

Лекция 12.Процессы токарной обработки Проектирование технологии токарной обработки
Рассмотрим основные понятия, используемые в проектировании технологического процесса токарной обработки.
Удаляемый материал. Это часть заготовки, удаляемая при обработке установленным инструментом в заданном цикле токарной обработки. Для таких циклов, как сверление и контурное точение, удаляемым материалом могут быть:
– незамкнутая линия, соответствующая траектории режущего инструмента;
– призма (например, для обработки выемок, используя точение по оси С);
– отверстие.
Для многопроходной обточки по контуру удаляемый материал определяется контуром, который состоит из обрабатываемого контура заготовки и обрабатываемого контура детали. Если существуют объемные модели заготовки и детали, то удаляемый материал выделяется из контуров их образующих.
Моделирование процессов механической обработки

а - заготовка; б - деталь; в и г - образующие соответственно
заготовки и детали; д и е - обрабатываемые контуры соответственно
заготовки и детали; ж - контур удаляемого материала; з - вариант разбиения
удаляемого материала; ось Z станка
Рисунок 56 – Моделирование процесса механической обработки.
Система базирования элементов оборудования. Системы базирования отвечают за взаимное расположение всех элементов оборудования: токарного станка, инструмента, инструментальной оснастки, технологической оснастки (приспособления) и детали в процессе обработки.
Среда токарной обработки включает:
– описание имеющихся на предприятии токарных станков с ЧПУ;
– геометрические модели используемых инструментов;
– геометрические модели элементов инструментальной оснастки (резцедержатели, переходные патроны);
– модели элементов технологической оснастки токарного станка;
– модель заготовки;
– модель конечной детали.
Описание станка в базе данных содержит следующую информацию:
– название токарного станка; ,
– описание архитектуры;
– технологические параметры;
– геометрические параметры;
– описание кинематической схемы.
Архитектура токарного станка. Описание архитектуры станка определяет направления перемещения детали и инструмента станка (X, Z, С), а также положения упоров

Рисунок 57 – Основные элементы токарного станка с ЧПУ.
Технологические параметры токарного станка. Существуют следующие технологические характеристики токарных станков:
– время на смену инструмента (с);
– максимальное число оборотов шпинделя в минуту (об/мин);
– максимальная подача (перемещение заготовки) в текущих единицах (мм или дюймы) в минуту (мм/мин);
– максимальная скорость перемещения вдоль осей X, Z в текущих единицах (мм или дюймы) в минуту (мм/мин);
– максимальное число оборотов в минуту вокруг оси С (об/мин);
–возможность подачи охлаждающей жидкости.
Геометрические параметры станка. Геометрические параметры используются для условного или геометрического представления токарного станка.
Для этого необходимо определить неподвижную часть (станину) и подвижные части станка:
– шпиндель;
– часть станка (стол), перемещающуюся вдоль оси Z (оси вращения шпинделя);
– часть станка (стол), перемещающуюся вдоль оси X.
Кинематическая схема токарного станка. Кинематика токарного станка определяет положение плоскости обработки, упоров, револьверной головки и возможность С-координатной обработки. Для создания кинематической схемы станка необходимо иметь ранее построенные и сохраненные в базе данных все элементы оборудования. Кинематическая схема является результатом нескольких операций определения:
– токарного станка;
– элементов инструментальной оснастки;
– инструмента;
– элементов технологической оснастки.
При определении токарного станка задаются положение и ориентация двух элементов: револьверной головки и шпинделя станка.

Рисунок 58 – Взаимное расположение шпинделя станка и инструментальной головки станка с ЧПУ.
Система базирования станка включает:
1)систему базирования шпинделя (МТ), определяющую:
– начало координат станка,
– ось вращения шпинделя - направление оси Z станка,
– направление оси X станка,
– плоскость XOZ станка - плоскость обработки;
2) систему базирования револьверной головки (ТТ), определяющую ее положение и направление оси ее вращения Z
3) системы базирования инструмента (ТТ1—ТТ8)

Рисунок 59 – Системы базирования револьверной головки и инструмента.
Чтобы обеспечить безопасную работу токарного станка, вводятся предельно допустимые положения одной или нескольких револьверных головок. Эти значения задаются в виде координат ближнего и дальнего упоров на оси шпинделя.

Рисунок 60 – Схема определения положения упоров.
Определение инструментальной оснастки состоит в указании системы базирования револьверной головки и инструмента на геометрических моделях элементов оснастки.
Определение инструмента является продолжением описания кинематической схемы токарного станка и содержит следующую
формацию:
– геометрическое описание, условное или реалистичное представление инструмента, являющееся моделью реального токарного резца;
– систему базирования державки, с помощью которой резец фиксируется в инструментальной оснастке;
– систему базирования резца, которая определяет положение режущей кромки резца относительно обрабатываемой заготовки;
– параметры соответствующего типа резца.

Рисунок 61 – Определение комбинированной инструментальной
оснастки и ее сборка.
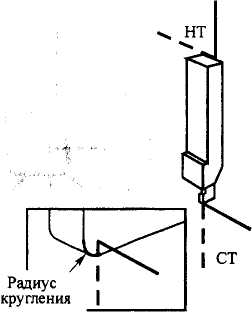
СТ - система базирования резца; НТ - система базирования
державки инструмента
Рисунок 62 – Системы базирования токарного резца.
Для каждого типа инструмента определяются его параметры:
– форма режущей кромки, определяемая незамкнутой линией (ломаной и/или дугой);
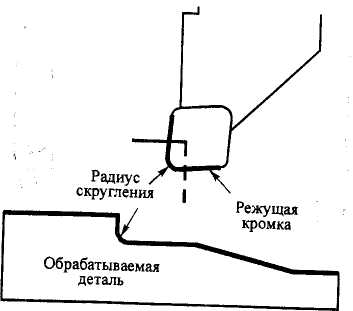
Рисунок 63 – Параметры рабочей части резца.
– глубина резания в одном или двух направлениях, определяемая отрезком или ломаной из двух отрезков (границы обработки);
– направление обработки, определяемое двумя точками, или первое направление в случае нескольких направлений обработку;

а - указание трех точек; б - полученные два направления обработки;
в - исходный удаляемый материал; г - получаемый после обработки удаляемый материал
Рисунок 64 – Определение границ обработки тремя точками.
– второе (возможное) и третье (возможное) направления обработки, определяемое двумя точками;
– максимальная глубина обработки.

Рисунок 65 – Определение направлений обработки: гравировальным, резьбовым, проходным резцами и резцом для контурного точения.
Определение элементов технологической оснастки заключается в назначении каждому элементу технологической оснастки его систем базирования. С каждым элементом установки заготовки связаны две системы базирования: шпинделя, которая определяет положение приспособления, и заготовки детали, которая указывает положение заготовки относительно приспособления.

Рисунок 66 – Системы базирования элементов технологической оснастки.
Определение всех составляющих кинематической схемы позволяет собрать воедино все составляющие оборудования:
– монтировать инструмент с элементами инструментальной оснастки;
– автоматически закреплять элементы оснастки инструмента в револьверной головке или на суппорте в начале последовательности операций;
– автоматически устанавливать смонтированный инструмент в головку или на суппорт в начале операции;
– автоматически устанавливать станок в исходную позицию (первую точку) обработки детали в начале цикла.
Кинематическая схема оборудования (все ее системы базирования) образует кинематическую цепочку процесса обработки.