

Циклы фрезерной обработки
Для определения цикла обработки в операции система автоматически предлагает перечень циклов, соответствующих типу установленного инструмента.
Существуют следующие циклы 2,5-, 3- и 5-координатной обработки:
Обработка отверстий; обработка каналов; обработка в одно и двух направлениях; обработка зигзагом по контуру; обработка призмы; обработка поверхностей вращения; обработка карманов, пазов и поверхности по спирали; сверление; сверление с периодическим отводом сверла или с выводом сверла и удалением стружки, зенкование и цекование глухих отверстий с отводом инструмента: нарезание резьбы метчиком; снятие фаски на отверстии; обработка отверстий «от точки к точке»; битангенциальная обработка сопряжений; интерполяция между двумя линиями; обработка по параллельным плоскостям; обработка по сечениям горизонтальными или вертикальными плоскостями; черновая и чистовая обработка.
Цикл 2,5-координатной обработки по спирали
Инструменты для выполнения этого цикла: фреза для обдирки поверхностей, торцевая фреза, цилиндрическая фреза.
Параметры цикла:
– удаляемый материал должен быть линией, перфорированным контуром, призмой или сборкой этих объектов;
– тип обработки: карман, паз или поверхность;
– глубина прохода инструмента в создаваемом цикле.

OF - величина выбега инструмента; DE - отвод инструмента; угол перекрытия равен 90°
Рисунок 42 –Обработка поверхности по спирали.
– перекрытие проходов, задаваемое в процентах от диаметра инструмента;
– угол перекрытия – наибольший угол, для которого будут создаваться дополнительные перекрывающие участки траектории инструмента в углах;
– тип резания – тип обработки: «по ходу» или «навстречу»; предполагается, что шпиндель вращается по ходу часовой стрелки;
– обход углов – способ обработки вершин: «по радиусу» (а) или «углом» (б);
– припуски на обработку (только при обработке карманов) – толщина материала, которая остается в положительном и отрицательном направлениях по осям X и Z для циклов черновой и чистовой обработки;
– точность аппроксимации – используется теми станками, которые при вычислении траектории инструмента по кривой выполняют обработку «от точки к точке» и не выполняют интерполяцию по окружности.
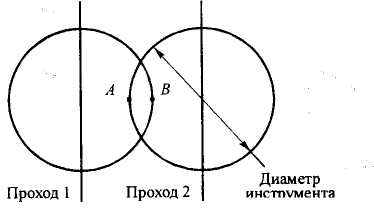

Рисунок 43 – Обход углов.

Рисунок 44 –Определение точности аппроксимации.
Цикл сверления 2,5-координатной обработки. Инструменты для выполнения этого цикла: торцевая фреза, сверло. Положение отверстий задается либо точками, либо удаляемым материалом.

Рисунок 45 – Сверление по призме.

Рисунок 46 – Сверление по отверстиям.
Цикл 2,5-координатной обработки поверхности по спирали вне/внутри контура. Цикл предназначен для обработки поверхности заготовки из хрупкого материала по спирали вне/внутри контура.
Траектория инструмента формируется следующим образом:
– обработка начинается от заданной начальной точки;
– обработка заготовки вне контура выполняется для исключения образования внешних стенок при черновой обработке;
– острова обрабатываются по направлению изнутри к контуру;
– обработка эквидистант за границами детали выполняется снаружи к удаляемому материалу;
– обработка эквидистант в границах детали выполняется, по возможности, без отвода инструмента и образования островов.

Рисунок 47 – Обработка по спирали островов.
Цикл 3-координатной обработки по параллельным плоскостям. Деталь может быть представлена поверхностью или телом.

Рисунок 48 – Обработка поверхности Безье.
Цикл 3-координатной битангенциальной обработки сопряжений. Цикл предназначен для обработки детали по касательным к двум поверхностям (сопряжение поверхностей, необработанная область) Деталь может быть представлена поверхностью или телом.

Рисунок 49 – Битангенциальная обработка.
Цикл 3-координатной обработки путем интерполяции между двумя линиями. Цикл предназначен для обработки поверхности детали интерполяцией между двумя линиями или сборкой линий. Эти линии представляют собой траекторию движения конца инструмента или контактной точки инструмента.

Рисунок 50 – Обработка поверхности интерполяцией.
Цикл 3-координатной обработки по сечениям горизонтальными плоскостями. Цикл предназначен для финишной обработки поверхности детали по ее сечениям горизонтальными плоскостями (точнее, плоскостями, перпендикулярными оси инструмента).

Рисунок 51 –Обработка по сечениям.
Цикл 3-координатной обработки по контуру. Цикл предназначен для обработки детали по плоскому или неплоскому контуру.


Рисунок 52 – Обработка по контуру.
Цикл 3-координатной чистовой обработки. Цикл предназначен для чистовой обработки детали движением инструмента в плоскости, перпендикулярной направляющей линии.
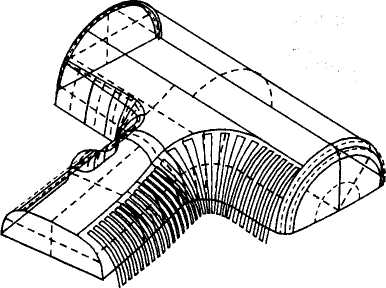
Рисунок 53 – Чистовая обработка.
Цикл 5-координатной битангенциальной обработки сопряжений. Цикл предназначен для обработки поверхности детали в области сопряжения двух частей поверхности: поверхности, направляющей инструмент, и поверхности, к которой инструмент располагается по касательной.

Рисунок 54 – Битангенциальная обработка сопряжений.
Цикл 5-координатной чистовой обработки. Цикл предназначен для чистовой обработки поверхности детали, в том числе с уклонами. Инструмент ориентируется по нормали к поверхности, с возможным отклонением в плоскости по направленно обработки и в перпендикулярной плоскости на заданные углы (фронтальное и поперечное отклонения).

Рисунок 55 – Чистовая обработка поверхности.