форма".
Чтобы создать пресс-форму и закрыть диалоговое окно, подтвердите имена, указанные по умолчанию в диалоговом окне "Именование файлов", и нажмите кнопку "ОК". Вся сборка пресс-формы должна выглядеть так, как показано на рис. 6.20.
На панели быстрого доступа нажмите кнопку "Сохранить"  . Сборка пресс-формы состоит из множества узлов и файлов деталей. Нажмите кнопку "Да для всех" а затем "ОК" в диалоговом окне "Сохранить", чтобы сохранить сборку с зависимыми файлами (рис. 6.21).
. Сборка пресс-формы состоит из множества узлов и файлов деталей. Нажмите кнопку "Да для всех" а затем "ОК" в диалоговом окне "Сохранить", чтобы сохранить сборку с зависимыми файлами (рис. 6.21).
Замечание. При работе с пресс-формами в Inventor Mold Design создается большое количество файлов и ссылок на них. Файлы проекта влияют на
142

среду пресс-формы следующим образом. Папка "Шаблоны" определяет местоположение, в котором сохраняются шаблоны файлов. Доступны шаблоны проектирования пресс-форм в метрических (DIN и мм) и британских (дюй-
мы) единицах измерения. В папке "Файлы Библиотеки компонентов" ука-
зывается корневая папка для файлов библиотеки компонентов проекта. Посредством "Библиотеки компонентов" осуществляется управление некоторыми стандартными компонентами, используемыми в Inventor Mold Design. Важно проверить, что этот путь правильно указывает местоположение "Биб-
лиотеки компонентов". К компонентам, связанным с "Библиотекой ком-
понентов", относятся шнеки, направляющие шпильки и направляющие втулки.
Рис. 6.20. Компоновка готовой пресс-формы
Рис. 6.21. Сохранение файлов компонентов пресс-формы
143

Замечание (продолжение). Inventor Mold Design поддерживает широкий диапазон компонентов из коммерческих библиотек, включая прессформу, выталкиватель, регулятор, подъемник, литниковую втулку, установочное кольцо и фиксаторы. Готовые компоненты соответствуют промыш-
ленным стандартам D-M-E, Futuba, HASCO, Progressive, Punch, Misumi, Sideco, Meusburger, Strack, Pedrotti и Rabourdin. Все эти компоненты созда-
ются в приложении Inventor Mold Design с использованием "Библиотеки пресс-форм", а не "Библиотеки компонентов".
Как и в случае с библиотеками в среде проектирования детали/сборки, необходимо присоединить нужные библиотеки к файлу проекта при их использовании в среде пресс-формы. Важно проверить отображение библиотеки пресс-форм для обеспечения возможности создания в приложении Inventor Mold Design любых требуемых компонентов сборки пресс-формы. Помимо этих компонентов в приложении Inventor Mold Design генерируются
стандартные компоненты "Библиотеки компонентов". Далее управление этими файлами осуществляется "Библиотекой компонентов".
Создадим выталкивающие стержни (толкатели) для пресс-формы.
Замечание. В стандартной пресс-форме сторона, соединенная с неподвижной частью пресса (матрица), называется стороной А. Сторона, соединенная с подвижной частью пресса (пуансон), называется стороной Б.
Толкатели - это стержни или втулки, которые выталкивают пластиковую деталь из пресс-формы. Выталкивающие стержни сделаны из стали и обычно располагаются на стороне Б пресс-формы. При запуске системы выталкивания стержень выталкивает пластиковую деталь или систему питателей из пресс-формы.
Выберите на ленте вкладку "Сборка пресс-формы" панель "Сборка пресс-формы" элемент "Выталкиватель"
 .
.
Установим значение параметров рабочего диаметра выталкивателя d1 = 3 мм и общей длины выталкивателя L = 160 мм.
Создадим шесть точек приблизительно в местах расположения точек, указанных на рис. 6.22.
Рис. 6.22. Настройка системы выталкивателей
144
Разверните окно "Выталкиватель", нажав " ", и введите точные значения координат выталкивателей как указано в таблице.
В диалоговом окне "Выталкиватель" перейдите на вкладку "Зазор". Измените значения зазора между стержнем и деталями пресс-формы на
следующие значения:
CH = 7,0 мм;
CEP = 3,6 мм;
CB = 3,4 мм.
Координаты выталкивателей
Выталкиватель |
Х |
Y |
|
|
|
Выталкивающий стержень 1 |
14 мм |
48 мм |
|
|
|
Выталкивающий стержень 2 |
-14 мм |
48 мм |
|
|
|
Выталкивающий стержень 3 |
17 мм |
-7 мм |
|
|
|
Выталкивающий стержень 4 |
-17 мм |
-7 мм |
|
|
|
Выталкивающий стержень 5 |
15 мм |
-48 мм |
|
|
|
Выталкивающий стержень 6 |
-15 мм |
-48 мм |
|
|
|
В диалоговом окне "Выталкиватель" нажмите кнопку "Применить". Нажмите кнопку "ОК"в диалоговом окне "Именование файлов", чтобы подтвердить параметры, указанные по умолчанию, и создать выталкивающие
стержни.
Перейдем к созданию литниковой втулки. Литниковая втулка - это отверстие, через которое расплав впрыскивается в пресс-форму. Пластмасса направляется литниковой втулкой по питателям через шейку питателя в матрицу пресс-формы. В некоторых случаях расплав поступает из литниковой втулки напрямую в матрицу. Кроме того литниковая втулка должна быть выравнена по отношению к впрыскивающему соплу. Это достигается приме-
нением установочного кольца, которое устанавливается поверх литниковой втулки.
Выбираем на ленте вкладку "Сборка пресс-формы" "Сборка прессформы" команду "Литниковая втулка"  . В диалоговом окне "Литни-
. В диалоговом окне "Литни-
ковая втулка" развертываем список "Тип". Из списка "Поставщик" выбераем параметр "DME" и затем указываем "AGN" в качестве типа литниковой втулки (рис. 6.23).
145

Рис. 6.23. Выбор типа литниковой втулки
Вдиалоговом окне "Литниковая втулка" выберем следующие параметры: L = 76 мм, d1 = 3,5 мм. В области "Смещение" назначим Z = -20 мм.
Для улучшения отображения модели на видовом кубе выберем ориен-
тацию "Сверху".
Вграфе "Размещение" убедимся, что выбрано "из эскиза питателя" и активируем инструмент выбора "Точка"  (рис. 6.24). Выбираем конечную точку эскиза питателя, как показано на рис. 6.24.
(рис. 6.24). Выбираем конечную точку эскиза питателя, как показано на рис. 6.24.
Рис. 6.24. Выбор конечной точки литниковой втулки
Нажмите кнопку "ОК" в диалоговом окне "Литниковая втулка" и "ОК" в диалоговом окне "Именование файлов", чтобы подтвердить параметры, указанные по умолчанию, и создать литниковую втулку (рис. 6.25). Следует отметить, что как и на предыдущей операции в браузере добавился новый узел. В данном случае это "Литниковая втулка".
146
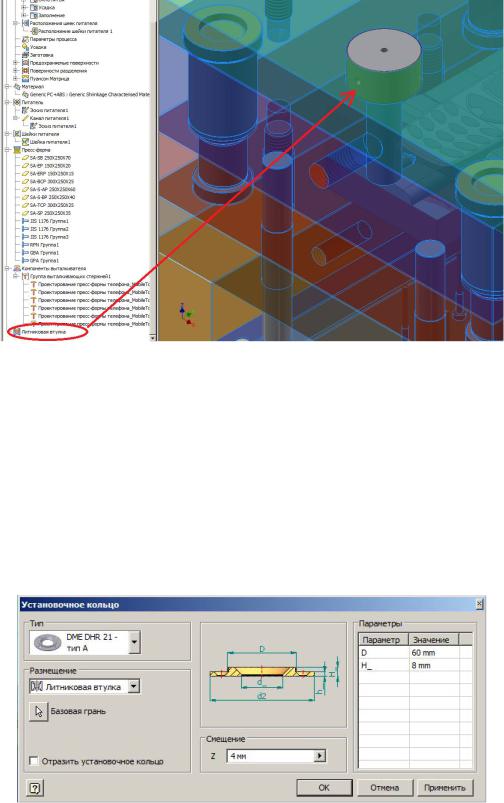
Рис. 6.25. Результат создания литниковой втулки
Выберите на ленте вкладку "Сборка пресс-формы" панель "Сборка пресс-формы" команда "Установочное кольцо"  .
.
В диалоговом окне "Установочное кольцо" разверните список "Тип" и из списка "Поставщик" выберите значение "DME".
Задайте значение категории "Установочные кольца", а затем укажите тип "DHR 21 - тип А" в качестве типа установочного кольца (рис. 6.26). Установите значение смещения по оси Z = 4 мм.
Рис. 6.26. Настройка параметров установочного кольца
Нажмите кнопку "ОК" в диалоговом окне "Установочное кольцо" и согласитесь с параметрами по умолчанию в диалоговом окне "Именование файлов". Литниковая втулка и установочное кольцо показаны на рис. 6.27.
147

Рис. 6.27. Пресс-форма с литниковой втулкой и установочным кольцом
6.3. Создание системы охлаждения
Для быстрого и равномерного охлаждения пресс-формы используется хладагент, который перемещается по охлаждающим каналам.
Выберите на ленте вкладку "Компоновка пресс-формы" панель
"Питатели и каналы" команду "Охлаждающий канал"  .
.
Нажмите "Вид справа" на видовом кубе для ориентации модели. Активируйте инструмент выбора "Грань" и выберите расположение, показанное на рис. 6.28.
Рис. 6.28. Выбор грани для расположения охлаждающего канала
148

Отметьте ребро, обозначенное на рис. 6.29 цифрой 1 (вне фаски), как "Линейное ребро 1". Отметьте ребро, обозначенное на рис. 6.29 цифрой 2 (фаска), как "Линейное ребро 2". Отредактируйте положение осей X и Y следующим образом: расстояние от Линейного ребра 1 = 75 мм, расстояние от
Линейного ребра 2 = 22 мм.
Рис. 6.29. Настройка геометрических размеров охлаждающего канала
В диалоговом окне "Охлаждающий канал" выберите из списка "Огра-
ничение" "Насквозь". Установите флажок "Симметрично". Нажмите кнопку "Применить".
Нажмите кнопку "ОК", чтобы подтвердить параметры, указанные по умолчанию в диалоговом окне "Именование файлов". Охлаждающий канал должен выглядеть так, как показано на рис. 6.30.
149

Рис. 6.30. Канал охлаждения
Нам необходимо создать еще три таких же охлаждающих канала. Для этого на ленте перейдем на вкладку "Сборка" "Массив" команда "Мас-
сив компонентов"  . В открывшемся диалоговом окне (рис. 6.31) перейдем на вкладку "Прямоугольный массив".
. В открывшемся диалоговом окне (рис. 6.31) перейдем на вкладку "Прямоугольный массив".
Выберем в качестве направления массива ребро как показано на рис. 6.31 и выставим следующие параметры: количество столбцов 4, интервал между столбцами 33 мм.
Рис. 6.31. Создание охлаждающих каналов с помощью команды "Прямоугольный массив"
150